可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第51页
IPC-002c-b-5-cn 图B-5 可焊性覆 盖率指南 3% 缺陷 5% 缺陷 8% 缺陷 2008 年 11 月 IPC/ECA J-STD-002C 附修订本 1 41
IPC-002c-b-4-cn
图B-4 5%可允许针孔⾯积的评估辅助图
IPC/ECA J-STD-002C附修订本1 2008年11月
40
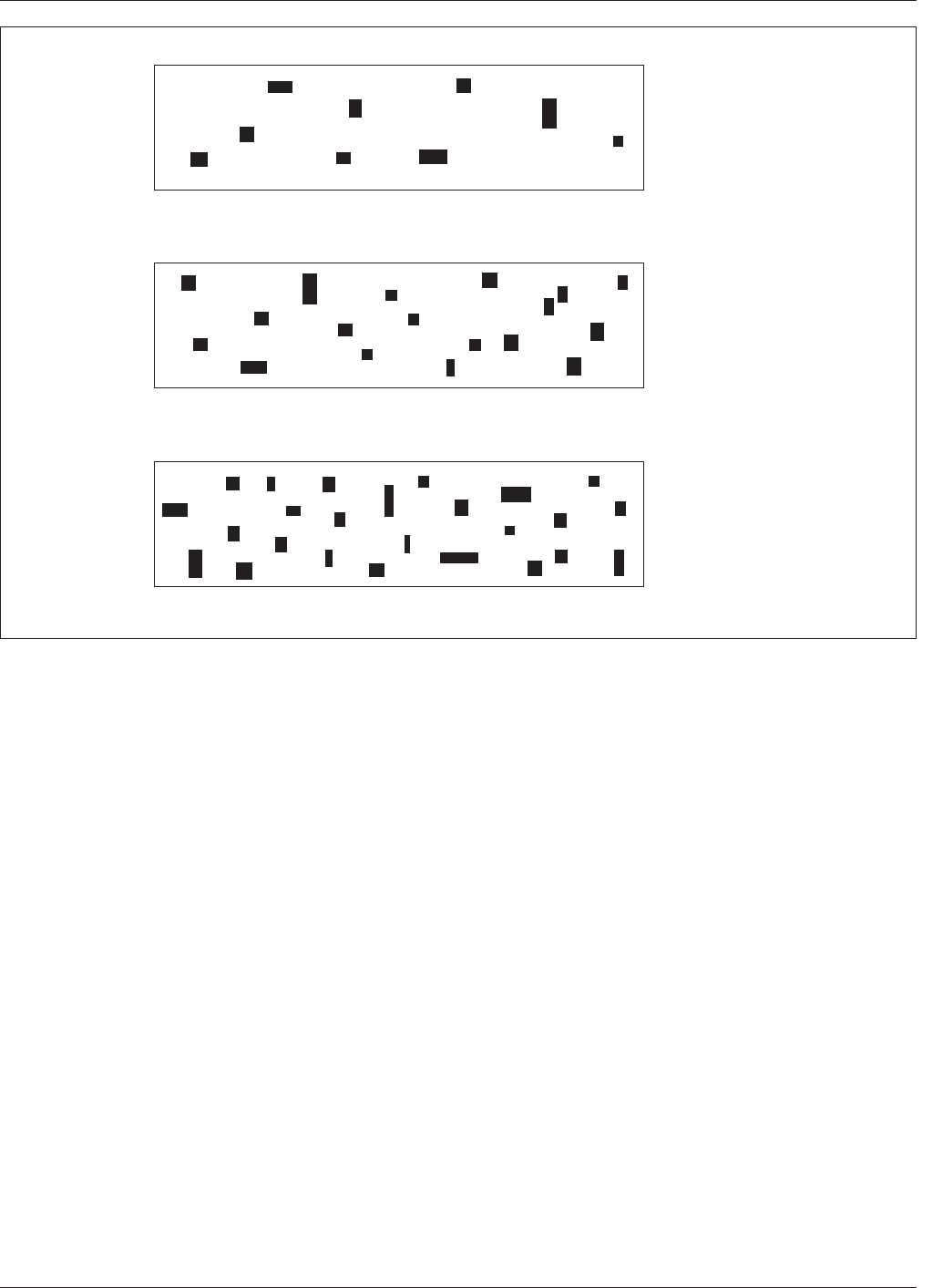
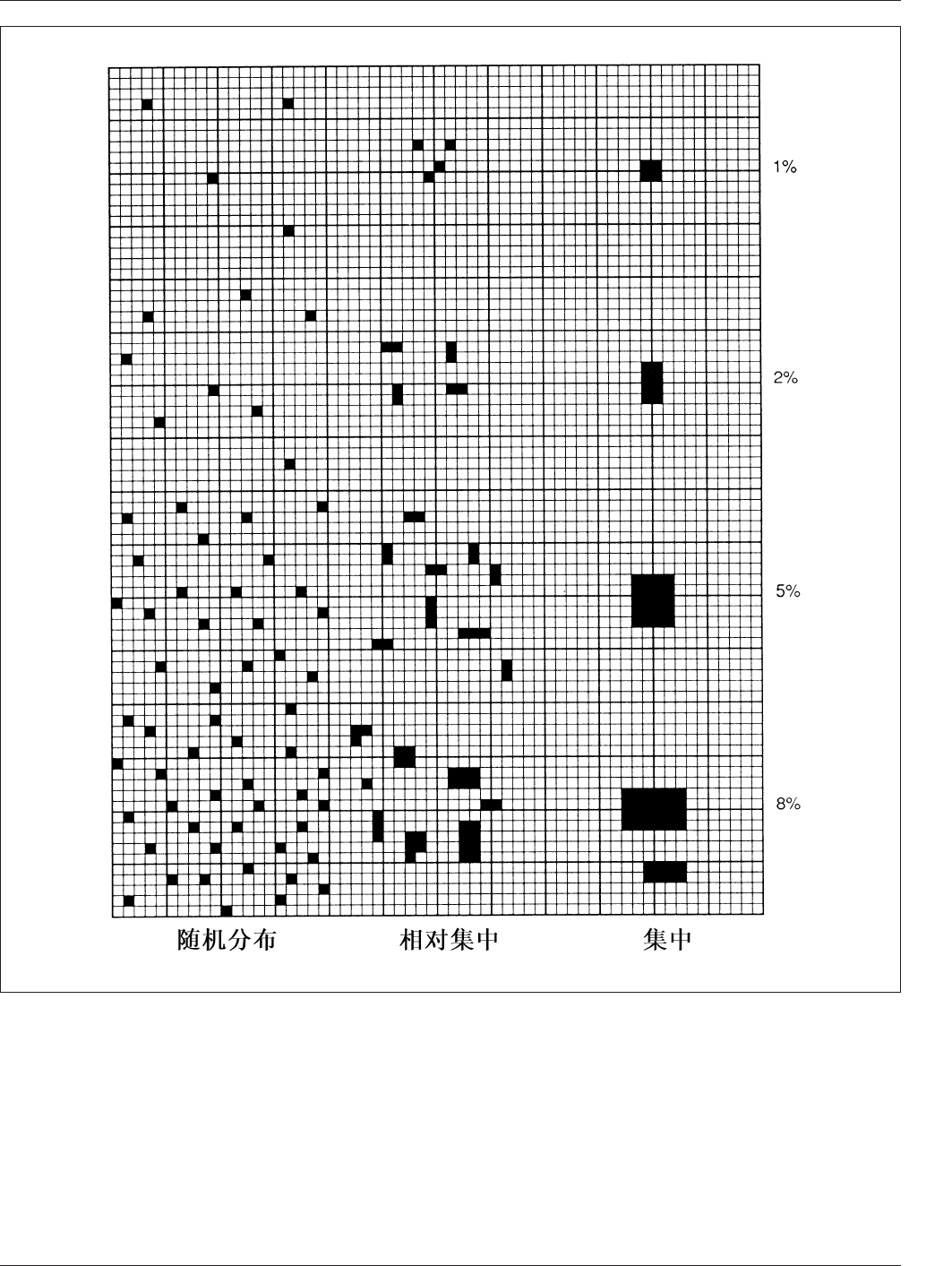
IPC-002c-b-5-cn
图B-5 可焊性覆盖率指南
3%缺陷
5%缺陷
8%缺陷
2008年11月 IPC/ECA J-STD-002C附修订本1
41

附录C
最⼤理论润湿⼒的计算
用Klein Wassin公式计算最大理论润湿力。
力(最大理论值)= (γ) (P) (cosine β) - (d)(g)(V) =
[0.4P - 0.08V] mN
其中:
P=在最大浸入深度下,被测试样的周长,即焊
料/印制板或试样上的焊盘(或孔)/空气的界面的
长度,以毫米为单位。
V=在最大浸入深度下,被测试样位于焊料/印
制板的空气界面以下的体积,以立方毫米为单
位。
γ=锡铅焊料的表面张力,为0.4mN/mm
γ=无铅焊料的表面张力,为0.5mN/mm
α=印制板
与水平面的浸入角度,例如:α = 45°
β=在最佳条件下,焊料和板之间的润湿角度,
例如:β=0,则cosineβ=1
d=对于锡60/铅40合金,焊料在235 ºC下的密度,
等于8120kg/m
3
d=对于SAC305合金,焊料在255 ºC下的密度,
等于7410kg/m
3
g=重力常数 = 9.8×10
3
mm/s
2
根据器件供应商提供的标称值和以上规范中描
