NXT-III-IIIC 系统手册.pdf - 第179页
4. 生产准备 SYS-NXT3c-007S0 158 NXT III/NXT IIIc 系统手册 4.11.4 移动工作头的更换位置 使用 V12 工作头或 H08Q、H24(G,S) 工作头等 带元件侧面识别功能 的工作头,并且 在搬运轨 道宽度 230 mm 以下装卸工作头时,工作 头的一部分有可能与搬运轨 道导轨发生干扰。 这时,在装卸工作头之前,请按 照以下的步骤移动工作头的更换位 置。 1. 请拆除吸嘴置放台。 2. 请用手…
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 157
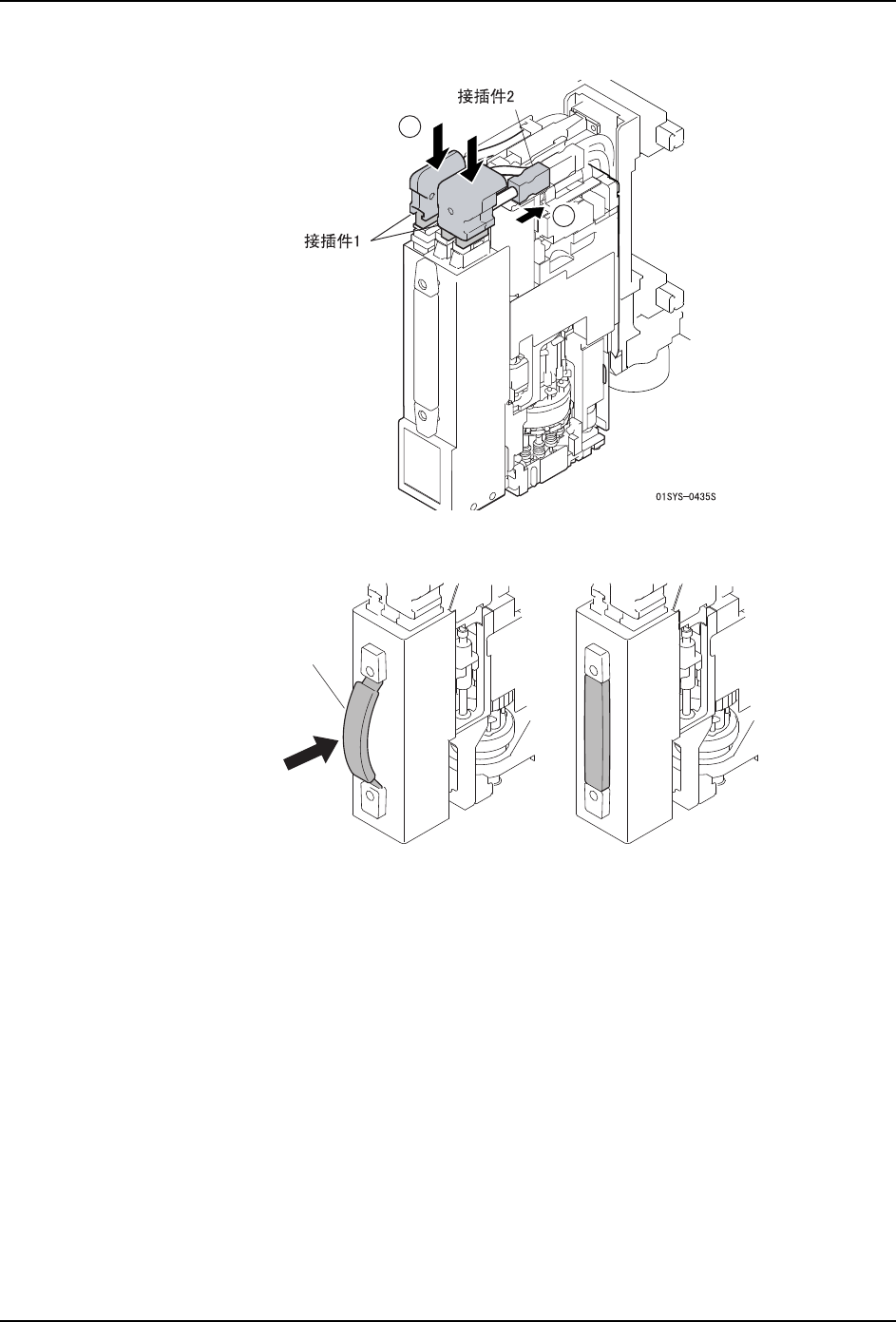
b. V12 工作头
注意 )工作头的把手为带状式时,请将拱起的把手完全按下。在把手处于拱起的状态下开始
机器运转,会有机器内部发生干扰和破损的危险。
4. 请准备对应工作头的吸嘴置放台。
