EasyOLP_V6.1中文说明书.pdf - 第454页
12-12 lvswG}] lvswG}] 4) 下面是选择 “Group ” 选项时的画面。 所有贴片机设备的生产信息将显示在 曲线下面的清单上。 Program Name 是设备正在进行作业的 PC B 程序名。 Part Count 是设备所使用的元件数量。 Feeder Count 是设备所使用的喂料器数量。 Placement count 是设备进行作业的装贴点数量。 PCB Out Cou…
12-11
Single Line Monitoring(SLM)
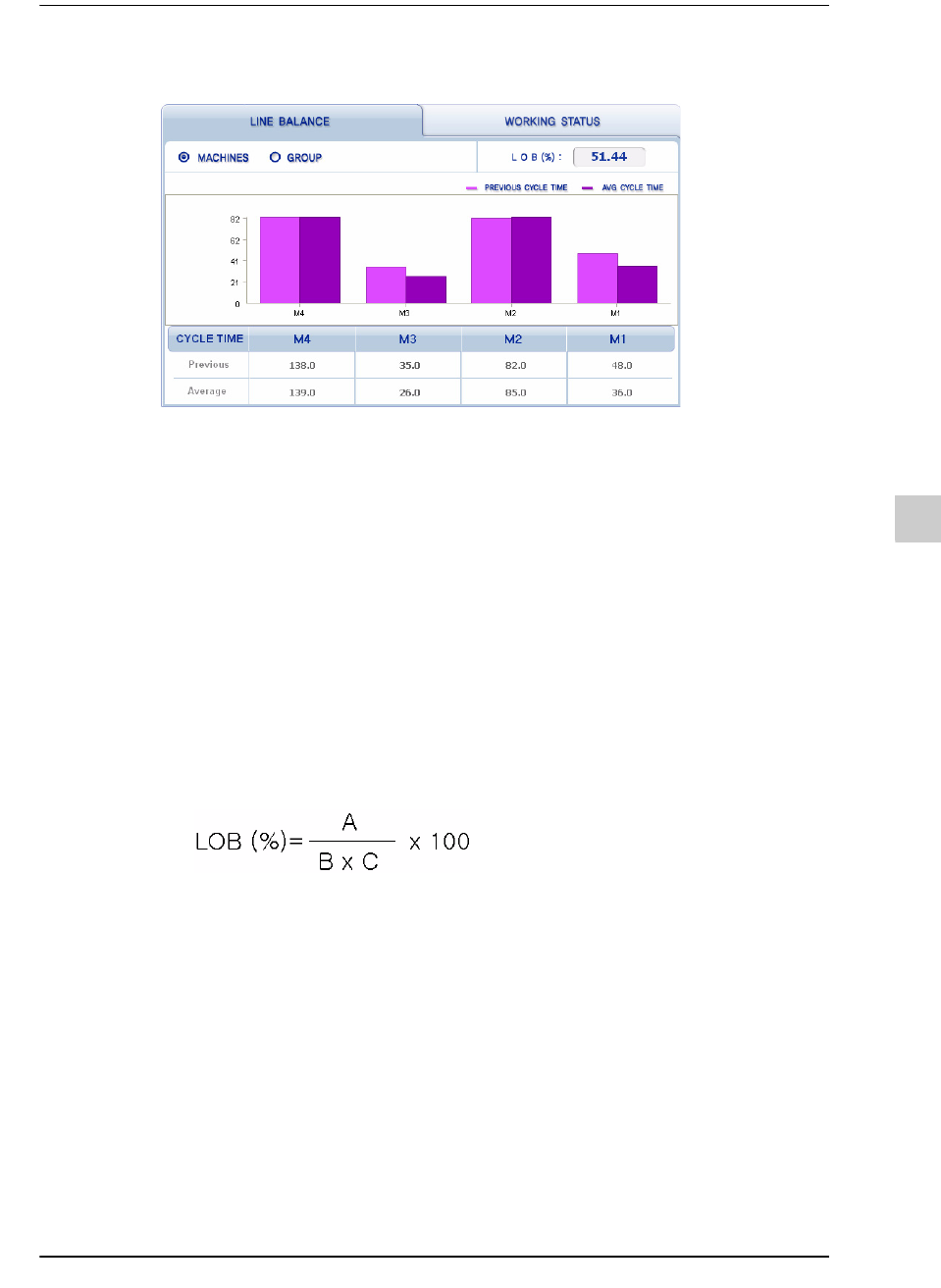
3) 汇集了贴片机设备量测到的Cycle Time后显示Line Balance曲线。
Line Operation Screen有 “Machines”与“Group”等两个选项。上图是选择了
“Machines”选项时的图。
该LOB曲线将在设备完成了电路板的生产作业时更新。
下列表格显示了各设备的Peak Cycle Time、Previous Cycle Time、Average
Cycle Time及 LOB值。
如果是使用双拱架的设备,只要单击Time键就能查看正面/背面轨道的
