可焊性测试仪标准IPC J-STD-002C CHINESE-2008.pdf - 第18页
4.2.1.4.1 放⼤倍数 应当 使用 符 合 3.3.3 节 要 求的 设备 在 10 倍放 大 倍数 下 检查 元器件。对 于 细节距 有 引 线元器件( 0.5mm[0.020in] 节距 或 更 小 ) , 检查 的 放 大 倍数 应当 为 30 倍 。 4.2.1.4.2 接 受 / 拒 收要求 所有 端 子 应当 呈 现 连 续 的焊料 涂层 ,任何单个 端 子 至少 有 95% 的关 键 区域 应当 无 缺陷 。对 于裸…
4.2 具有外观验收标准的测试
4.2.1 测试A - 锡/铅焊料 - 焊料槽/浸焊观察测
试(引线、导线等) 本测试适用于有引线元器
件、实芯导线和最小直径大于0.254mm[0.01in]
多股导线的焊料槽/浸焊观察测试。
4.2.1.1 仪器
4.2.1.1.1 焊料槽 应当采用满足3.3.2节要求
的焊料槽。焊料应当符合3.2.1节要求。焊料槽
温度和焊料杂质控制应当符合3.5.1节和3.5.2节
要求。
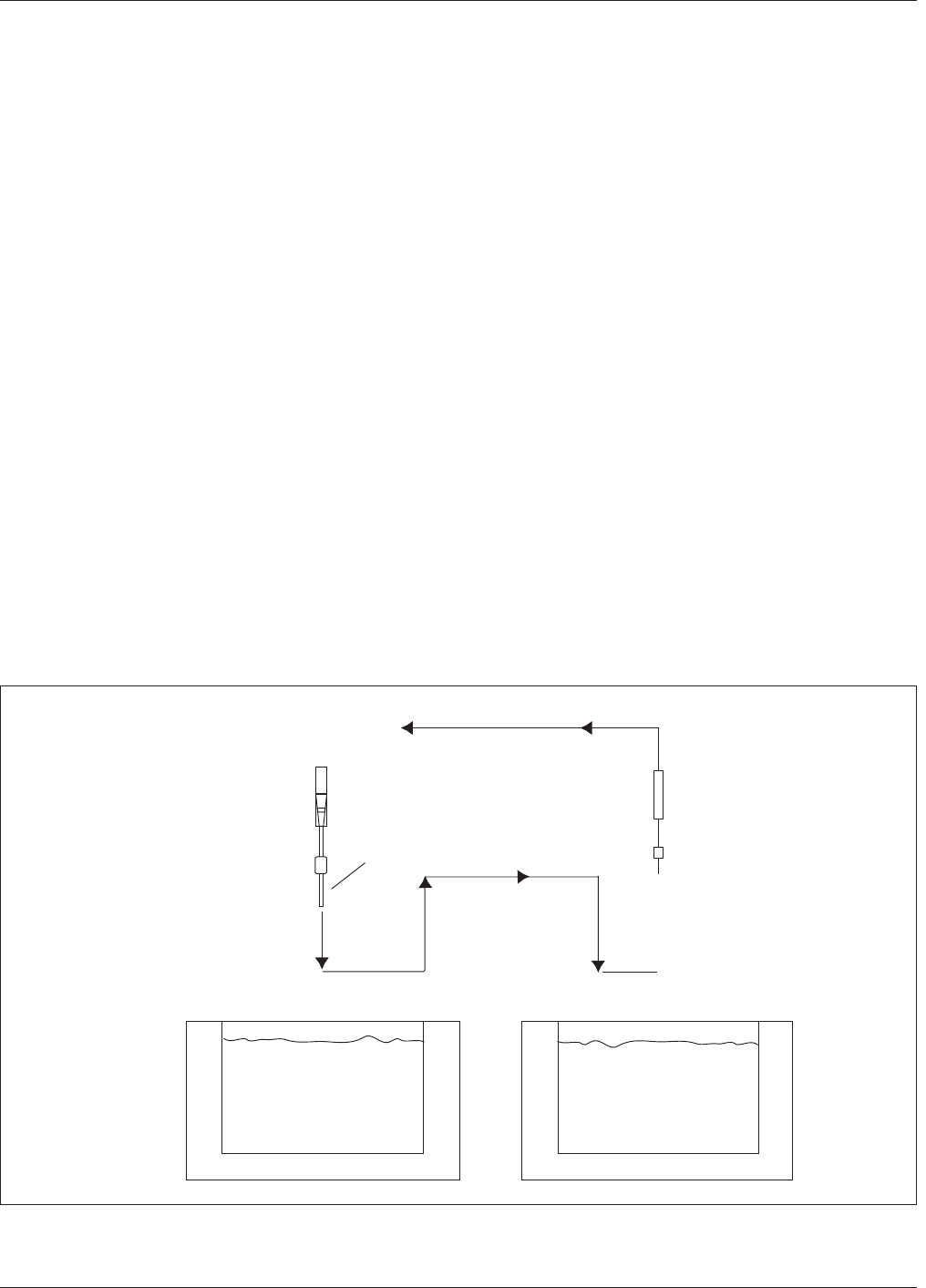
4.2.1.1.2 浸⼊装置 应当使用类似于图4-1所
示的机械或机电浸入装置,除非用户和供应商
之间另有协议。浸入速度、停留时间和提出速
度都应当保持在4.2.1.3节规定
的测试极限值内。
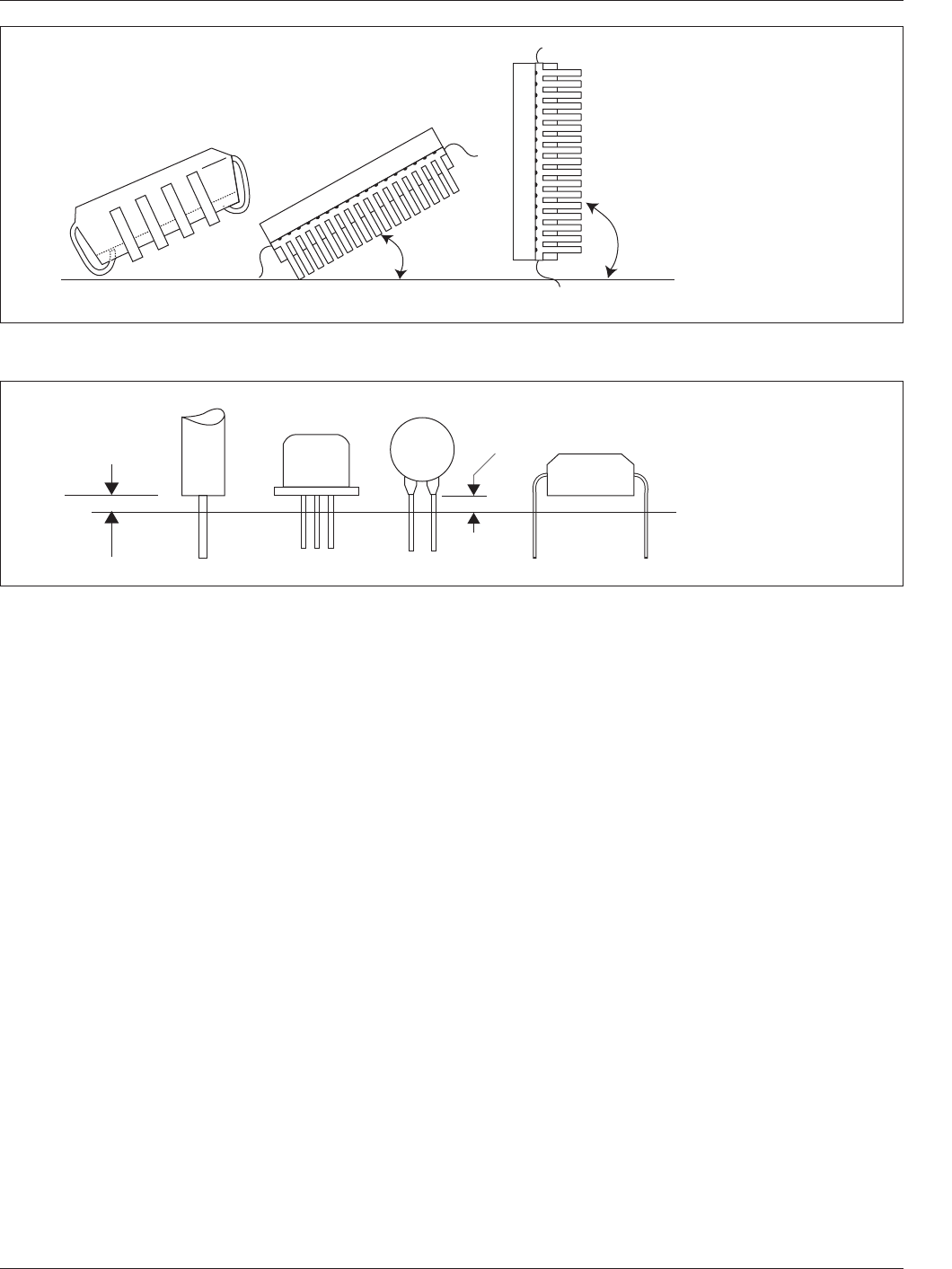
通孔元器件引线应当保持垂直于焊料表面。有
引线的表面贴装元器件应当以与焊料表面呈20º-
45º的(或90º,如果达成协议)角度浸入焊料中
