可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第16页
3.4.2.1 ⽼化后的⼲ 燥 完 成了 蒸汽老化后 , 应当 从 老化 箱内 立 即取 出 试样 , 自 然 干燥 。 应当 在 从 老化 箱 中 取 出 试样后 的 72 小 时 内 ,对 其 进 行 可焊性 测试 。 3.4.2.2 设备维护 在 使用前 , 应当 用去 离 子 水或蒸 馏 水或 过氧 化 氢清洗 蒸汽老化 装 置 , 以 清 除 任何 累 积 的 残留物 。 这种清洗 应该 在 蒸汽 老化完 成 后 的 5 个工…
3.3.4 浸⼊装置 浸焊装置应当是机械式的或
机电式的,能够按照4.2.1至4.2.9节的规定控制
浸入和提出速度、停留时间和浸入深度。夹具
的设计应当可以防止过多的助焊剂残留在夹具
中,并能使热损耗最小化和确保测试结果的可
再现性。
3.3.5 计时装置 计时装置应当是自动的,适
用时,能满足测试方法的精度要求。
3.4 测试准备
3.4.1 试样的准备和表⾯条件 应当在相当于
实际组装焊接时的条件下对所有的元器件引线
或端子进行测试。应当采用不会引起污染的方
式处理待测试样
表面,也不应当擦拭、清洗、
刮削或研磨待测试的引线或端子。
应当在适用的采购文件中规定引线或端子
的专门制备要求,如测试前的弯曲或重新定向。
如果必须去除多股线上的绝缘皮时,应当采用
不会使导线的各股线松散或受损的方式。
3.4.1.1 蒸汽⽼化分类 用户应当向供应商指
定所要求的涂覆层耐久性(见1.4节),并将此作
为采购协议的一部分。应当按照表1-1的要求进
行加速蒸汽老化。应当按照表3-3进行可焊性测
试。
3.4.2 蒸汽⽼化 在涂敷助焊剂和进行可焊性
测试之前,2类和3类涂层耐久性的所有试样应当
在3.3.1节所述条件下且蒸汽温度低于当地沸点
7 ºC[12.6 ºF]的设备中进行老化(见表3-2)。
将待测试的所有元器件置于蒸汽老化箱
内,试样的引线或端子不应当触碰到老化箱腔
壁,这样形成的冷凝水就不会从引线或端子排
