YSM10安装调整(eng).pdf - 第77页
For Ser v ice E n gineer Service Information SI1610004E -000= YSM10_Proced ures for the adjustmen ts required after installing a machine 77/107 3. Enter the correction v alues (Off set value) of the jig int o the “ToolOf…
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
76/107
7. Items to be checked after performing the accuracy adjustment
7.1 Check the Edge clamp position
Place a board on the mounting position and secure it. Set the X and Y coordinates of “Board
Offset” to 0.00 and move the camera to the position by tapping the [Trace]
.
7.2 “FeederPos”
7.2.1 Feeder pickup position XY adjustment
Measure the X and Y coordinates of the reference feeder specified per section.
Basically, the fiducial camera is used for performing the measurement. When the camera cannot
be moved to the reference feeder position, change the “Tool Set No” and measure other feeder
position.
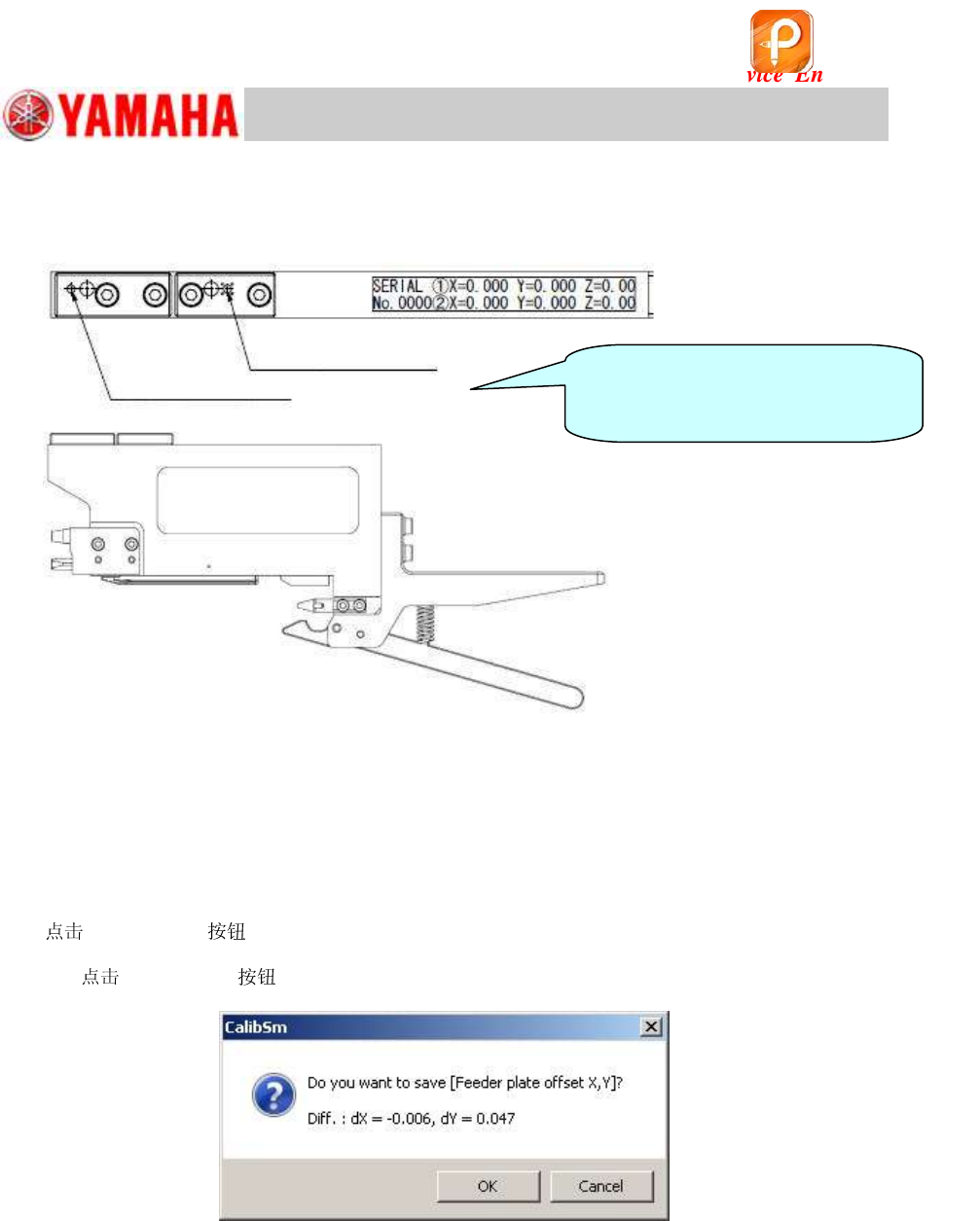
When using a Pickup position adjustment jig, enter the correction values (Offset value) of the jig
labeled on the jig into the “Tool Offset X, Y, Z” fields.
