NXT-III-IIIC 系统手册.pdf - 第257页
6. 运用各种功能时的操作 SYS-NXT3c-007S0 236 NXT III/NXT IIIc 系统手册 备注 )如果是双模组,将左右双方的模组设定为搬运轨道搬运应用。 7. 请按 POWER 按钮变成唤醒模式并返回模 组。 ·[Breakdown ope ration mode]:选择 [Conveyor only] 8. 请通过 Fuji Flexa 向机 器传送 Job。 6.1.2 搬运轨道搬运功能的运用 1. 设定为运用…
SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 235
6. 运用各种功能时的操作
本章说明各种功能的运用和操作。
6.1 搬运轨道搬运应用功能
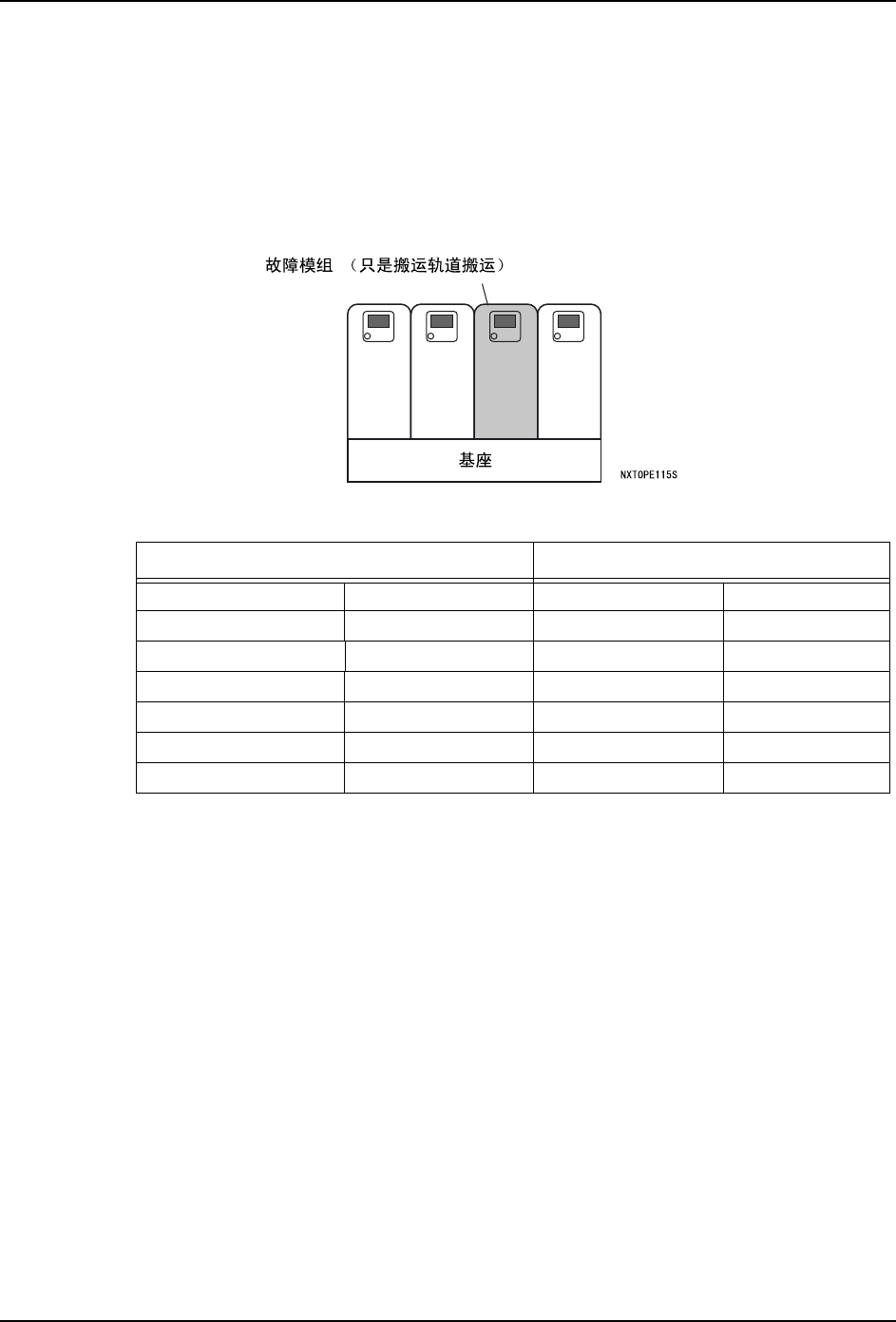
模组内的装置或者伺服马达发生故障时,基座上的整条生产线就变得无法进行生产。但是,
尽管存在发生故障的模组,通过只运用其搬运轨道,也能够继续生产线的生产。
首先,请确定故障部位。根据故障的部位,有可能不能运用搬运轨道搬运。
6.1.1 准备作业
