可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第38页
附录A 元器件的关键表⾯ IPC-002c-a-1-cn 图A-1 “ J ” 形引线元器件 1 2 T = 2 x T 2 x T A C C B B 基座面 视图 视图 引线厚度 “ J ”形引线元器 件 关键 区域 = “ A ”表面 (即 2 倍引 线厚 度的区域) IPC/ECA J-STD-002C 附修订本 1 2008 年 11 月 28

5 注意事项
5.1 活性助焊剂的使⽤ 本标准指定使用含有
一定量活化剂的松香基助焊剂。之所以要求使
用一定量的活化剂,是为了减少采用纯松香型
助焊剂时测试结果的偏差,从而可进行元器件
引线非锡基金属层的可焊性测试,并通过保持
固定的且小于实际生产焊接的活性剂量,提供
理想的可焊性测试安全因子。正如J-STD-002B
中“可焊性测试采用活性助焊剂合理性的委员
会公开信”所报告的一样
,使用含有一定量活
性剂的助焊剂进行可焊性测试的益处已通过广
泛的测试得到了证明。
5.2 ⼤热容元器件 在浸入测试中,端子散热
快的大型元器件在浸焊测试中可能需要较长的
停留时间(例如: 测试A、B、C、E和F),允许
更慢地加热。在这种情况下,要求用户与供应
商之间就延长停留时间达成协议。这种协议还
必须说明所采用的具体停留
时间。
5.3 抽样计划 抽样计划应当规定在给定的一
批产品中随机所选的元器件数量。应当测试所
选元器件所有引线/端子的可焊性。元器件要通
过可焊性测试,需其每个引线都通过可焊性测
