YSM10安装调整(eng).pdf - 第68页
For Ser v ice E n gineer Service Information SI1610004E -000= YSM10_Proced ures for the adjustmen ts required after installing a machine 68/107 7. Check the setting of “Mount No.” . Specify the “Mount No. ” in the board …
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
67/107
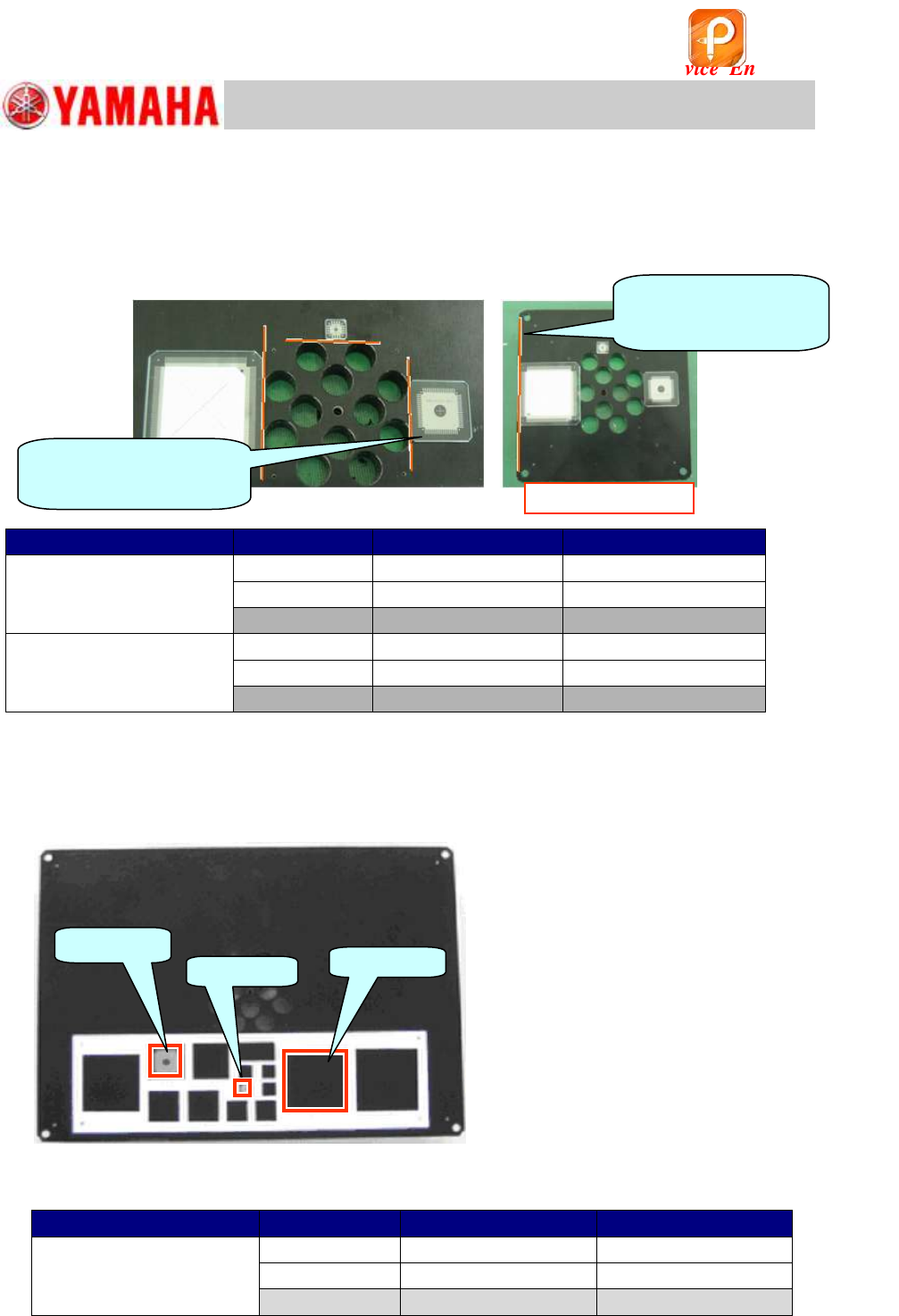
Default strage storage position
The storage position of the QFP is set near the mounting position on the FAMF station as
default.