放到封装体,比如:对于双列封装,采取“引
线向下”(dead bug)的方式放置在
老化箱内。
不应当将试样堆叠放置于老化箱内,这样
会限制其表面暴露于蒸汽中。试样距老化箱外壁
应当大于10mm[0.39in],同时不应当接触老化箱
内腔壁。此外,试样的任意一部分都应当距离
水面40mm[1.57in]以上。
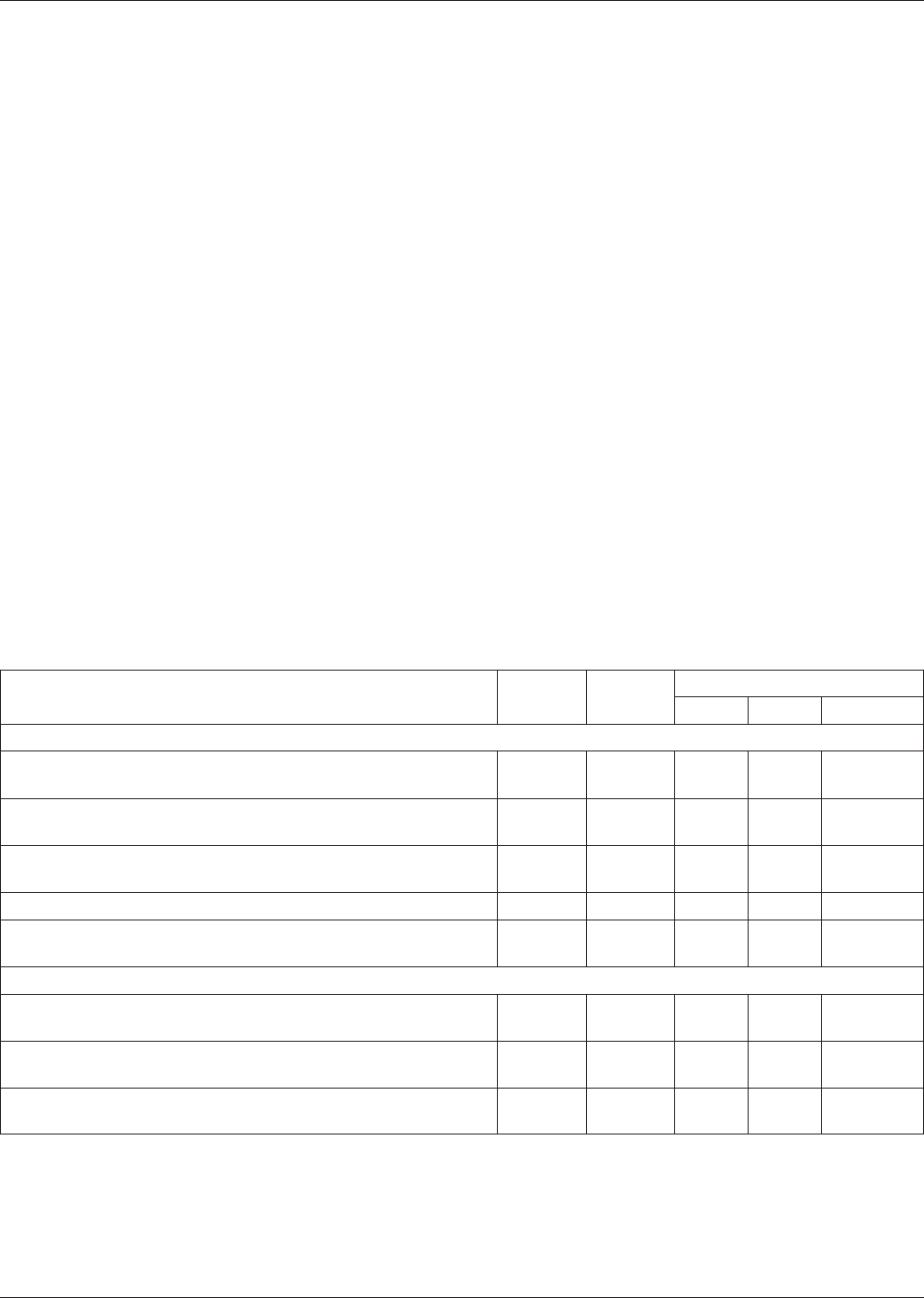
表3-3 根据元器件类型选择可焊性测试⽅法
测试⽅法 缠绕导线 通孔组装
表⾯贴装
⽆引线 J形引线 鸥翼形引线
具有外观验收标准的测试
A–浸焊观察测试(有引线元器件和多股导线),锡铅焊料
A1 – 浸焊观察测试(有引线元器件和多股导线),无铅焊料
XXX
B–浸焊观察测试(无引线元器件),锡铅焊料
B1 – 浸焊观察测试(无引线元器件),无铅焊料
X
C–缠绕导线测试,锡铅焊料
C1 – 缠绕导线测试,无铅焊料
X
D–金属层耐溶蚀性/退润湿测试,锡铅焊料和无铅焊料 XX X
S–表面贴装工艺模拟测试,锡铅焊料
S1 – 表面贴装工艺模拟测试,无铅焊料
XX X
⼒度测量测试
E–润湿称量焊料槽测试(有引线元器件),锡铅
焊料
E1 – 润湿称量焊料槽测试(有引线元器件),无铅焊料
XXX
F–润湿称量焊料槽测试(无引线元器件)锡铅焊料
F1 – 润湿称量焊料槽测试(无引线元器件)无铅焊料
X
G–润湿称量焊球测试,锡铅焊料
G1 – 润湿称量焊球测试,无铅焊料
XX X
2008年11月 IPC/ECA J-STD-002C附修订本1
5
3.4.2.1 ⽼化后的⼲燥 完成了蒸汽老化后,
应当从老化箱内立即取出试样,自然干燥。应当
在从老化箱中取出试样后的72小时内,对其进
行可焊性测试。
3.4.2.2 设备维护 在使用前,应当用去离子
水或蒸馏水或过氧化氢清洗蒸汽老化装置,以
清除任何累积的残留物。这种清洗应该在蒸汽
老化完成后的5个工作日内进行。
3.4.3 待测试表⾯ 应当按照测试方法(见附
录A)评定待焊接引线或端子的关键区域的可焊