试。应当按照独立的元器件技术规范进行可焊性
测试试样的选择和部署。在某些测试方法中,
有必要将每两个引线中的其中一个,或者是每
三个引线中的其中两个引线弯折,显然,不可
以将这类弯折的引线计算
在抽样内。
5.4 安全注意事项 异丙醇是可燃物质。在使
用和贮存异丙醇时 ,必须注意将 其 远 离火花
或火 焰。仔细 阅读所有溶剂的材料安全数据
表(MSDS)。应当根据合适的数据表处理所有
化学药品,并依据当地法规进行排放。
5.5 浮⼒修正 为了使润湿称量法得到的润湿
力值可相互比较,由于试样尺寸的变化,特别
是宽度和厚度,有必要修正浮力。可改变试样
浸入焊料中的体积来修正浮力。下面的公式可
用于计算浮力修正值。
F
b
=d(d
1
或d
2
)g
n
V
其中:
d
1
= Sn60/Pb40合金在245 °C时的焊料密度(8150
kg/m
3
)
d
2
= SAC305合金在255 °C时的焊料密度(7410
kg/m
3
)
g=重力加速度(9.810 m/s
2
)
V=浸入体积,单位:m
3
(宽度x厚度x浸入深度)
通过计算得到的浮力值,单位为牛顿,常规化
后为微牛/mm (以润湿周长计)。如图4-10及图
4-11所示,通过使用润湿力是向上的正值惯例,
为了使润湿时间和润湿力更准确,所有测量都
必须修正浮力。
5.6 加速蒸汽⽼化限制 可焊涂层的加速蒸汽老
化已成为并将一直是重点研究的主题(见IPC-
TR-464)。与 其它老化方法相比,蒸汽老化可以
与自然老化类似的方式
成功地加速锡和锡/铅表
面的退化。表 面 氧化的退化过程和Cu/Sn金属间