5. 在吸嘴置放台上安装治具吸嘴。详细内容请查阅 " 4.10.2 拆除和安装吸嘴 "。
备注 )为了进行换线后的校正必须安装治具吸嘴。请在更换工作头的同时,安装治具吸嘴。
即使更换同一种类的工作头如果序列 No. 不同就需要进行校正。
6. 需要进行其他换线作业时,请在此时进行。
7. 请插入模组。
a. 插入模组之前,请确认 XS 轴 (M3-3 模组)等机械部位没有从模组的旁边突出。
b. 握住模组的手柄,在解除模组的锁定的状态下,慢慢地插入模组,直到碰到阻停块为
止。
c. 自动地引入并夹紧模组。如果没有夹紧时,请将模组稍微朝身体侧拉回一些后重新推
入。
备注 )对于拆除了料盘装置的模组,之后会显示料盘装置安装向导,请根据向导安装料盘装
置。
2
1
6<66
ᏺ⢊ᓣᡞ
4. 生产准备 SYS-NXT3c-007S0
158 NXT III/NXT IIIc 系统手册
4.11.4 移动工作头的更换位置
使用 V12 工作头或 H08Q、H24(G,S) 工作头等带元件侧面识别功能的工作头,并且在搬运轨
道宽度 230 mm 以下装卸工作头时,工作头的一部分有可能与搬运轨道导轨发生干扰。
这时,在装卸工作头之前,请按照以下的步骤移动工作头的更换位置。
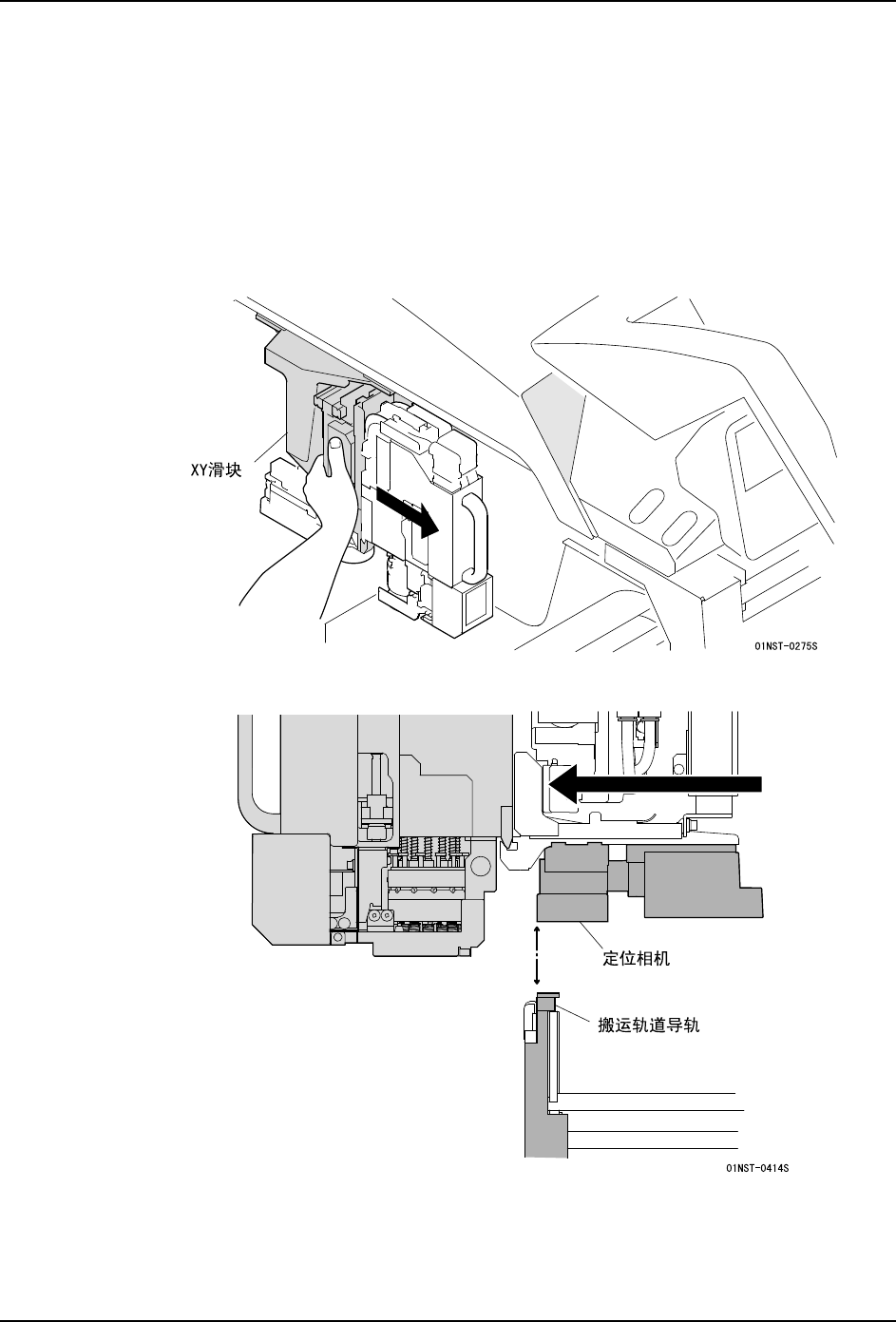
1. 请拆除吸嘴置放台。
2. 请用手拉动 XY 滑块,使贴装工作头移动到吸嘴更换器的上方。
注意 )请不要握住工作头或工作头的手柄拉动工作头。
备注 )定位相机的一端与搬运轨道导轨的一端对齐的位置作为贴装工作头移动的参考。
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 159
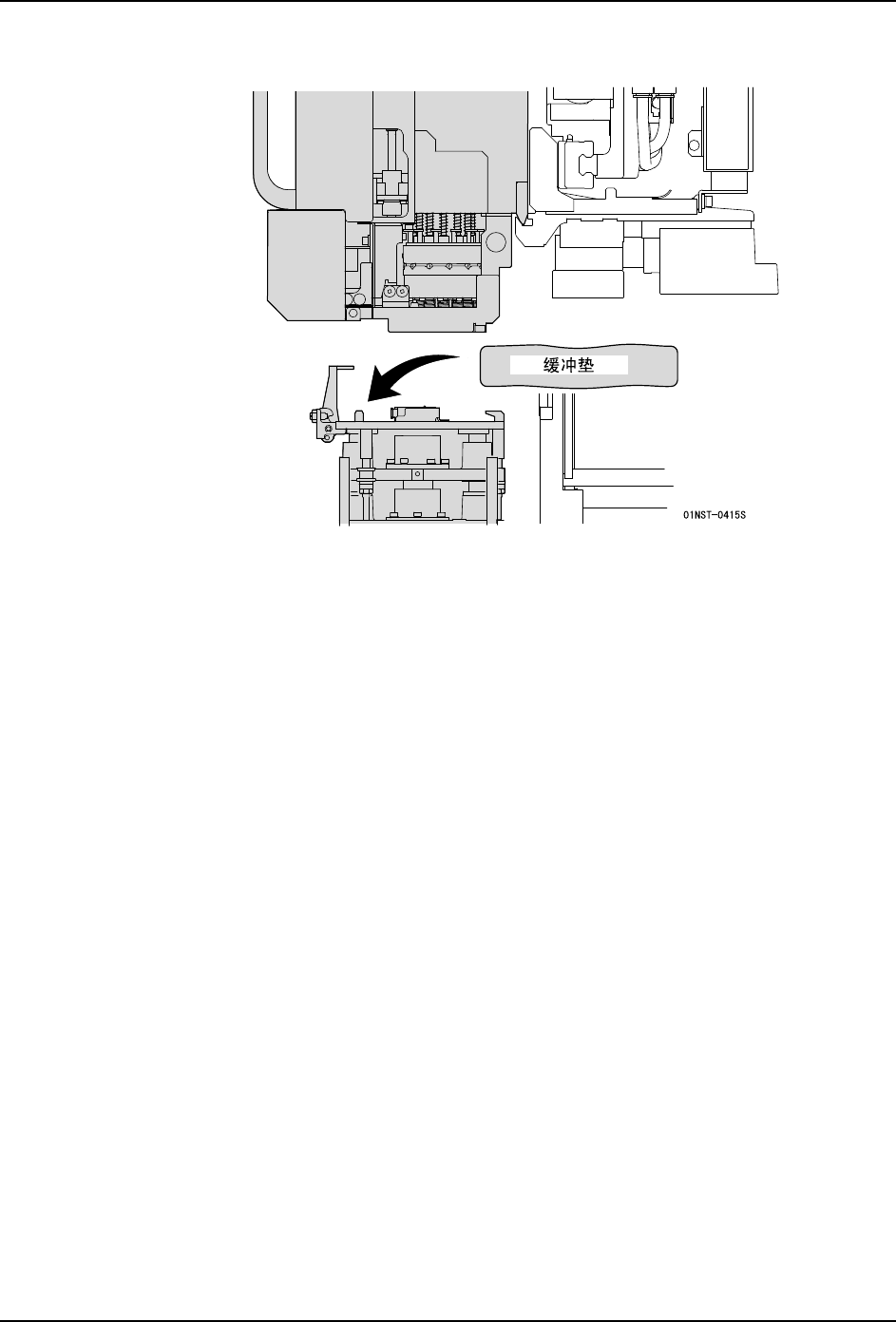
3. 在吸嘴更换器上请放置缓冲垫或气垫。
备注 )缓冲垫和气垫没有配置在机器中。在装卸工作头的时候,为了防止倾斜的工作头与吸
嘴更换器直接接触,请准备尺寸合适的缓冲垫。另外,完成工作头的装卸后,请除去缓
冲垫。