性。关键区域应当包括芯片载体的底部端子和城
堡形端子及分立器件的所有待焊接表面。按照
方法A测试的通孔元器件引线应当有25mm[0.98
in]的部分用于评定可焊性;如整个引线小于25
mm[0.98in],则评定整个引线的可焊性(见4.2.1.4
节)。应当按照表3-3选择测试方法。
按照方法D测试的表面在浸入期间应当完全
浸入熔融焊料中(见4.2.4节)。
3.5 焊料槽要求
3.5.1 焊料温度 锡/铅可焊性测试应当在焊
料温度为245±5 °C[473±9 °F]时进行。无铅可焊
性测试应当在焊料温度
为255±5 °C[491±9 °F]进
行。对于测试方法D,锡/铅或无铅焊料合金温度
应当为260±5 °C[500±9 °F]。
3.5.2 焊料杂质控制 用于可焊性测试的焊料
槽内的焊料应当进行化学或光谱分析,或每隔30
个工作日进行更换。杂质含量的限值和锡含量
必须在表3-4规定的范围内。如果测试结果显示
杂质含量未接近限值,则可以延长分析时间的
间隔。测试期间,应当维持无铅焊料的成分包
括杂质含量,同时根据合金要求调
整银及铜元
素的含量。
注:一个工作日为焊料处于使用和熔融状
态下的连续8个小时;或焊料处于使用和熔融状
态下未满8个小时,同样计为一个工作日。
如果杂质含量超过表3-4规定的限值,则应
当更换焊料,并应当缩短焊料分析时间间隔。
应当开发并实施规范化的抽样计划,以证明对
焊料杂质的过程控制。
4 测试程序
4.1 助焊剂的使⽤ 应当按照3.2.2节的要求使
用助焊剂。应当
在引线和端子上均匀涂敷助焊
剂,而且助焊剂应当覆盖待测试表面。助焊剂
应当置于室温下。4.1节应当应用于所有下列测
试:A、B、C、D、E、F、G、A1、B1、C1、E1、
F1、G1,但不应当应用于测试S和S1,这两项
测试要求使用焊膏,而非单独使用助焊剂。
通孔插装轴向、径向及多引线元器件的引线
应当以 与 助 焊 剂 表面垂直
的 角度浸入助焊剂
中。表面贴装有引线元器件或无引线元器件的
引线或端子应当以与助焊剂表面呈20º-45º的角