Set the QFP to be along with the end face of the
10mm holes near the center of the station.
It is the default storage position.
Figure 90
FAMF station
QFP
Storage Pos X (mm)
Storage Pos Y (mm)
Standard (240X170mm)
68-pin
143.0
75.0
208-pin
69.0
75.0
16-pin
110.0
101.5
Small-sized
(100X100mm)
68-pin
73.0
40.0
208-pin
8.0
40.0
16-pin
40.0
66.5
Table 33
Storage position for the FAMF station with the jig sticker
When using the FAMF station with the jig sticker for “Calib Auto”, it is possible to set the QFP
on the specified spot on the sticker to perform the adjustment.
Figure 91
[Storage Pos. XY]
FAMF station
QFP
Storage Pos X (mm)
Storage Pos Y (mm)
Standard station
with the jig sticker
(240x170mm)
68-pin
62.5
34.5
208-pin
147.0
22.5
16-pin
107.0
18.0
Table 34
16-pin QFP
208-pin QFP
68-pin QFP
Set the QFP to be along
with the end face of the
10mm holes on the station.
Set the QFP to be
along with the end face of
the station.
Small FAMF station
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
68/107
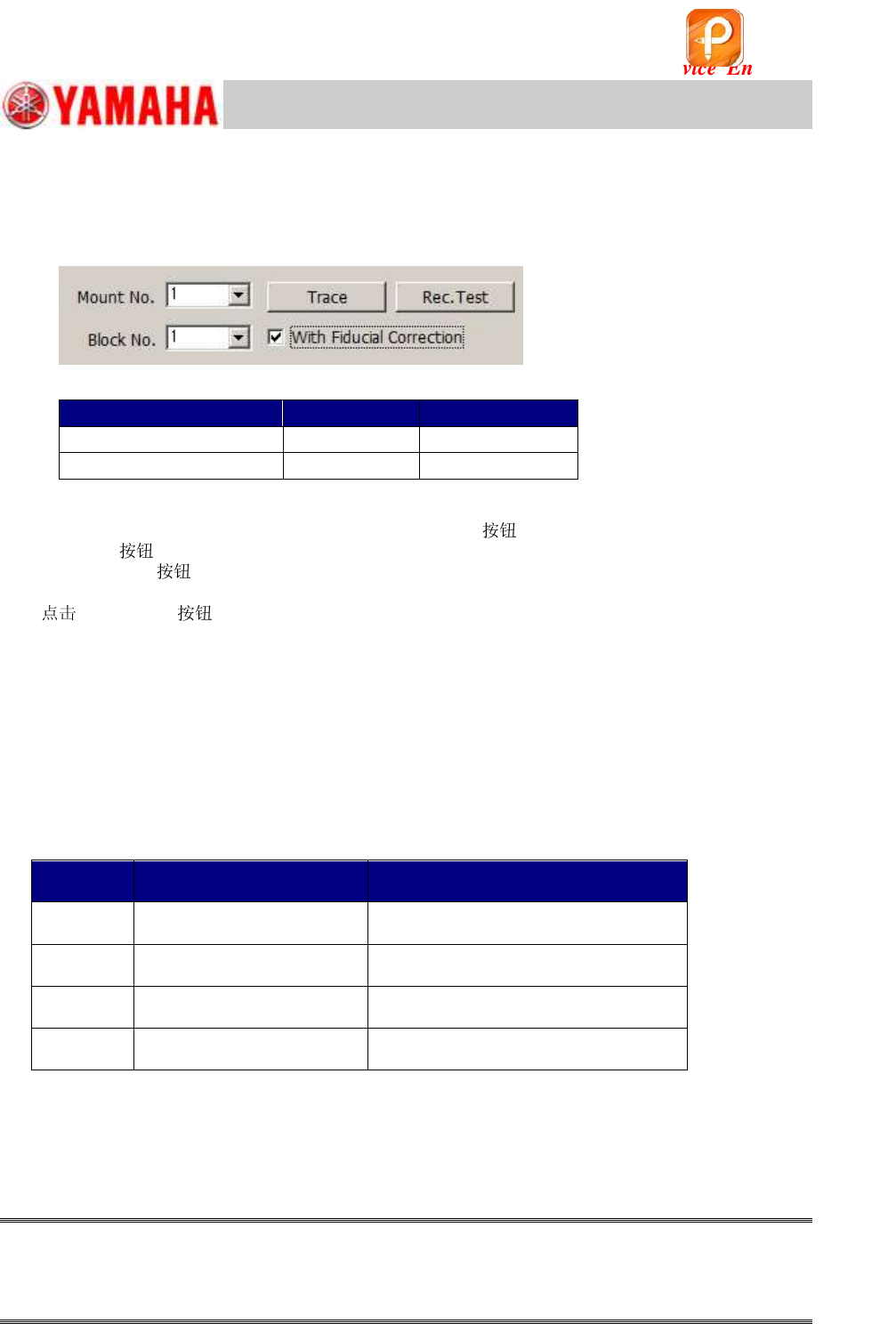
7. Check the setting of “Mount No.”.
Specify the “Mount No.” in the board data (MCH_SETUP) to set the mounting position X, Y.
Only the XY coordinates are used for the ”Mount No.” (The part numbers and the head numbers
are not used.) Select the “Mount No.” according to the FAMF station to be used.
Figure 92
FAMF station
Mount No.
Local Fiducial
Standard (240X170mm)
1
1
Small (100X100)
2
2
Table 35
8. Check the mounting position by tapping the [Trace]
.
When the
is tapped, the fiducial camera moves to the mounting coordinate set in the “Mount
