NXT-III-IIIC 系统手册.pdf - 第155页
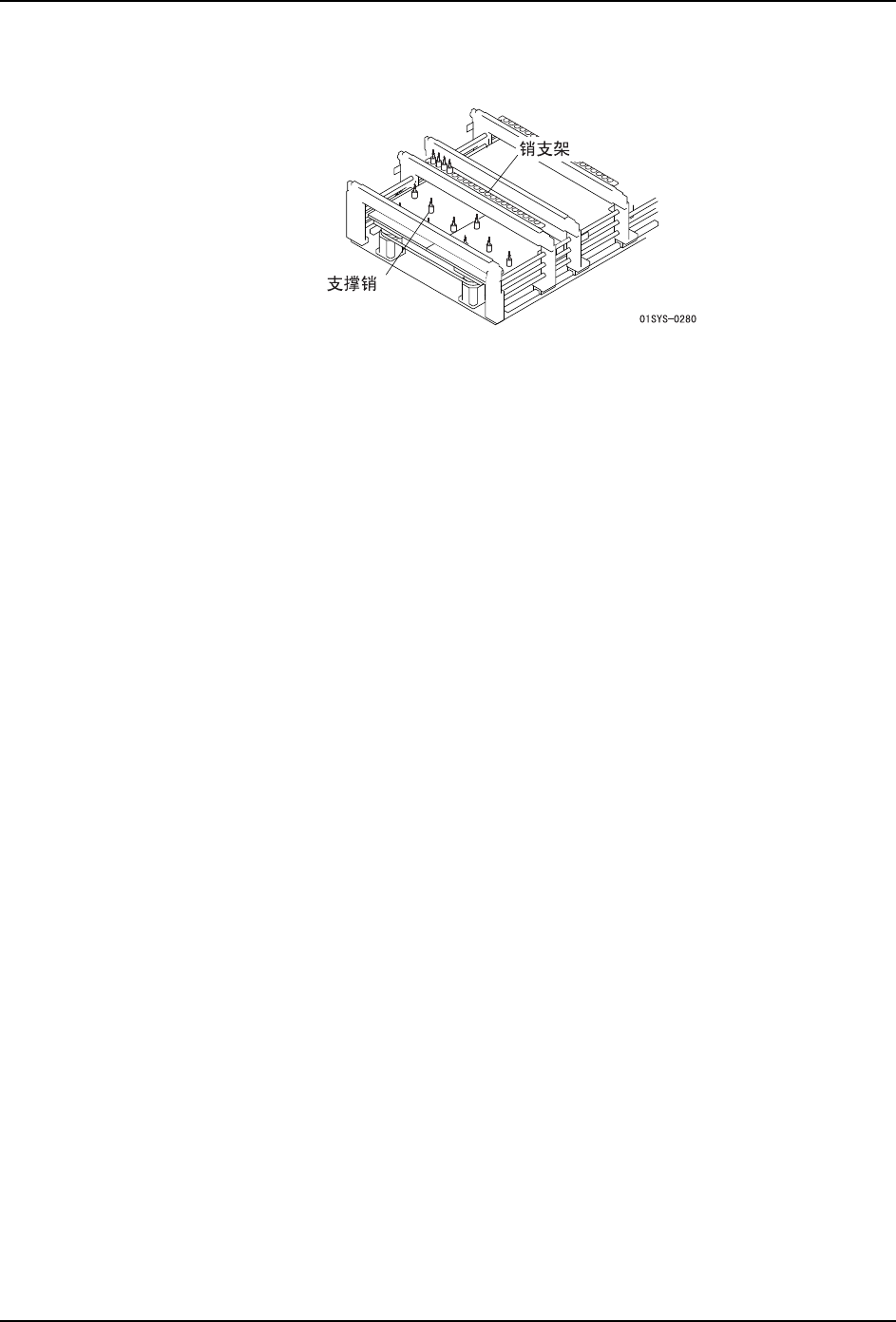
4. 生产准备 SYS-NXT3c-007S0 134 NXT III/NXT IIIc 系统手册 4. 根据需要,请在支撑板上配置支撑 销。使用自动配置功能时,请将支 撑销安装到销支架 上。 5. 请按下画面上显示的作业步骤的执 行按钮。 6. 如果需要更换工作头或吸嘴,请在 此时进行。 7. 请插入模组。 a. 插入模组之前,请确认 XS 轴 (M3-3 模组)等机械部位没有从 模组的旁边突出。 b. 握住模组的手柄, 在解除模组的…
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 133
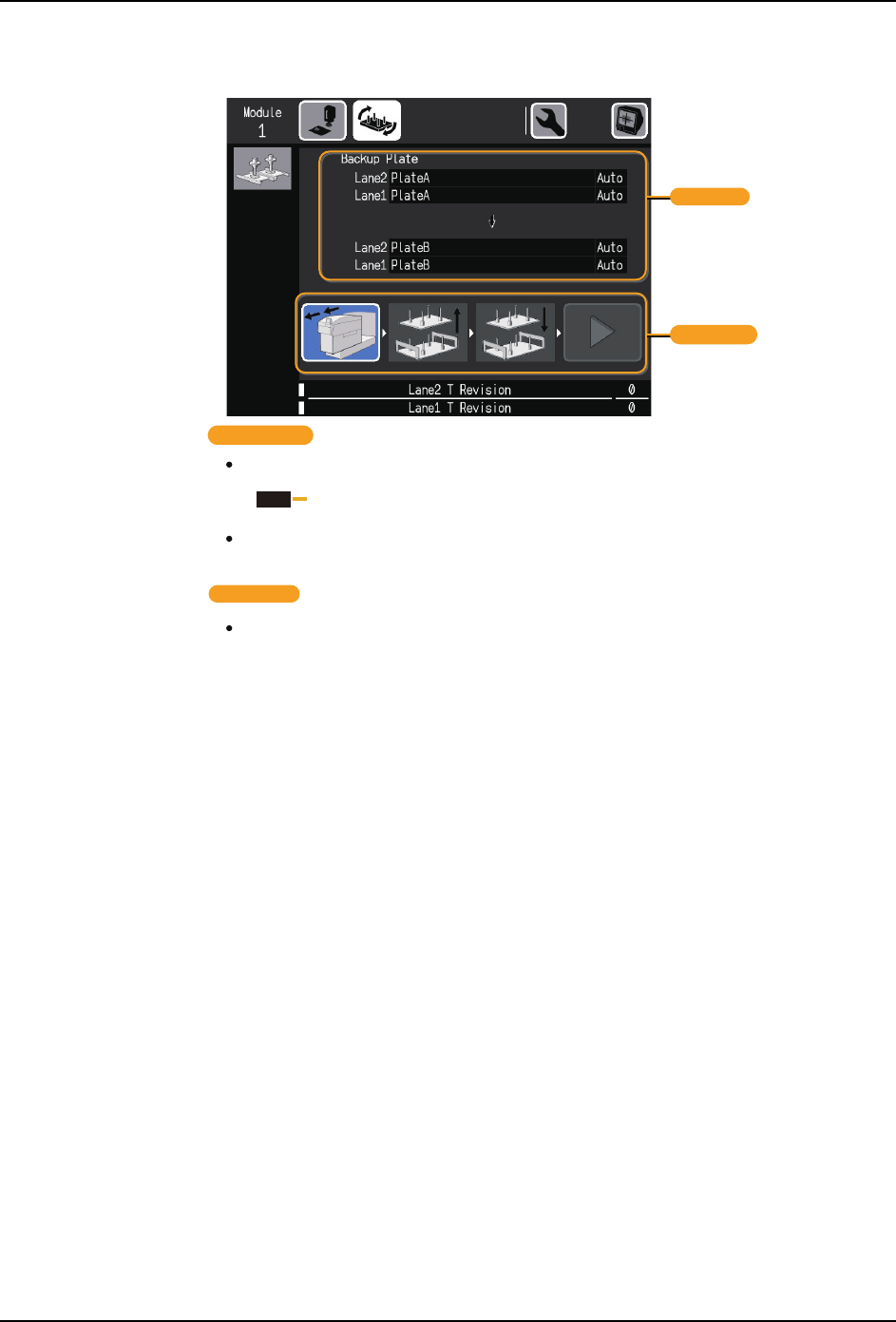
4.9.2 支撑板更换向导画面
备注 )从单搬运轨道切换到双轨道生产时 ( 或者相反 ),或者变更搬运轨道宽度时,有时需要