1. Read the board data “MCH_SETUP”.
Use the board information No.8 of the board data to recognize the mark on the jig and check the
position shift.
When performing the adjustment without reading the board data “MCH_SETUP”, create the mark
information and set the number of newly created information to “Mark No.”.
<Mark information of the feeder master jig>
MarkType
Fiducial
Shape Type
Circle
Mark Out Size (mm)
2.0mm
Surface Type
NonReflect
Table 37
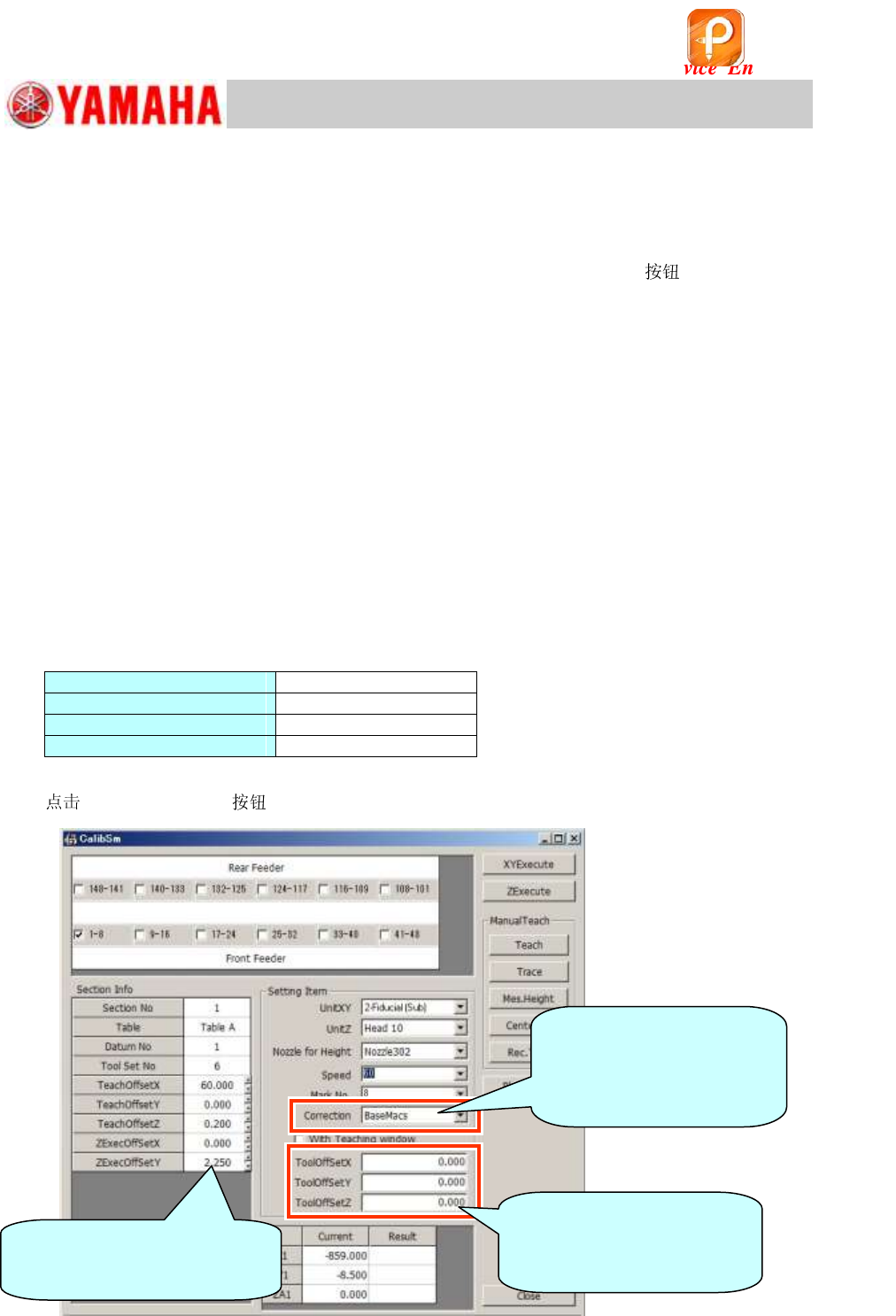
2. [005 Feeder Pos] on the CalibSm main menu.
Figure 112
Before performing the adjustment,
make sure that the value of
“ZExecOffsetY” is set to “2 .250”.
[Important]
Make sure to enter the
correction value (Offset value)
of the jig before the adjustment.
[Correction]
Select “BaseMACS” when
“BaseMACS” correction needs
to be performed for adjusting
the pickup position.
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/
For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
77/107
3. Enter the correction values (Offset value) of the jig into the “ToolOffSet X, Y, Z” fields.
The correction values of the jig is labeled on the jig to be used for the adjustment. Enter the values
in the “ToolOffSet X, Y and Z” fields.
Figure 113
4. Select the section to be measured.
Tick the checkbox of the section to be measured.
5. Set the jig to the feeder plate.
Set the jig to the section number specified in the “Section Info”.
(If the measurement cannot be performed properly with the set position specified as the default
setting, change the “Tool Set No.”.)
6.
[XYExecute] .
If there is no problem with the default setting (the offset values, UnitXY, Speed, Mark No., and so
on),
[XYExecute] to measure the mark position of the jig.
Figure 114