如果能够运用,请按照以下的步骤进行准备 , 然后重新开始生产。
1. 请查看模组内部,确认是否有生产中的电路板。如果有电路板,请通过送出运转或者手
动指令取出电路板。
备注 )送出运转、手动指令的操作都不能进行时,请从辅助软件的远程控制指令中选择模组
松开。
2. 拉出发生了故障的模组后,请关闭主开关。
3. 仅可能排出故障处。例如,如果工作头发生了故障,请卸下工作头。
4. 通过 Fuji Flexa 作成对应故障模组的 Job。编辑当前的生产中使用的 Job,请将分配给
故障模组的供料器和顺序分配给其他的模组。
备注 )优化时,请不要进行 [ 供料器的再配置 ]。有可能将供料器分配给故障模组。
5. 请打开主开关,进入睡眠模式。
6. 通过辅助软件将故障的模组设定成应用搬运轨道的搬运。从 [ 模组功能设定 ] 中选择 [
故障时应用 ] 并设定成 [ 只是电路板搬运 ]。
可以运用 不可以运用
伺服放大器 伺服马达 CPU 电路板 伺服电路板
XY 机械手 机械手电缆 影像处理电路板 DIO
废料带处理装置 吸嘴更换器 远程控制 I/O 串行通 (RS232C)
吸嘴置放台 定位相机 IEEE1394 操作面板
元件相机 工作头 料站装置 安全门
搬运轨道 模组控制箱