进行支撑销的更换。搬运轨道宽度自动地调节到与下工序生产的电路板宽度相吻合。
备注 )
连接料盘装置的模组上,开始会显示拆除料盘装置的向导。请按照向导拆除料盘装置。
4.9.3 支撑板的拆除和安装
1. 请拉出模组。
a. 请确认模组前面没有障碍物以后,按下模组拉出按钮。
b. 握住模组的手柄,缓慢地拉出模组,直到碰到阻停块为止。
2. 拆除支撑板。如果有配置支撑销进,请提前取出。
备注 ) 支撑板的拆除方法请参照 [ 机械手册 ] 的 [4. 基本操作 ]。
3. 安装次生产中使用的支撑板。
备注 ) 支撑板的安装方法请参照 [ 机械手册 ] 的 [4. 基本操作 ]。
01SYS-0756S
ᴪᦘੇሲ
䴶㾷ᴪᦘѰᡶᱴ⽰Ⲻ᭥᫇ᶵ㊱ශȾ
р䶘ⲺੇሲᱥᴪᦘѰਂ䖞⭕ӝᰬⲺ⭱䶘Ⱦ
ঋ䖞⭕ӝᰬਠᱴ⽰Lane1Ⱦ
ഴᖘ㺞⽰ᡶ䴶֒ѐȾ䈭Ԅᐜםᔶခ֒ѐȾ
֒ѐ↛僚
㺞⽰ሯᓊ᭥᫇䬶㠠ࣞ䞃㖤Ⲻ᭥᫇ᶵȾ
Auto
֒ѐ↛僚
ᴪᦘੇሲ
4. 生产准备 SYS-NXT3c-007S0
134 NXT III/NXT IIIc 系统手册
4. 根据需要,请在支撑板上配置支撑销。使用自动配置功能时,请将支撑销安装到销支架
