可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第58页
4 ) 可焊性 测试助 焊 剂 成 分 在在全 球 范 围 内 的标 准 化 J-STD-002/J-STD-003 委员会的第 二 个主 要 目 标 是 开发可在电子 行 业 内 推广 全 球 标准 化 的 测试方法 及标准。 由 委员会 选定 和 测试 的标准 活 性 助 焊 剂 成 分 已 经 被 国 际 电工委员 会( IEC ) 60068-2-20 焊接技术规范所 采 用 。 IEC 技术规范 被 成 功 地用于 可焊性 测…
附录F
J-STD-002/J-STD-003委员会关于可焊
性测试采⽤活性助焊剂合理性的公开信
目前的J-STD-002/J-STD-003技术规范所包括的
助焊剂测试方法与过去可焊性测试中所用的方
法不同。具体体现在3.3.2节助焊剂表中:
J-STD-002/J-STD-003委员会认为要认真研究提
出的任何关于ROLO(以前的标识符为R)使用
的变化,并要求提供采用标准活性助焊剂成分
的适用性的测试数据。J-STD-002/J-STD-003已
经花费了大量的资源致力于助焊剂改变问题,
讨论了详细的化学性质并进行了由多个公司完
成的实验设计
(DoE)调查。J-STD-002委员会的
主席,Rockwell Collins的Dave Hillman以及Texas
仪器的Doug Romm、Intersil公司的Mark Kwoka、
Intel公司的Jack McCullen认为委员会已经搜集了
大量的数据并进行了有关主题的充分讨论,支
持所提出的助焊剂材料改变。提出/支持助焊剂
改变的四个基本理由总结如下:
1)对 于实施非锡涂层是一个积极主动的可焊性
测试方法
大量的工业研究(1996年NEMI表面涂层任务
组报告、1997年NCMS无铅焊料项目、2000年
美国国家物理实验室CMMT
(A)284报告)
已经表明R型助焊剂与非锡表面涂层如钯、