No.” item. The is also used to move the camera to the mark position when recognizing the
marks on the four corners of the jig ( QFP), and checking if they can be recognized properly.
9.
[Rec. Test] to perform the recognition test for the QFP mark.
The recognition test for the marks on the four corners of the jig ( QFP) is performed.
If a recognition error occurs, select “No.29 QFP_0.5_Circle“ from the list on the
[Mark]–[Vision] window, and then perform the necessary adjustment on the “Mark Adj” window.
10. Check the setting of “Block No.”.
Specify which block offset number in the board data (MCH_SETUP) is to be used.
It is determined depends on the machine specification (the board flow direction, the location of the
fixed conveyor).
* Even though the “Skip” checkbox of the Block Offset (on the [Board]-[Offset] window) is ticked, it is
not effective.
Block
No.
Board data pattern name
Conveyor specification
1
Flow_R_Fixed_Front
Entrance of the conveyor: Right
Fixed conveyor: Front
2
Flow_L_Fixed_Front
Entrance of the conveyor: Left
Fixed conveyor: Front
3
Flow_R_Fixed_Rear
Entrance of the conveyor: Right
Fixed conveyor: Rear
4
Flow_L_Fixed_Rear
Entrance of the conveyor: Left
Fixed conveyor: Rear
Table 36
11. Check the setting of “With Fiducial Correction”.
Set whether to perform recognition of the block fiducial of the station or not. It is normally
performed.
This is the end of the preparation process for the mounting adjustment.
Caution:
Check the following before performing the adjustment.
The “Vacuum” function of all the heads is NOT activated.
The QFP is set to the storage position.