上。
5. 请按下画面上显示的作业步骤的执行按钮。
6. 如果需要更换工作头或吸嘴,请在此时进行。
7. 请插入模组。
a. 插入模组之前,请确认 XS 轴 (M3-3 模组)等机械部位没有从模组的旁边突出。
b. 握住模组的手柄,在解除模组的锁定的状态下,慢慢地插入模组,直到碰到阻停块为
止。
c. 自动地引入并夹紧模组。如果没有夹紧时,请将模组稍微朝身体侧拉回一些后重新推
入。
备注 )对于拆除了料盘装置的模组,之后会显示料盘装置安装向导,请根据向导安装料盘装
置。
8. 请根据所更换支撑板的尺寸,在 Accessory software 进行搬运轨道宽度的设定。
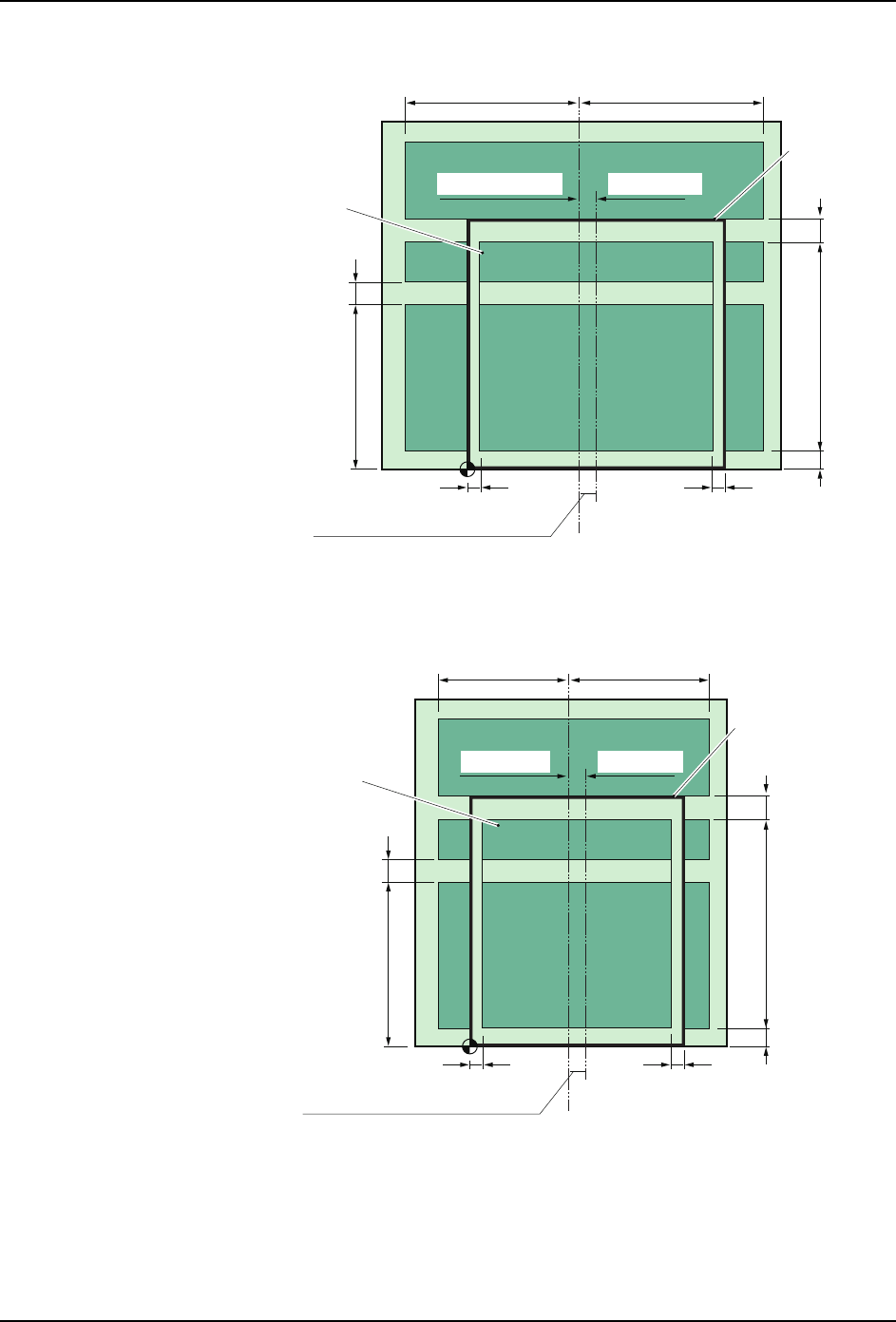
4.9.4 可以配置支撑销的范围
下图为可以配置支撑销的范围。
•不论是双搬运轨道还是单搬运轨道,能够配置支撑销的范围相同。
•不能在电路板端边缘以内的 2 mm 范围内配置支撑销。
•在 Job 编辑器的 Machine Configuration 设定上,通过改变输入 「Panel