(见图4-2)。对于任何给定的元器件类型,这个
角度应当保持一致。摆动、振动和其它剧烈的
移动应当尽可能最小。
*注:图4-1所示焊料工作台内的焊料温度应当为:
a)对于锡铅焊料测试,245±5 ºC[473±9 ºF],
b)对于无铅焊料
测试,255±5 ºC[491±9 ºF]。
4.2.1.2 准备 应当按照3.4节的要求准备试样。
4.2.1.3 程序
a. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
b. 应当将 涂覆有 助 焊 剂 的试样浸入熔融焊料
中,对于有引线通孔元器件,浸入深度应当使
熔融焊料表面距元器件本体或底座面1.27mm
[0.050in]以内(取距离元器件本体更远者,
见图4-3)。
c. 浸入和提出速度为25±6mm[0.984±0.24in]/每
秒,停留时间为5+0/-0.5秒(见5.2节)。
d. 试样取出后应当保持在测试状态,并使焊料
在空气中冷却凝固。
e. 在检查前,应当按照3.2.3节要求,去除所有
引线上的可见助焊剂残留物。
4.2.1.4 评定
IPC-002c-4-1-cn
图4-1 浸⼊⽰意图
开始
停止
被测试端子
停留
停留
助焊剂工作台
焊料工作台
2008年11月 IPC/ECA J-STD-002C附修订本1
7
4.2.1.4.1 放⼤倍数 应当使用符合3.3.3节要
求的设备在10倍放大倍数下检查元器件。对于
细节距有引线元器件(0.5mm[0.020in]节距或更
小),检查的放大倍数应当为30倍。
4.2.1.4.2 接受/拒收要求 所有端子应当呈现
连续的焊料涂层,任何单个端子至少有95%的关