度浸入助焊剂中。待测试表面应当浸入助焊剂中
5-10秒钟。任何可能形成的助焊剂液滴应当采用
吸取的方法去除,要注意不能去除待测试表面上
的助焊剂涂层。对于小型被动表面贴装器件,
可以(但是不要求)从表面上吸取助焊剂液滴。
在浸入焊料前,应当允许被测试的试样干燥5-20
秒。
但是在实际浸入动作之前,试样不应当停
留在焊料槽上(不预热)。
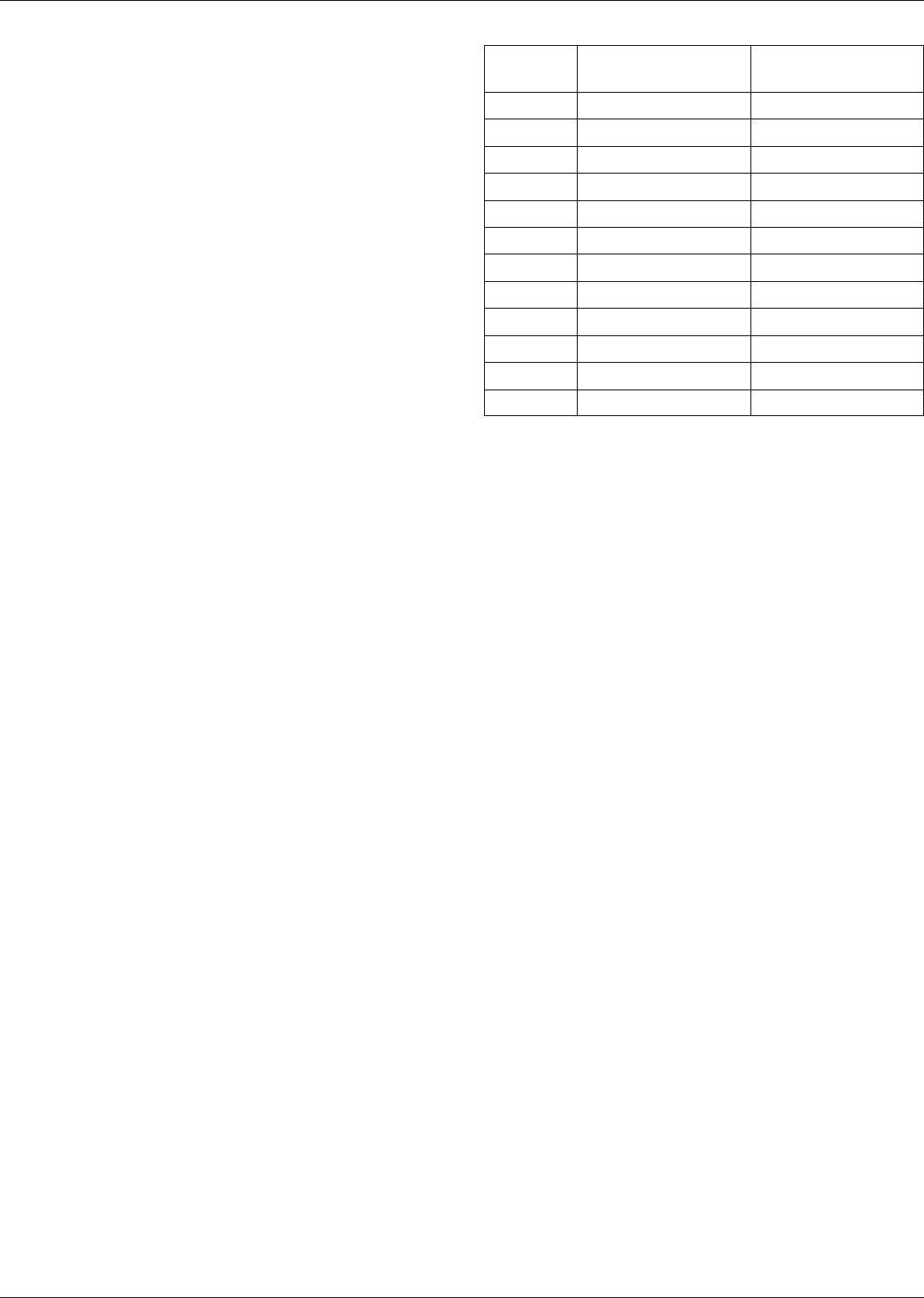
表3-4 焊料槽杂质含量最⼤限值
杂质
锡铅合⾦中杂质最⼤
重量百分⽐
(1,2)
⽆铅合⾦中杂质最⼤
重量百分⽐
(3,4)
铜 0.300 1.000
金 0.200 0.200
镉 0.005 0.005
锌 0.005 0.005
铝 0.006 0.006
锑 0.500 0.500
铁 0.020 0.020
砷 0.030 0.030
铋 0.250 0.250
银 0.100 4.000
镍 0.010 0.010
铅 不适用 0.100
注:
1. 焊料中锡含量应当维持在所用合金标称含量的±1%内,锡含量的测
试频次应当与铜/金杂质含量的测试频次相同。 焊料槽中的剩余成
分应当为铅及上表列出的其它金属。
2. 铜、金、镉、锌及铝杂质总含量不应当超过0.4%。但对无铅合金不
适用。
3. 焊料中的锡含量应当保持在使用的标称合金的±1%范围内。锡含量
的测试频次应当与铜/银含量的测试
频次相同。焊料槽中的剩余成
分应当为铅及上表列出的其它金属。
4. 杂质最大限值适用于符合J-STD-006要求的Sn96.5Ag3.0Cu0.5(SAC
305)。其它 无铅合金/杂质最大限值的采用可由用户和供应商协商
确定。
IPC/ECA J-STD-002C附修订本1 2008年11月
6
4.2 具有外观验收标准的测试
4.2.1 测试A - 锡/铅焊料 - 焊料槽/浸焊观察测
试(引线、导线等) 本测试适用于有引线元器
件、实芯导线和最小直径大于0.254mm[0.01in]
多股导线的焊料槽/浸焊观察测试。
