可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第30页
4.3.2 测试F - 锡/ 铅 焊料 - 润湿称量焊料槽测 试(⽆引线元器件) 本 测试适用于 无 引 线元器 件的 润湿称 量 测试 。 4.3.2.1 仪 器应 当 使用 焊料 润湿 力 测 量装 置 ( 润湿称 量) , 该 装 置 应当 包 括温度 可 控 的焊 料 槽 ,焊料成 分 应当 符 合 3.2.1 节 要求,焊料 温 度 及焊料维 护 应当 分别 符 合 3.5.1 节 和 3.5.2 节 的 要求。 该设备 应当…
4.3.1.4.3 量具的可重复性和可再现性(GR&
R)协议 附录H中包含了建议使用的量具的可
重复性和可再现性(GR&R)协议,可由用户和
供应商协商使用,以确保正确校准各自的润湿
称量设备。
表4-5 润湿称量参数和建议评定标准
参数 说明
建议标准
1
A组 B组
T
o
经过浮力修正的零交时间 ≤1秒 ≤2秒
F2 从测试开始到2秒时的润湿力 ≤2秒时,大于等于50%的最大理论润湿力
2
≤2秒时,为正值
F5 从测试开始到5秒时的润湿力不小于F2值的90% 不小于F2值的90%
AA 从测试开始后润湿曲线区域的积分面积
使用试样浮力和50%的最大理论润湿力计
算得到的积分面积
3
>零(0)
1. 这些建议标准分为两组,其中A组更严格。符合A组标准的元器件比符合B组要求的元器件具有更大的焊接工艺窗口。对于较大的工艺窗口,
满足B组标准的元器件是完全可以接受的,但用户必须确定哪组标准能与其工艺更匹配。
2. 最大理论润湿力的计算方法见附录C。
3. 计算方法见附录D。(建议将该计算方法编写为软件,用于控制润湿称量测试设备。)
IPC-002c-4-10-cn
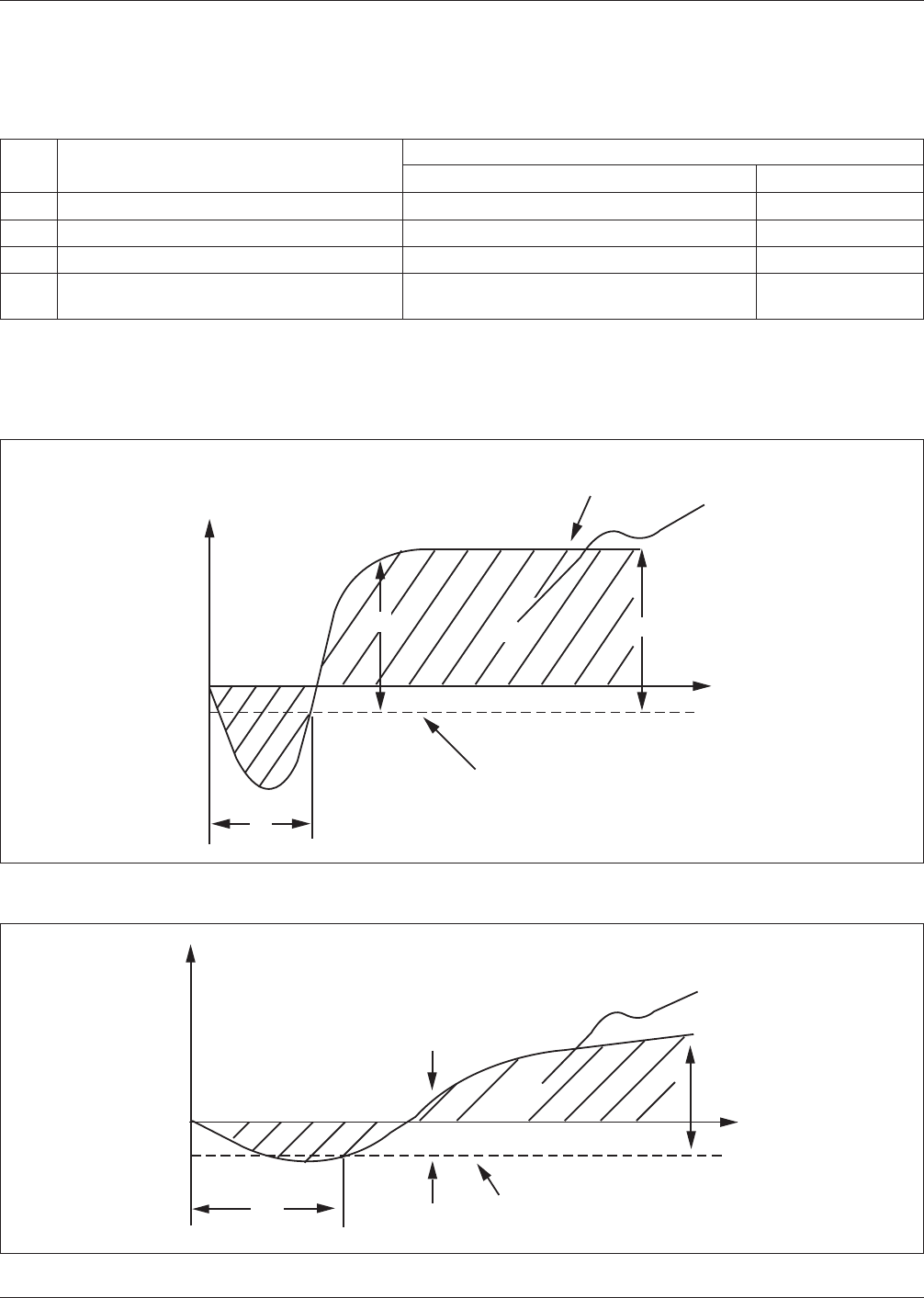
图4-10 A组润湿曲线
F2
F5
(s)
AA
T
0
/mm
(µN/mm)
力
时间
平衡态润湿力
经过浮力修正的零轴
IPC-002c-4-11-cn
图4-11 B组润湿曲线
F2
F5
AA
0
T
0
/mm
(µN/mm)
力
(s)
时间
经过浮力修正的零轴
2008年11月 IPC/ECA J-STD-002C附修订本1
19

4.3.2 测试F - 锡/铅焊料 - 润湿称量焊料槽测
试(⽆引线元器件) 本测试适用于无引线元器
件的润湿称量测试。
4.3.2.1 仪器应当使用焊料润湿力 测 量装
置(润湿称量),该装置应当包括温度可控的焊
料槽,焊料成分应当符合3.2.1节要求,焊料温
度及焊料维护应当分别符合3.5.1节和3.5.2节的
要求。该设备应当具有记录力度-时间关系的装
置,如图表记录仪、数据采集器或计算机(见图
4-9)。
4.3.2.1.1 浸⼊装置 应当使用润湿称量测试所
包含的机械式或机电式浸入装置。应当预先设置