键区域应当无缺陷。对 于裸焊盘封装,裸露的焊
盘表面应当呈现连续的焊料涂层,并且这些表
面至少有80%的关键区域无缺陷。除了退润湿、
不润湿和针孔以外,其它的异常现象不能导致
产品被拒收(见附录A和B)。表面贴装元器件的
趾端、在元器件制造过程中未镀覆的或剪切的
元器件端子垂直表面允许暴露端子金属。
IPC-002c-4-2-cn
图4-2 表⾯贴装有引线元器件浸⼊焊料的⾓度
20-45º
90º
熔融焊料表面
IPC-002c-4-3-cn
图4-3 通孔元器件浸⼊焊料的深度
DIP
1.27mm
[0.050in]
1.27mm
[0.050in]
熔融焊料表面
IPC/ECA J-STD-002C附修订本1 2008年11月
8
4.2.2 测试B - 锡/铅焊料 - 焊料槽/浸焊观察测
试(⽆引线元器件) 本测试适用于无引线元器
件的焊料槽/浸焊观察测试。
4.2.2.1 仪器
4.2.2.1.1 焊料槽 应当采用满足3.3.2节要求
的焊料槽。焊料应当符合3.2.1节要求。焊料槽
温度和焊料杂质控制应当符合3.5.1节和3.5.2节
要求。
4.2.2.1.2 垂直浸⼊装置 应当使用类似于图
4-1所示的机械或机电一体的浸入装置,除非用
户和供应商之间另有协议。浸入速度、停留时间
和提出速度应当在4.2.2.3节规定的测试极限值范
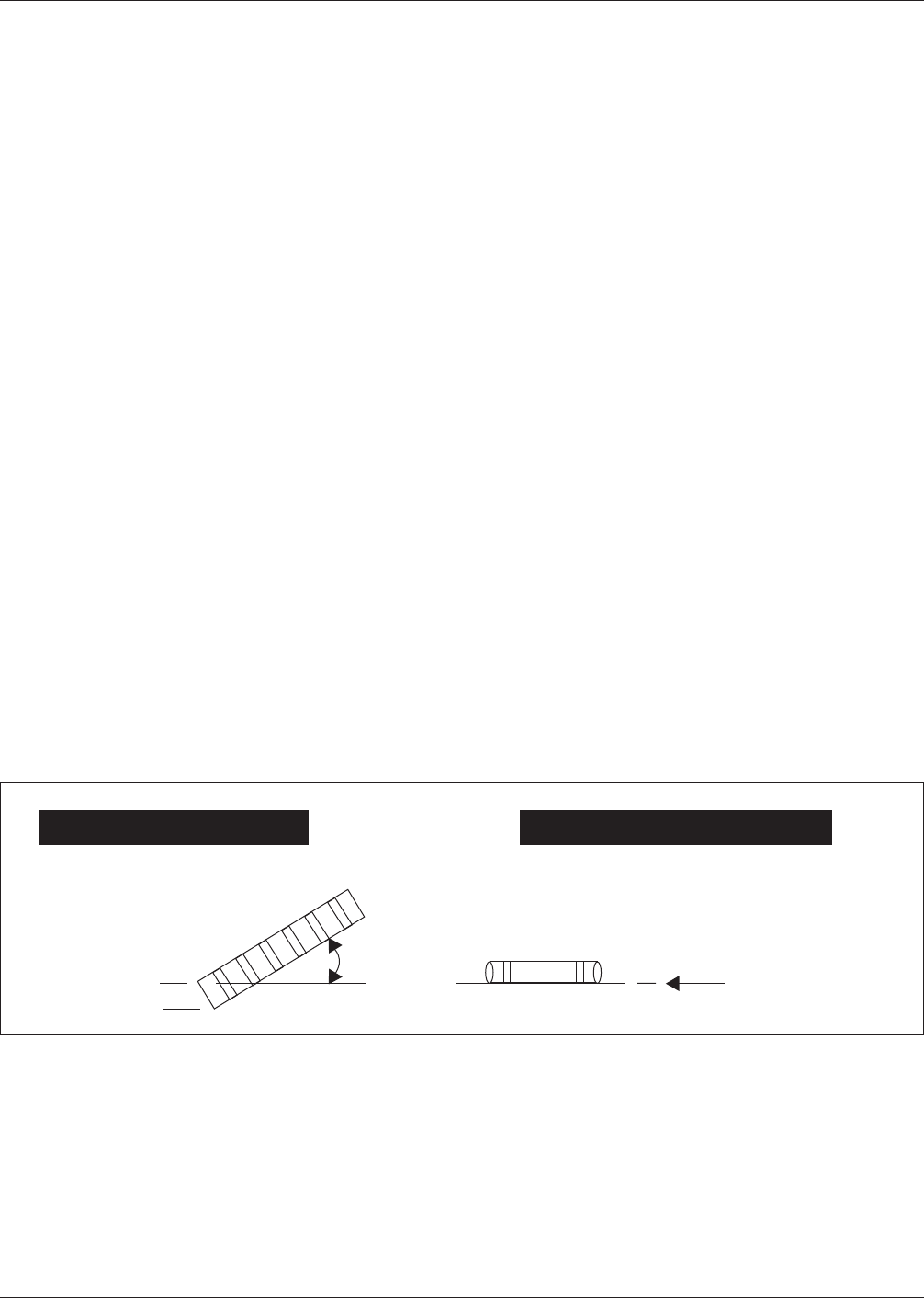
围内。表面贴装无引线元器件应当
以与熔融焊
料表面呈20º-45º的角度浸入焊料中,而分立片
式元器件和裸焊盘封装的浸入角度应当为90º。
如果用户与供应商之间另有协议,可以采用其