7. Make sure that the variation amount is appropriate.
If the variation amount is abnormal, make sure that the Pickup position adjustment jig is set
properly and the settings are appropriate.
8. Check the Z-coordinate if needed.
See “7.2.2 Feeder Pickup position Z adjustment” for the method.
9. Perform the adjustment for the next section.
Select the next section to be adjusted, check the “Tool Set No.”, and then set the jig to the feeder
plate.
Pick up position
Pick up position: Only for YS88 rear side
It is used when measuring the rear
section of YS88 by the camera.
(Y 39.0mm Offset)
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/

For Service Engineer
Service Information
SI1610004E-000= YSM10_Procedures for the adjustments required after installing a machine
78/107
7.2.2 Feeder Pickup position Z adjustment
Measure the height of the datum feeder specified per section.
Although the datum head (Head 1) is basically used for the measurement, if the measurement
cannot be performed with it, other head is automatically selected.
Use a type 302A or a type 313A for the measurement.
If the machine is not equipped with the station (ANC), attach the to the head by
hand.
1. Select the section to be measured.
Tick the checkbox of the section to be measured.
2. Set the jig.
Set the jig to the position (number) shown in the ”Tool Set No” field in “Section Info”.
(If the measurement cannot be performed with the default setting, change the “Tool Set No.”.)
3.
[ZExecute] .
Check the measurement condition set as default (Offset value for each item, Unit Z, Speed, and so
on) and make sure that they are appropriate, and then
[ZExecute] .
The height of the upper surface of the jig is measured automatically.
该文档是极速PDF编辑器生成,
如果想去掉该提示,请访问并下载:
http://www.jisupdfeditor.com/