气压相关
6. 运用各种功能时的操作 SYS-NXT3c-007S0
236 NXT III/NXT IIIc 系统手册
备注 )如果是双模组,将左右双方的模组设定为搬运轨道搬运应用。
7. 请按 POWER 按钮变成唤醒模式并返回模组。
·[Breakdown operation mode]:选择 [Conveyor only]
8. 请通过 Fuji Flexa 向机器传送 Job。
6.1.2 搬运轨道搬运功能的运用
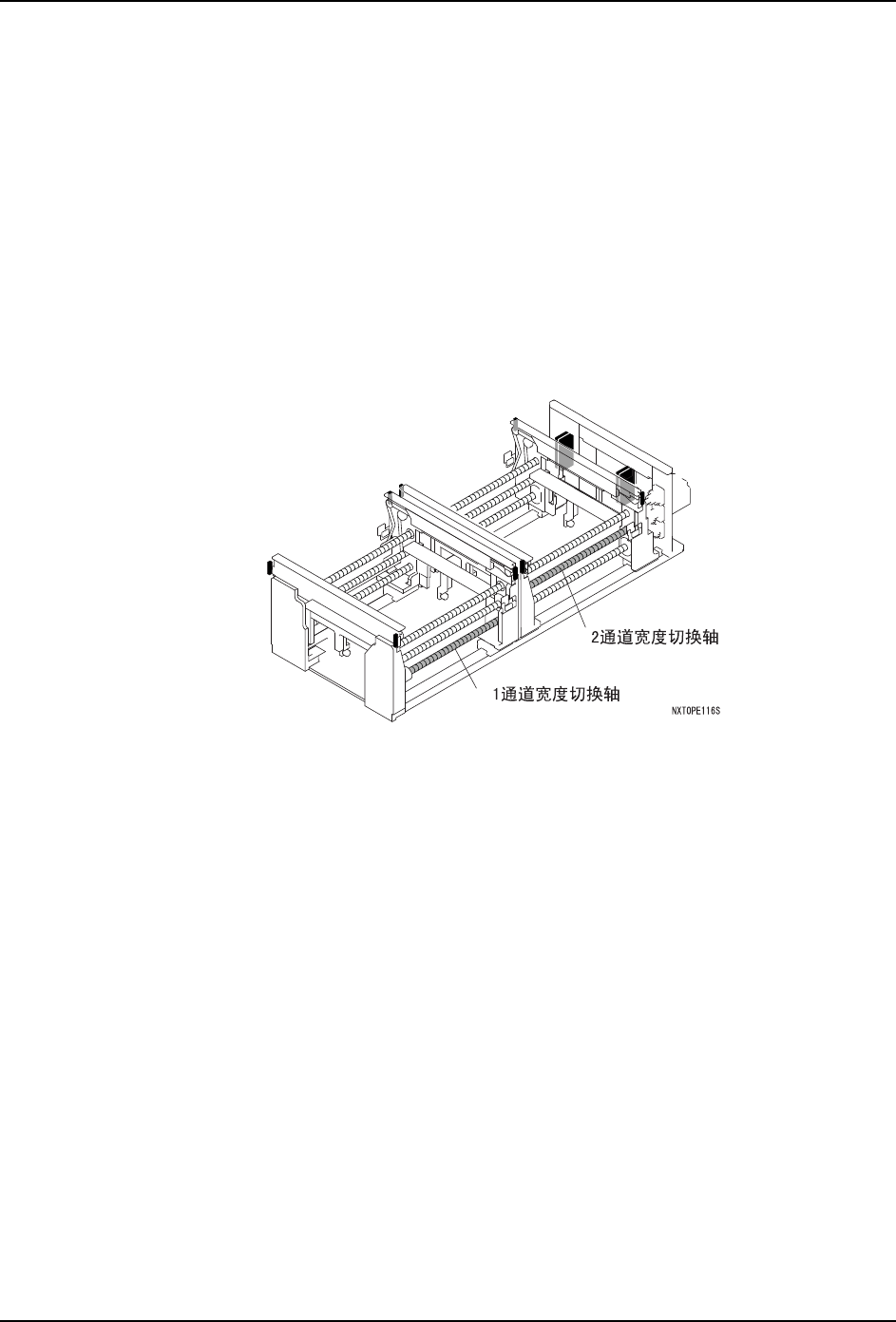
1. 设定为运用搬运轨道的模组需要切换宽度时,请直接用手旋转轴来进行。
2. 进行切换后,需要进行搬运轨道传感器的感度调整。通过辅助软件的远程控制操作,执
行 [ 搬运轨道传感器感度调整 ]。
3. 请按下操作面板的 START 按钮。机器开始生产。
SYS-NXT3c-007S0 6. 运用各种功能时的操作
NXT III/NXT IIIc 系统手册 237
6.2 双模组生产
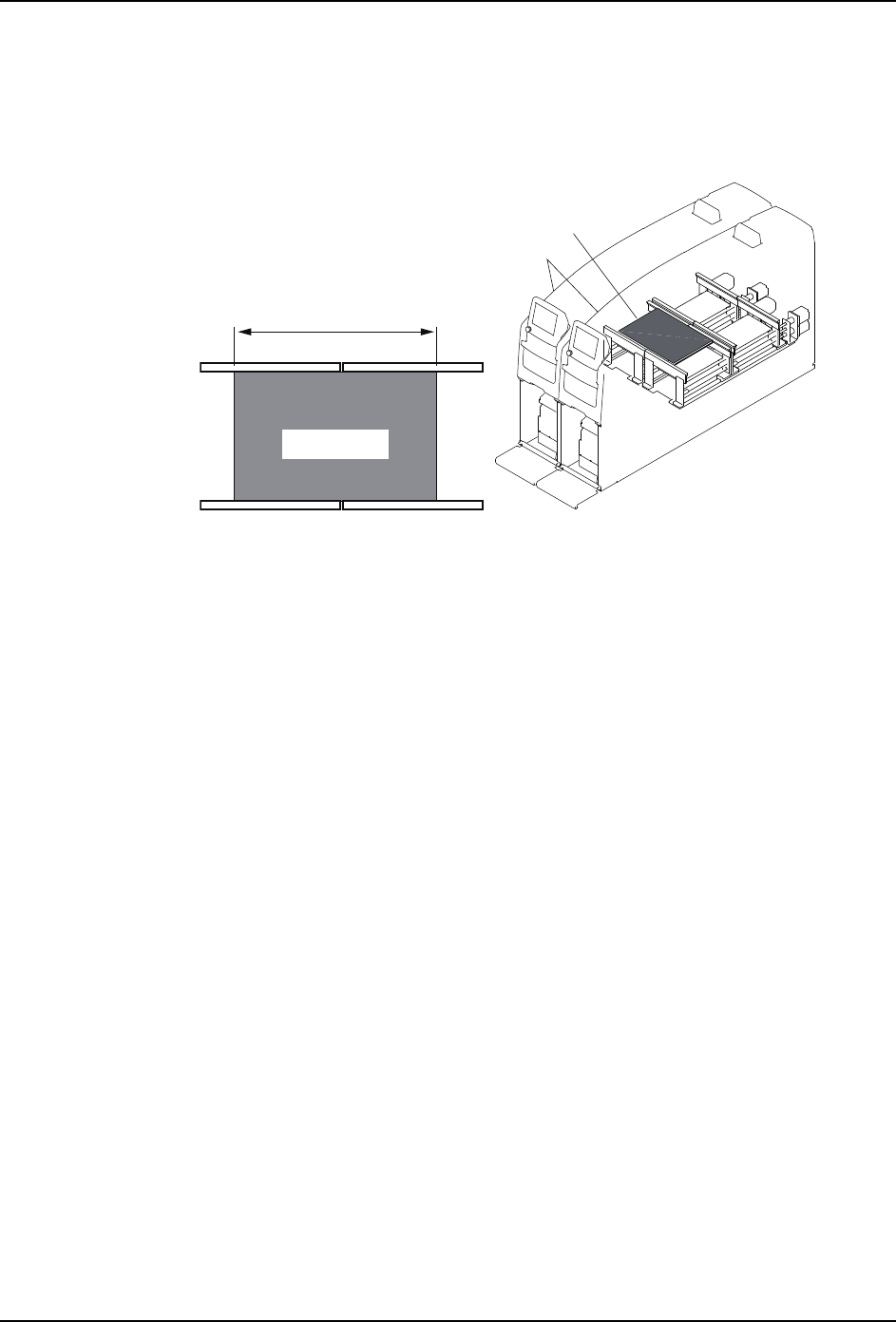
M3-3 模组的生产适用于长度不超过 250 mm 的电路板,或者 305 mm 以下的但贴装范围不超