4.2.1.1 仪器
4.2.1.1.1 焊料槽 应当采用满足3.3.2节要求
的焊料槽。焊料应当符合3.2.1节要求。焊料槽
温度和焊料杂质控制应当符合3.5.1节和3.5.2节
要求。
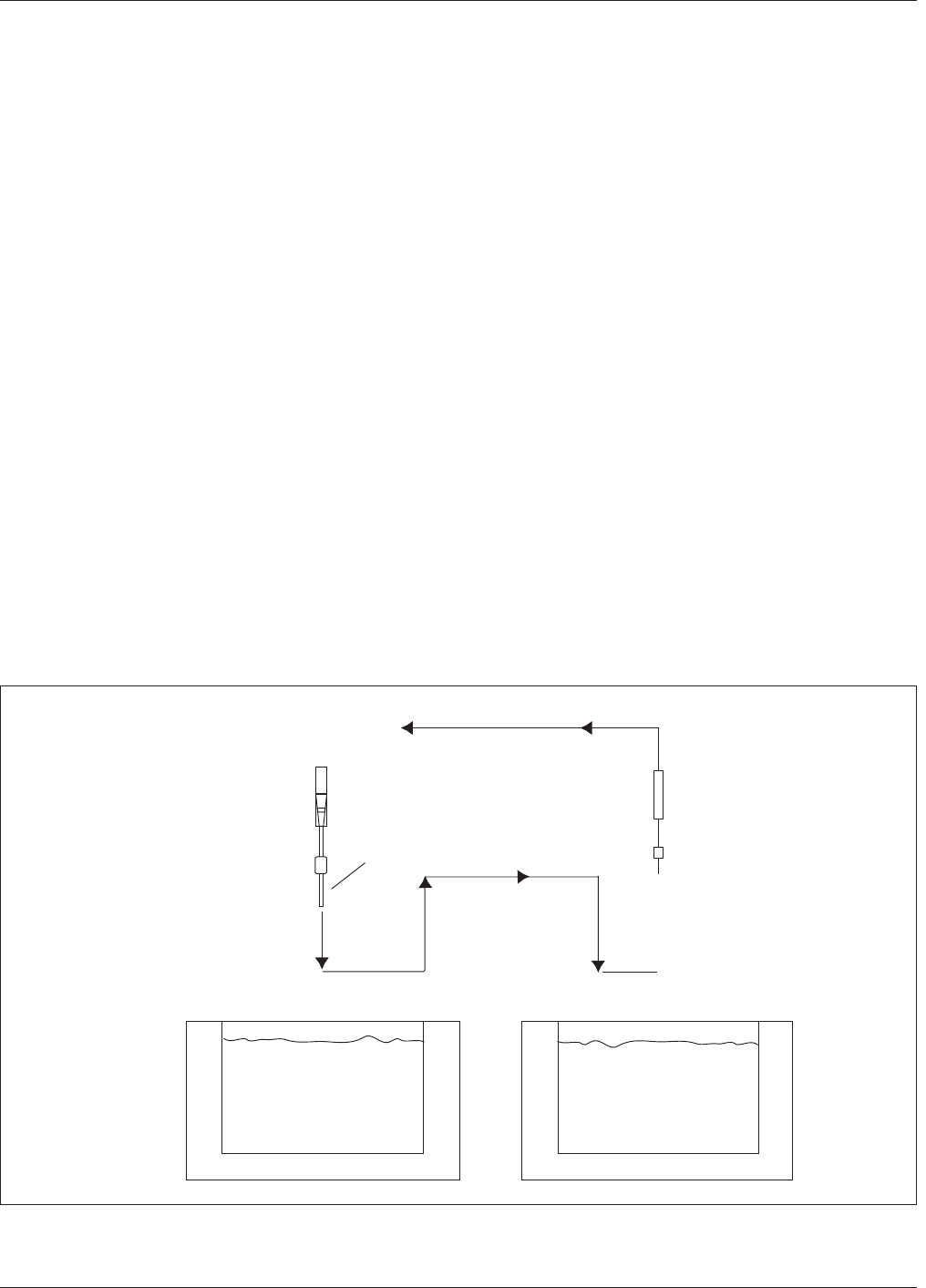
4.2.1.1.2 浸⼊装置 应当使用类似于图4-1所
示的机械或机电浸入装置,除非用户和供应商
之间另有协议。浸入速度、停留时间和提出速
度都应当保持在4.2.1.3节规定
的测试极限值内。
通孔元器件引线应当保持垂直于焊料表面。有
引线的表面贴装元器件应当以与焊料表面呈20º-
45º的(或90º,如果达成协议)角度浸入焊料中
(见图4-2)。对于任何给定的元器件类型,这个
角度应当保持一致。摆动、振动和其它剧烈的
移动应当尽可能最小。
*注:图4-1所示焊料工作台内的焊料温度应当为:
a)对于锡铅焊料测试,245±5 ºC[473±9 ºF],
b)对于无铅焊料
测试,255±5 ºC[491±9 ºF]。
4.2.1.2 准备 应当按照3.4节的要求准备试样。
4.2.1.3 程序
a. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
b. 应当将 涂覆有 助 焊 剂 的试样浸入熔融焊料
中,对于有引线通孔元器件,浸入深度应当使
熔融焊料表面距元器件本体或底座面1.27mm
[0.050in]以内(取距离元器件本体更远者,
见图4-3)。
c. 浸入和提出速度为25±6mm[0.984±0.24in]/每
秒,停留时间为5+0/-0.5秒(见5.2节)。
d. 试样取出后应当保持在测试状态,并使焊料
在空气中冷却凝固。
e. 在检查前,应当按照3.2.3节要求,去除所有
引线上的可见助焊剂残留物。
4.2.1.4 评定
IPC-002c-4-1-cn
图4-1 浸⼊⽰意图
开始
停止
被测试端子
停留
停留
助焊剂工作台
焊料工作台
2008年11月 IPC/ECA J-STD-002C附修订本1
7