该装置,以使试样的浸入和提出速度符合4.3.2.3
节的规定。控制试样停留时间以符合4.3.2.3节的
规定。
4.3.2.2 准备 应当按照3.4节的要求准备试样。
4.3.2.3 程序
a. 应当使用符合3.2.2节要求的助焊剂,且助焊
剂应当置于室温下。
b. 引线和端子上的助焊剂涂覆应当均匀且应当
覆盖待测试的表面。
c. 浸入速度和提出速度为每秒1mm-5mm[0.04±
0.2in],停留时间为5+0/-0.5s。大热容元器件
在熔融焊料中的
停留时间可能要求更长(见
5.2节)。
d. 涂覆助焊剂并在助焊剂中停留后,应当将试
样安装在测试设备上。
e. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
f. 涂覆有助焊剂的端子只应当浸入熔融焊料中
一次,浸入深度最小为0.10mm[0.0039in]。
g. 浸入角度应当如图4-4所示。
h. 应当采用符合4.3.2.1节规定的设备记录完整
的曲
线。
4.3.2.4 评定
4.3.2.4.1 放⼤ 应当使用符合3.3.3节要求的
设备在10倍放大倍数下检查元器件。对于细节
距端子元器件,(0.5mm[0.020in]节距或更小),
检查的放大倍数应当为30倍。
4.3.2.4.2 接受/拒收标准 对于测试F,表4-5列
出了用于可焊性评定的建议标准。图4-10和4-11
图示了表4-5中的建议标准。另外,试样上粘附
有新鲜焊料的面积应当比浸入焊料槽中的试样
的面积大(即元器件在其浸入深度外,应当呈
现出良好
的焊料芯吸)。
4.3.2.4.3 量具的可重复性和可再现性(GR&
R)协议 附录H中包含了建议使用的量具的可
重复性和可再现性(GR&R)协议,可由用户和
供应商协商使用,以确保正确校准各自的润湿
称量设备。
IPC/ECA J-STD-002C附修订本1 2008年11月
20

4.3.3 测试G - 锡/铅焊料 - 润湿称量焊料球测
试 本测试适用于元器件的润湿称量焊料球测
试。
4.3.3.1 仪器 使用焊料润湿力测量装置(润
湿称量),该装置包括温控的、压装到铝外壳中
的垂直、圆柱铁轴,将一块特定尺寸的焊料放
在该铝外壳上。例如:要形成直径为4mm的焊料
球,适合放200mg的焊料块;要形成直径为3.2
mm的焊料球,适合放100mg的焊料块;要形成
直径为2mm的焊料球,适合放
25mg的焊料块;
要形 成 直径为1mm的焊料球,适合放5mg焊料
块。在每次实施了可焊性测试后,理想情况下,
应该更换熔融的焊料球,但是,对于极小的元
器件,每次测试时焊料球体积的减少不大于1%
时,熔融的焊料球可最多重新使用五次。该设备
应当具有记录力-时间关系的装置,如图表记录
仪、数据采集器或计算机。
4.3.3.1.1 浸⼊装置 应当使用润湿称量测试
所包含的机
械式或机电式浸入装置。应当预先