Cycle Time与 LOB。
LOB是按照下式计算出来的%值。
Machine
显示出各Machine的Previous cycle time与Average cycle
time。
Group
按照Previous cycle time与Average cycle time显示出设
备的Cycle Time。
例: 假设有4个设备。各设备的Cycle Time是 139,26,85,36。
因此设备数量=4,最 大 Machine Cycle = 139,
计算结果为(139+26+85+36)/(4*139) * 100% = 51.44%。
12-12
lvswG}]
lvswG}]
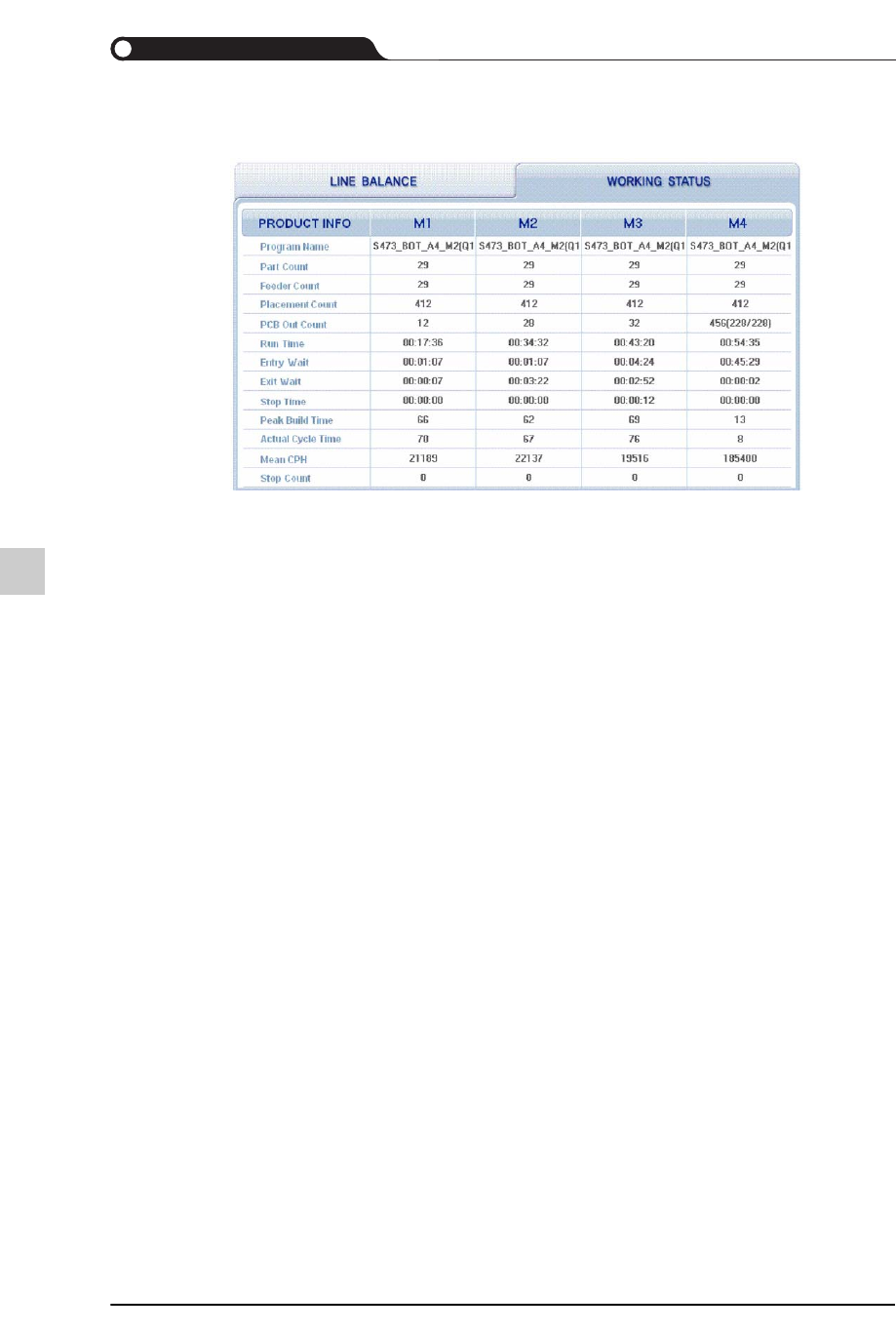
4) 下面是选择“Group”选项时的画面。
所有贴片机设备的生产信息将显示在曲线下面的清单上。
Program Name是设备正在进行作业的PCB程序名。
Part Count是设备所使用的元件数量。
Feeder Count是设备所使用的喂料器数量。
Placement count是设备进行作业的装贴点数量。
PCB Out Count是设备所生产完毕的电路板数量。
Run/Entry Wait/Exit Wait/Stop Time是设备所测定的作业时间、进入等待时