它浸入角度。
4.2.2.2 准备 应当按照3.4节的要求准备试样。
4.2.2.3 程序
a. 应当彻底去除熔融焊料表面的浮渣和助焊剂
焦渣,之后立即将端子浸入焊料。
b. 涂覆有助焊剂的试样应当浸入熔融焊料中,
浸入深度至少为0.10mm[0.039in](见图4-4)。
浸入速度和提出速度为25±6mm[0.984±0.24
in]/秒
,停留时间为5+0/-0.5秒。大 热容元器件
在熔融焊料中的停留时间可能要求更长(见
5.2节)。
c. 试样取出后应当保持在测试状态,并使焊料
在空气中冷却凝固。
d. 在检查前,应当按照3.2.3节要求,去除所有
端子上的可见助焊剂残留物。
4.2.2.4 评定
4.2.2.4.1 放⼤倍数 应当使用符合3.3.3节要求
的设备在10倍放大倍数下检查元器件。对于细节
距端子元器件(0.5mm[0.020in]节距或更小),
检查的放大倍数应当为30倍。
4.2.2.4.2 接受
/拒收要求 所有端子应当呈现
连续的焊料涂层,任何单个端子至少有95%的关
键区域应当无缺陷。对于裸焊盘封装,裸露的焊
盘表面应当呈现连续的焊料涂层,并且这些表
面至少有80%的关键区域无缺陷。除了退润湿、
不润湿和针孔以外,其它的异常现象不能导致
产品被拒收(见附录A和B)。表面组装元器件的
趾端、在元器件制造过程中末镀覆的或剪切
的
元器件端子垂直表面允许暴露端子金属。
IPC-002c-4-4-cn
图4-4 ⽆引线元器件浸⼊深度
20º-45º
≥0.10mm
[≥0.00394in]
无引线芯片载体
分立片式元器件
熔融焊料表面
2008年11月 IPC/ECA J-STD-002C附修订本1
9