有机可焊性保护涂层(OSP)和 浸金不兼容。
在元器件和印制线路板上使用这些金属表面
涂层已不再是例外,而且这些涂层正在被快
速地广泛应用。使用只含有天然生成活性剂
的R型助焊剂已经导致产生“错误的不良”
可焊性测试结果,这种结果对元器件/印制板
制造商和组装厂的成本和生产计划产生
了负
面影响。
2)减少了可焊性测试的易变性
J-STD-002/J-STD-003 委员会得到了Carol
Handwerker博士的帮助,并利用美国国家标
准与技术学会(NIST)的资源,调查/比较
了标准活性助焊剂成分与R型助焊剂成分。由
Raytheon System公司的Bill Russell及NIST统
计人员完成的详细统计分析揭示了使用标准
活性助焊剂成分可大大减少可焊性测试的变
化量。J-STD-002/J-STD-003委员会的主要目
标之一是开发可在行业内推广一致
性的测试
方法及标准。
3)可 焊 性 评估安全余量的损失问题
采用R型助焊剂的两个主要历史原因是:1)
松香只包含天然产生的助焊剂活性剂成分,
因此不易受到助焊剂供应商的化学配方问题/
复杂性的影响;2)如果使用R型助焊剂后,
发现元器件或印制线路板表面的可焊性测试
结果可接受,那么在组装工艺中使用活性更
强的助焊剂配方也将能产生可接受的焊接工
艺结果,这
是业界公认的事实。可焊性评定安
全余量是行业自己提出并一致同意的决定。
J-STD-002/J-STD-003委员会了解使用R型助
焊剂决定的背后的历史关系并同样强烈希望
维持可焊性评定安全缓冲。但是委员会根据
表面涂层的技术发展、助焊剂供应商的助焊
剂化学配方的改进、不要有过多的会以不增
加价值的方式影响成本和生产计划的安全余
量的愿望,对一些工业输入做出
反应重新评
估了可焊性助焊剂成分。委员会进行了一些
测试(Wenger、Kwoga、ACI),证明:在业
界提供的实际元器件和印制线路板上使用具
有特定标准的活性含量,“错误的可接受”