过 250 mm 的电路板。但是,使用相邻的 M3-3 模组协调后进行贴装,能够适用于超过这些条
件的电路板的生产。
a. 对应长度 (X 方向)为 250.01mm 以上的电路板。
b. 如果是宽度 (Y 方向)为 280.00mm 以下的电路板,可以使用轨道 1 和轨道 2 进行双
轨道生产。
c. 在轨道 1 和轨道 2 中可以按照各自不同的 Job 进行生产。
d. 在轨道 1 和轨道 2 中可以按照相同的 Job 进行生产。
6.2.1 生产条件
生产线构成
a. 电路板搬运方向,对应了从右到左 (正流向)和从左到右 (逆流向)。
b. 成为双模组的模组各自使用相同类型的贴装工作头进行生产,使用不同类型的贴装
工作头开始生产可能会造成吸嘴与贴装完毕的元件的干扰。
c. 侧面隔板和侧面安全门围住的 2 个模组可以进行双模组生产。侧面隔板隔开的 2 个
模组不可以进行双模组生产。
不支持的功能
a. 基准定位点读取异常时的电路板载入重试功能在双模组生产时不会动作。如果发生
读取错误,进行错误停止。
b. 手动模式中的指令没有支持双模组。需要同时操作 2 个模组。
01SYS-0909S
ঠ㒘
⬉䏃ᵓ
250.01 mm ҹϞ
⬉䏃ᵓ