Stopping Position Offset」的值,移动电路板中心的位置。请在配置支撑销的
时候,考虑设定值。
•如果将支撑销的位置设定在在图所示范围以外,数据检测时候时将出现错误。
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 135
M6-3 模组
M3-3 模组
01SYS-1014-S
15.0 18.0
19.0A
252.0244.5
2.0
2.0
Panel Stopping Position Offset.
ഴѣⲺঋփᱥmmȾ
㜳ཕ䞃㖤᭥᫇䬶
Ⲻ㤹പ
ᇶᯈ
⁗㓺ѣᗹ
⭫䐥ᶵѣᗹ
⭫䐥ᶵተሮ
PP㿺Ṳφ
PP㿺Ṳφ
$
ḽ㊱ශε
PP㿺Ṳφ
01SYS-1015-S
15.0 18.0
19.0A
104.5104.5
2.0
2.0
Panel Stopping Position Offset.
ᇶᯈ
ഴѣⲺঋփᱥmmȾ
㜳ཕ䞃㖤᭥᫇䬶
Ⲻ㤹പ
⁗㓺ѣᗹ
⭫䐥ᶵѣᗹ
⭫䐥ᶵተሮ
PP㿺Ṳφ
PP㿺Ṳφ
$
ḽ㊱ශε
PP㿺Ṳφ