可焊性测试结果的出现率相当低。尚无“通
过ROL1测试 –未通过ROL0测试 – 在印制板
组装中失效”这种结果的案例出现。事实上
与板级焊接性能相比,使用ROL1和ROL0都
更可能产生“错误的拒收”浸
焊观察可焊性
测试结果的情况。
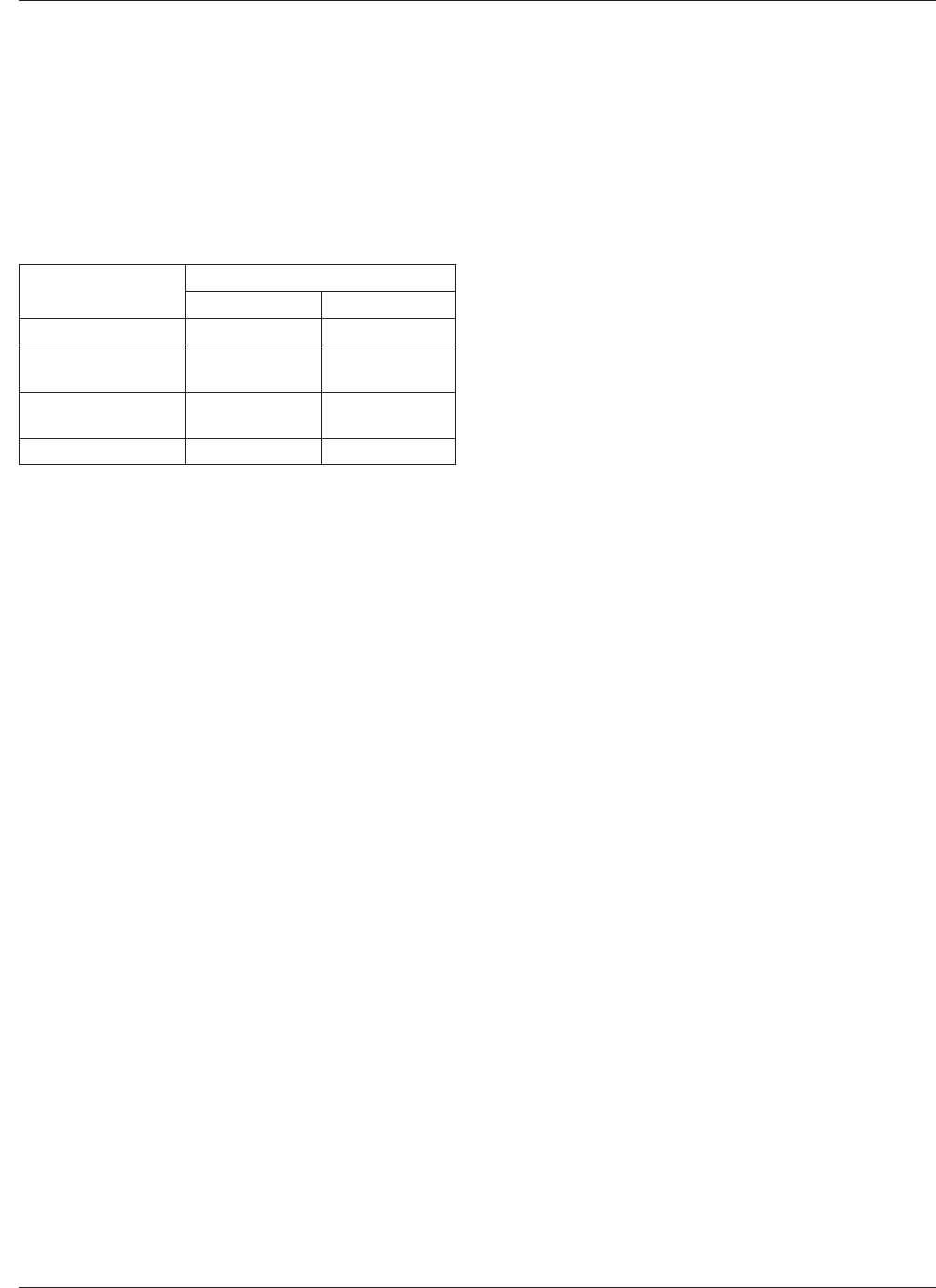
表3-1 助焊剂成分
构成
成分的重量百分⽐
1号助焊剂 2号助焊剂
松香 25±0.5 25±0.5
二乙胺盐酸盐
(CAS 660-68-4)
0.15±0.01 0.39±0.01
异丙醇(IPA)
(CAS67-63-0)
余量 余量
氯当量 0.2 0.5
2008年11月 IPC/ECA J-STD-002C附修订本1
47

4)可焊性测试助焊剂成分在在全球范围内的标
准化 J-STD-002/J-STD-003委员会的第二个主
要目标是开发可在电子行业内推广全球标准
化的测试方法及标准。由委员会选定和测试
的标准活性助焊剂成分已经被国际电工委员
会(IEC)60068-2-20焊接技术规范所采用。
IEC技术规范被成 功 地用于可焊性测试。
J-STD-002/J-STD-003技术规范与IEC技术规
范的助焊剂成分要求的兼容性对于电子组装
厂和元器件/印制线路板制造商是一个双赢的
事情。
一些主要的助焊剂化学品供应商已询问了电
子工业购买标准活性助焊剂成分的能力,得
到了积极的响应。如有任何疑问,请联系IPC
技术联络员,以获取更详细的资料。
IPC/ECA J-STD-002C附修订本1 2008年11月
48
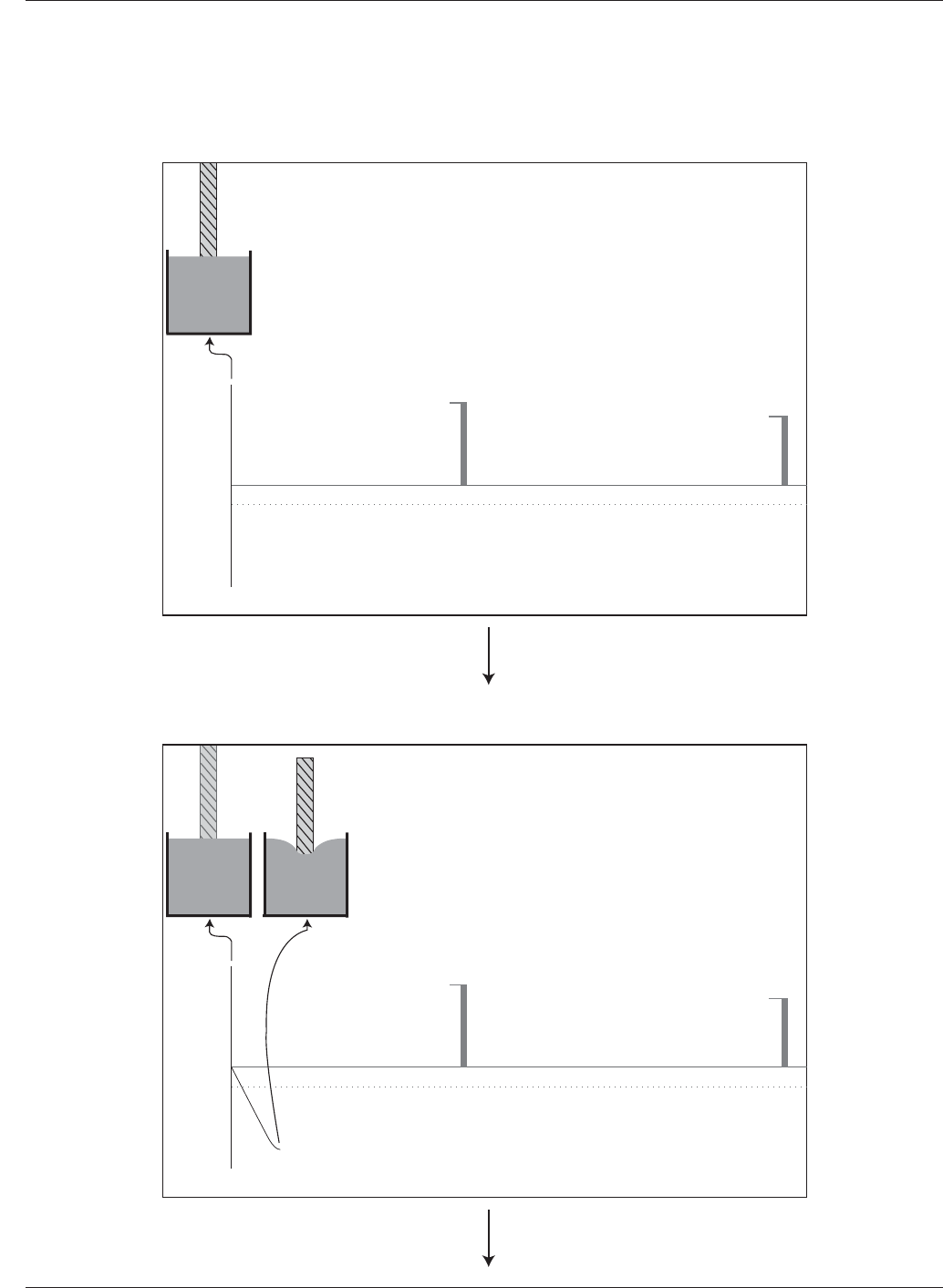
附录G
润湿称量测试中焊料润湿曲线参数图⽰
时间
0
力
(mN)
F1
0
T1
F2
T2
润湿曲线图示
浮力
时间(s)
(s)
F1
0
T1
F2
T2
时间
0
力
(mN)
浮力
时间(s)
润湿曲线图示
2008年11月 IPC/ECA J-STD-002C附修订本1
49