化合物 生长都会由 于蒸汽的 热 量和湿气而加
剧。适当涂敷的锡和锡/铅涂层如可以承受规定
的8小时以上的蒸汽老化环境,那么它就或可承
受超过12个月的自然老化。由于具体形状、贮存
环境和材料结构的综合作用,精确地预测贮存
寿命是不可能的。因此,本技术规范指明1类涂
覆层和3类涂覆层的贮存
寿命有重叠,且未规定3
类涂覆层的贮存寿命。对于非锡或锡/铅(2类)
涂层,目前尚未有可以支持超过规定的1小时蒸
汽老化的数据。
2008年11月 IPC/ECA J-STD-002C附修订本1
27
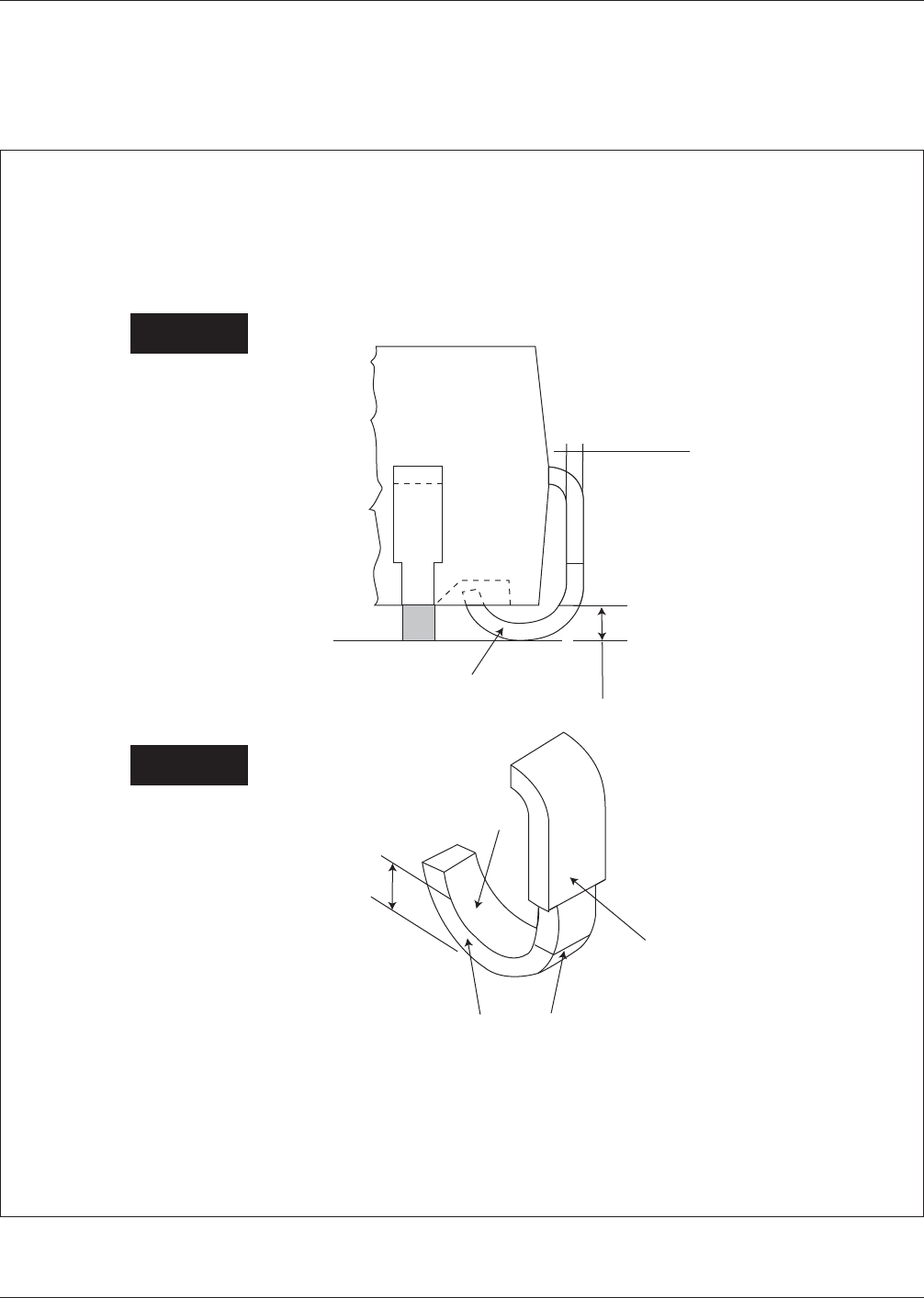
附录A
元器件的关键表⾯
IPC-002c-a-1-cn
图A-1 “J”形引线元器件
1
2
T =
2 x T
2 x T
A
C
C
B
B
基座面
视图
视图
引线厚度
“J”形引线元器件
关键区域=“A”表面(即2倍引线厚度的区域)
IPC/ECA J-STD-002C附修订本1 2008年11月
28
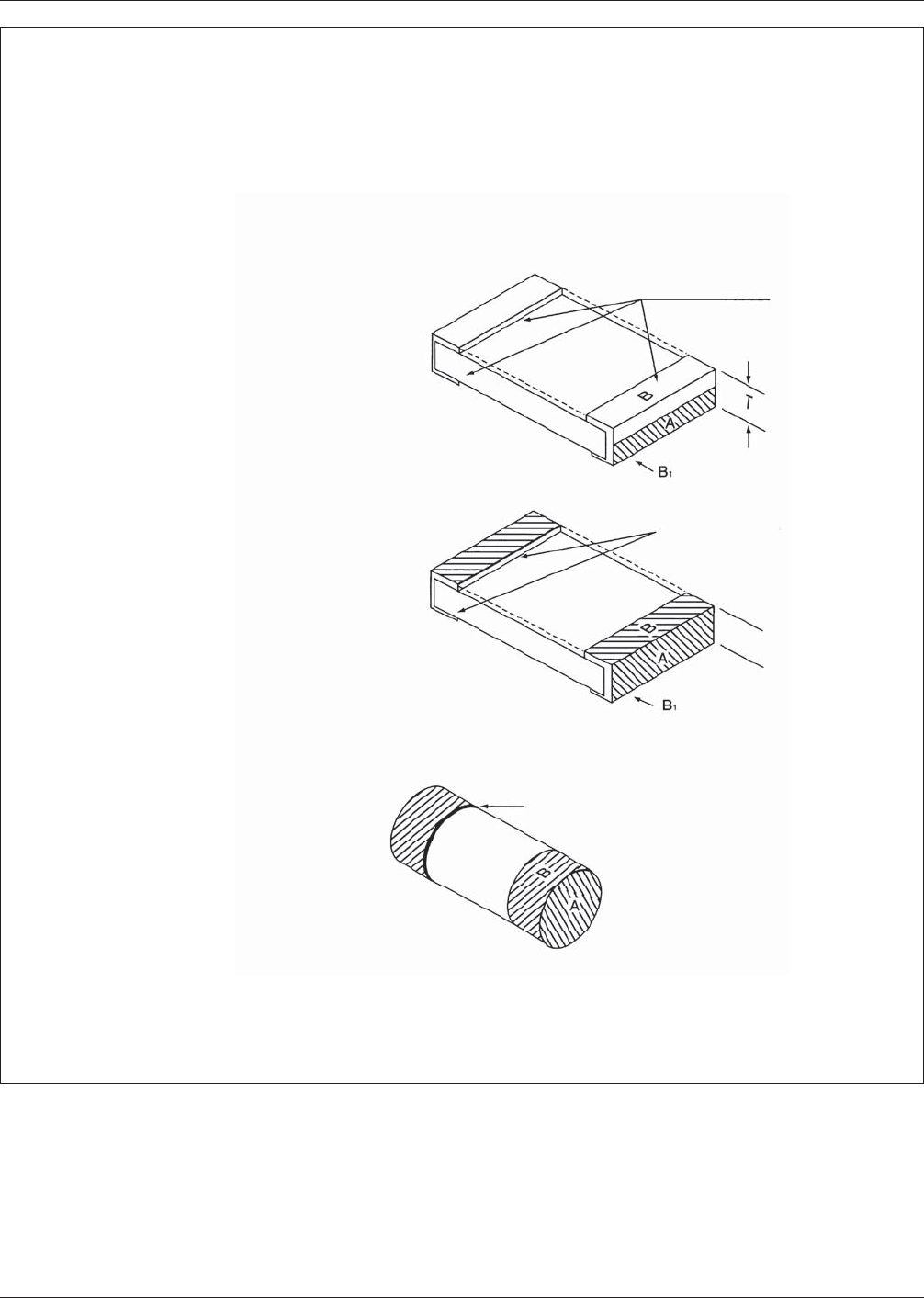
IPC-002c-a-2-cn
图A-2 被动元器件
被动元器件
测试S和S1
禁区
(底部)
(底部)
关键区域=“A”表面+“B
1
”表面 < 1/4T或 0.5mm, 取其中较小者
测试B和B1
关键区域=“A”表面+“B”表面+“B
1
”表面
对于有“顶部/底部”朝向的元器件,不包括“B”表面
圆柱体
不包括区域
不包括区域
关键区域=除内边缘外的整个帽端表面
2008年11月 IPC/ECA J-STD-002C附修订本1
29