述的封装图和规定的浸入角度和浸入深度计算
周长和体积。在计算当中会用到总周长(以毫
米为单位)和体积,例如:被浸入焊料中的所
有引线的总和。
图C-1图示了如何计算132个I/O的QFP试样的周
长和体积。
其中:
w=引线宽度(标称)= 0.254mm
t=引线高度(标称)= 0.1524mm
d= 浸入深度 =0.3mm
l=底
部以20º角度,0.3mm深度浸入后的引线长
度 = 0.877mm
m=顶部以20º角度,0.3mm深度浸入后的引线长
度 = 0.458mm
k=沿引线侧面的焊料/引线/空气界面的长度 =
0.446mm
2k+2w=每个引线与焊料界面周长的总长度 =
0.892 + 0.508 = 1.4mm
P=(33个引线)每侧周长的总长度 = 46.2 mm
因此:
每个引线浸入的总体积 = 0.254x0.1524x0.458+ 0.5
(0.1524x0.254x0.419)= 0.0177+ 0.0081 = 0.0258
mm
3
因此,对于132I/O的QFP,其最大理论润湿力
为:
对于33根引线(132I/O的QFP的一侧)= 33x0.0258
mm
3
最大力 =(0.4×46.2)-(0.08×0.85)= 18.41mN
对于46.2 mm总周长的元器件:
每个界面长度的最大力 = 399μN/mm
因此,在A组标准中测量的一个元器件的力必须
大于9.2mN或在F2时大于200μN/mm。
注:除了附录D的计算外(参数AA),所有的力
都是参照校正后的零轴,而不是零力线。
1. R.J. Klein Wassink, “Soldering in Electronics,”
Edition, Electrochemical Publication, Ayr, Scot-
land, 1989, pp 308-309
IPC/ECA J-STD-002C附修订本1 2008年11月
42