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
69/107
6.8 Run the program
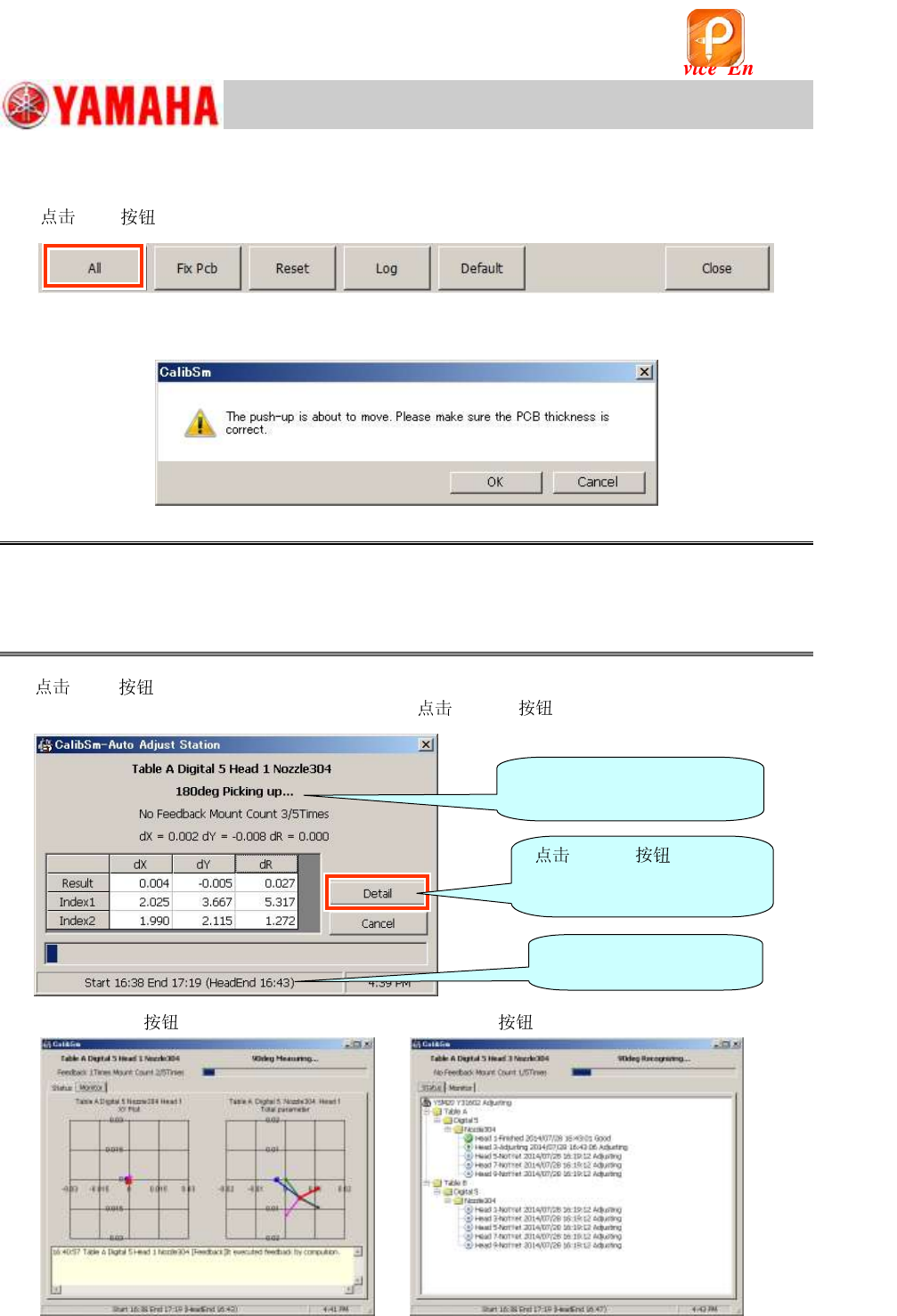
1. [All] to start the adjustment.
Figure 93
The following dialog box appears.
Figure 94
Caution:
First, a dialog box appears asking you to check the board thickness. The thickness of the station is
10.0mm. As it is heavy and the air hoses are connected to it, it cannot be secured properly only by
using the board clamp and the jig may lean. In addition to the board clamp, set the pushup pins under
the area of the station whose thickness is 10.0mm.
2.
[OK] to start the adjustment.
For checking the details of the adjustment state,
[Detail] .
[Detail] - “Monitor” tab [Detail] - “Status” tab
Figure 95
The process of the
adjustment is displayed here.
The estimated time to
complete the adjustment.
[Detail] to
display the “Monitor” window
or the “Status” window.
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/