间、退出等待时间及停止时间。
Peak Build Time设备所量测到的最低装贴时间。
Actual Cycle Time设备生产电路板时的平均循环时间。
Mean CPH是以当前生产的电路板的装贴点与平均循环时间为基准计算出
来的设备平均CPH。
Stop Count将计算出设备的停止次数后显示出来(基本上,停止时间超过3分
钟时才会计算次数,用户可以改变该基准。可以通过SLM.ini的[DEFINED
STOP TIME]改变设定。)
12-13
Single Line Monitoring(SLM)
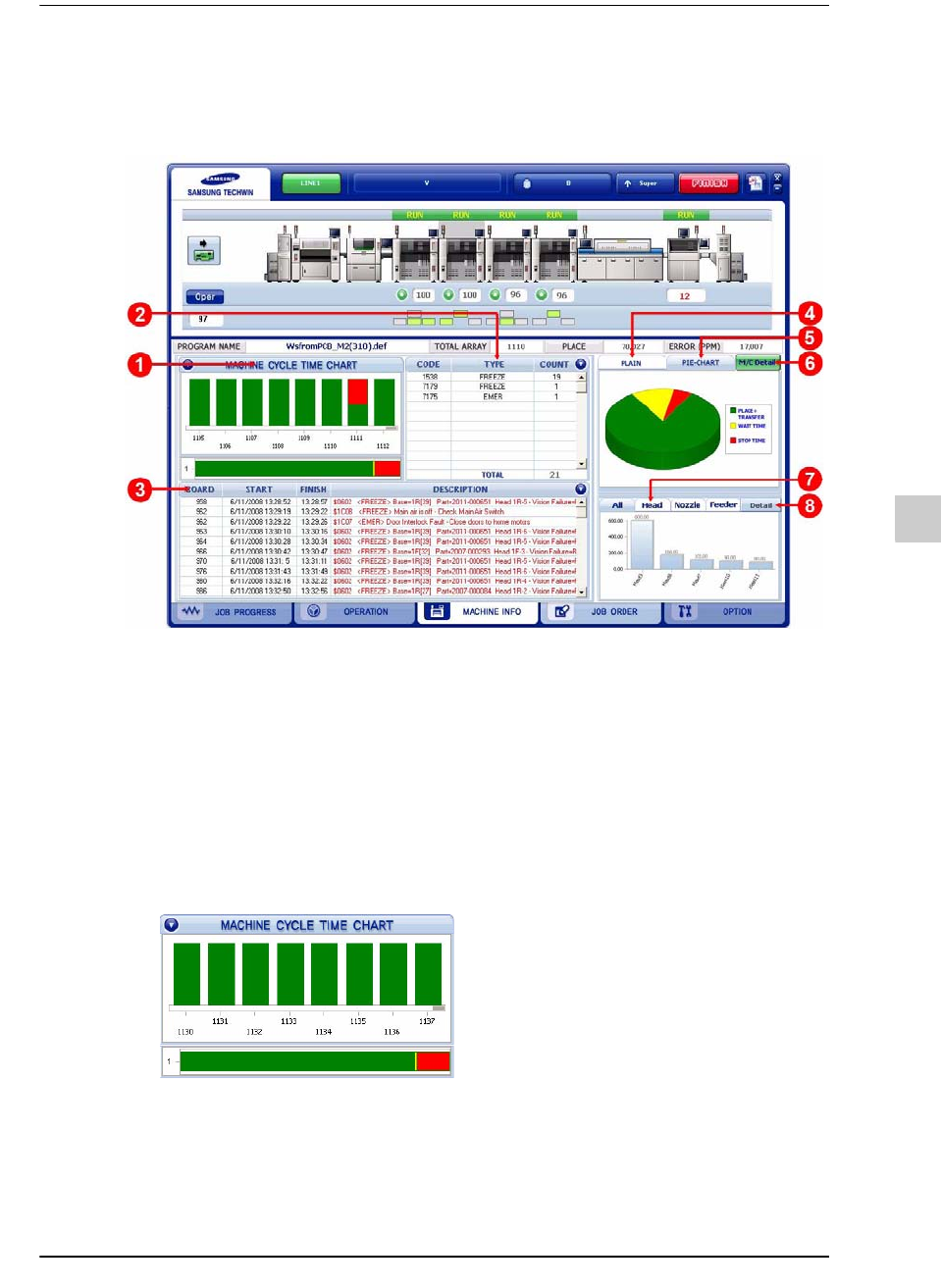
12.4. Machine信息
单击MACHINE INFO选项卡时,将弹出下列Machine Info画面。
1) 以曲线表示选定设备所制作电路板的状态。每当生产出电路板时就会生成棒
条,同时显示出该电路板的生产过程中出现的设备状态变化。
显示出生产过程中的一切电路板,如果设备重新开始作业而促使生产信息初始
化时,该曲线也会初始化后从头开始。
绿色 设备在该电路板的生产过程中进行作业的时间。
黄色 设备在该电路板的生产过程中没有进行作业而处于“IDLE”
状态的时间。
红色 设备在该电路板的生产过程中停止的时间。