设置该装置,以使试样的浸入和提出速度符合
4.3.3.3.3节的规定。控制试样停留时间以符合
4.3.3.3.3节的规定。
4.3.3.2 材料
4.3.3.2.1 助焊剂 应当使用符合3.2.2节要求
的助焊剂。
4.3.3.2.2 焊料 焊料应当符合3.2.1节的要求。
可以使用用户与供应商协商确定的其它合金。
4.3.3.2.3 试样 试样应当是整个元器件或是
从元器件上拆下来的一根引线。理想情况下,
被浸入元器件的截面可是矩形、方形或圆形,
以便于最大理论润湿力的
计算。元器件上应该
没有毛刺,但是如果有,通常都是出现在生产
中使用的元器件上,并且不应该去除,因为实
际上这种毛刺可能是不良可焊性的成因。不允
许清洗试样。如果需要进行预处理,测试方与
其他几方必须事先达成一致意见。
4.3.3.3 程序
4.3.3.3.1 焊料的温度 在进行测试前,应当
将焊料的温度稳定在测试所要求的温度下。该
温度应当符合3.5.1节的要求。
4.3.3.3.2 助焊剂涂敷 使用一个洁净的棉签
将极少量的助焊
剂涂敷到待测试的表面或引线
上及焊料球上。涂覆有助焊剂的元器件上不应当
有多余的助焊剂滴落,或应当使用一块洁净的
化学实验室用滤纸小心地接触待测试表面的最
低点,吸取完多余的助焊剂。对于此项测试,
应该用小容器装入少量助焊剂,并只在棉签浸
入时才打开该容器,以防止助焊剂挥发。棉签
使用5至10次后,应该废弃并更换新的棉签
,并
且确保所有测试用棉签的更换时间间隔相同。
如果测试中断几分钟以上的话,那么就应该使
用新的棉签。
4.3.3.3.3 浸⼊⾓度、浸⼊深度和浸⼊速度应
当选用适当的夹子来夹持如表4-6所规定的元器
件,夹持方式如图4-12所示。不要使待测试的表
面受到污染,将试样安装在适当的夹子或可焊
性测试仪制造商提供的其它装置上,并将其小
心地安装到机器中,以防止损坏传感器,或造
成元器件在夹子(或其它夹具
)中的移位。试样
可焊表面与焊料球之间的距离应该是固定的。
浸入速度应该控制在1mm/s到5mm/s[0.039in/s
到0.20in/sec]之间,以确保多数试样能够完全浸
入。停留时间应该为5秒。对 于大元器件或大热
容元器件可能必需采用10秒的停留时间(见5.2
节)。
4.3.3.3.4 预热 应该根据用户与供应商之间
事先达成的协议(AABUS)来决定是否采用预
热。
4.3.3.4 评定
4.3.3.4.1 放⼤ 100倍的放大倍数可能是必需
的,例如,检查小于0402的片式元器件
时。
4.3.3.4.2 建议标准 在测试后进行检查之前,
应当采用符合3.2.3节要求的清洗剂去除所有试
样上的助焊剂。粘附有新鲜焊料的试样面积应当
大于浸入到焊料球中的面积(即元器件在其浸
入深度外应当呈现良好的润湿)。除此之外,表
4-7列出了建议标准。
2008年11月 IPC/ECA J-STD-002C附修订本1
21