NXT-III-IIIC 系统手册.pdf - 第173页
4. 生产准备 SYS-NXT3c-007S0 152 NXT III/NXT IIIc 系统手册 4.11 更换工作头 将符合生产电路板的工作头安装 到 XY 机械手上。 4.11.1 更换工作头时的注意事项 以下记述更换工作头时的注意事 项。 注意 请不要将贴装工作头靠近 Y 坐标方向的轴。线性马达所 产生的磁性有可能 使贴装工作头或轴受到损伤。另外 ,在安装 / 拆卸工作头时,请必须在工 作头的更换位置上进行。 另外,请注意避免轴…
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 151
4.10.5 对应混合校正
运用混合校正时,需要进行以下所举的确认作业。
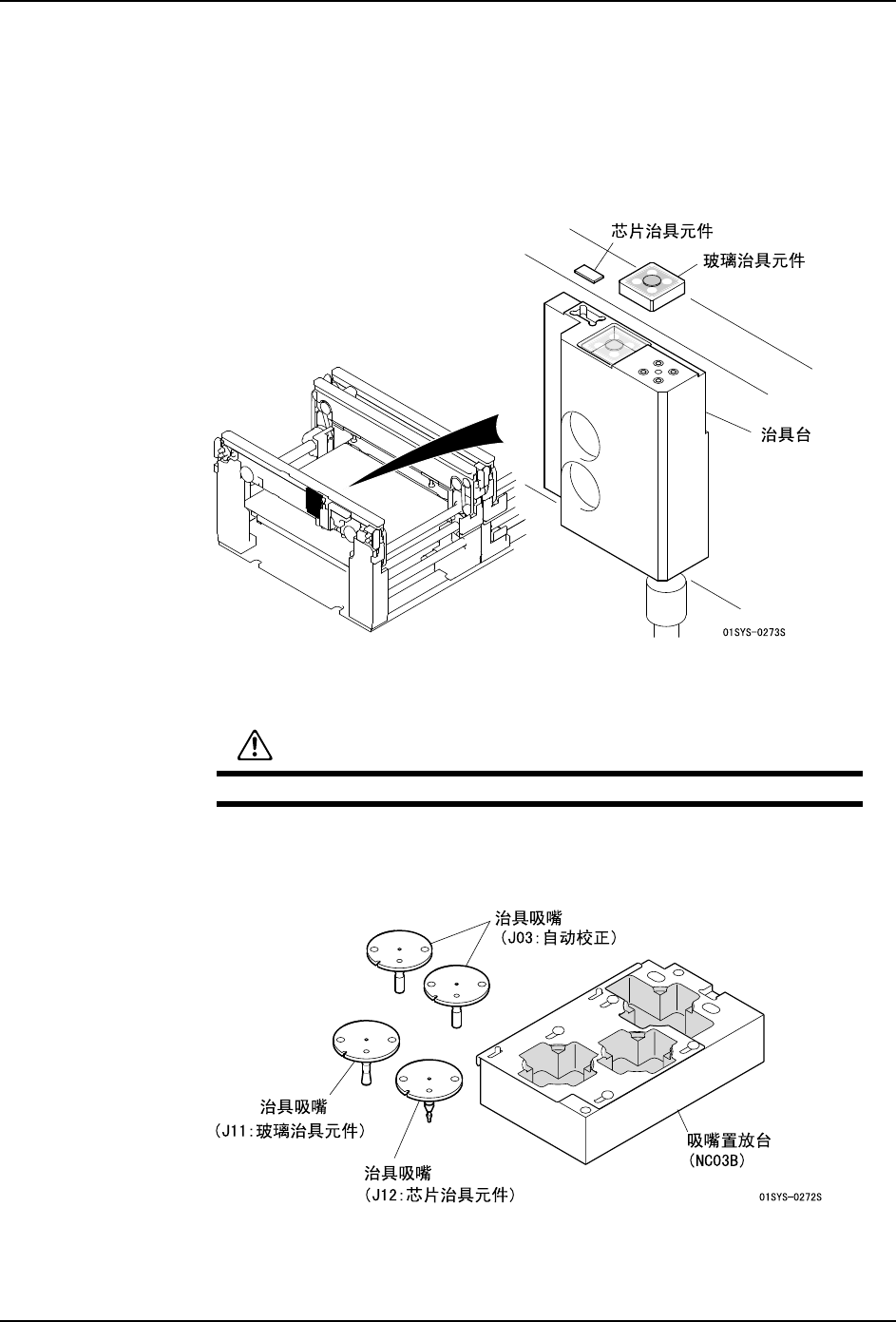
确认治具元件
在安装治具吸嘴时,建议同时确认设置在搬运轨道前面的治具元件。如果治具元件或治具台
上的定位点带有污垢,则请用棉签进行擦拭。
备注 ) 使用 H08(Q), H12HS(Q), V12, H24(G,S) 工作头生产时,请将不使用的玻璃元件治具不要安装到
治具台上。
运用 H02(F) 工作头和 NC03B 吸嘴置放台时的注意事项
使用 H02(F) 工作头时,使用 4 支治具吸嘴。
但是,在 NC03B 置放台内不能同时安装这些吸嘴。因此,首先安装通常的治具吸嘴进行自动
校正,完成后,安装混合校正用的治具吸嘴。测定和补正分 2 个步骤实施。
注意
请注意不要将治具元件掉到机器内。
4. 生产准备 SYS-NXT3c-007S0
152 NXT III/NXT IIIc 系统手册
4.11 更换工作头
将符合生产电路板的工作头安装到 XY 机械手上。
4.11.1 更换工作头时的注意事项
以下记述更换工作头时的注意事项。
注意
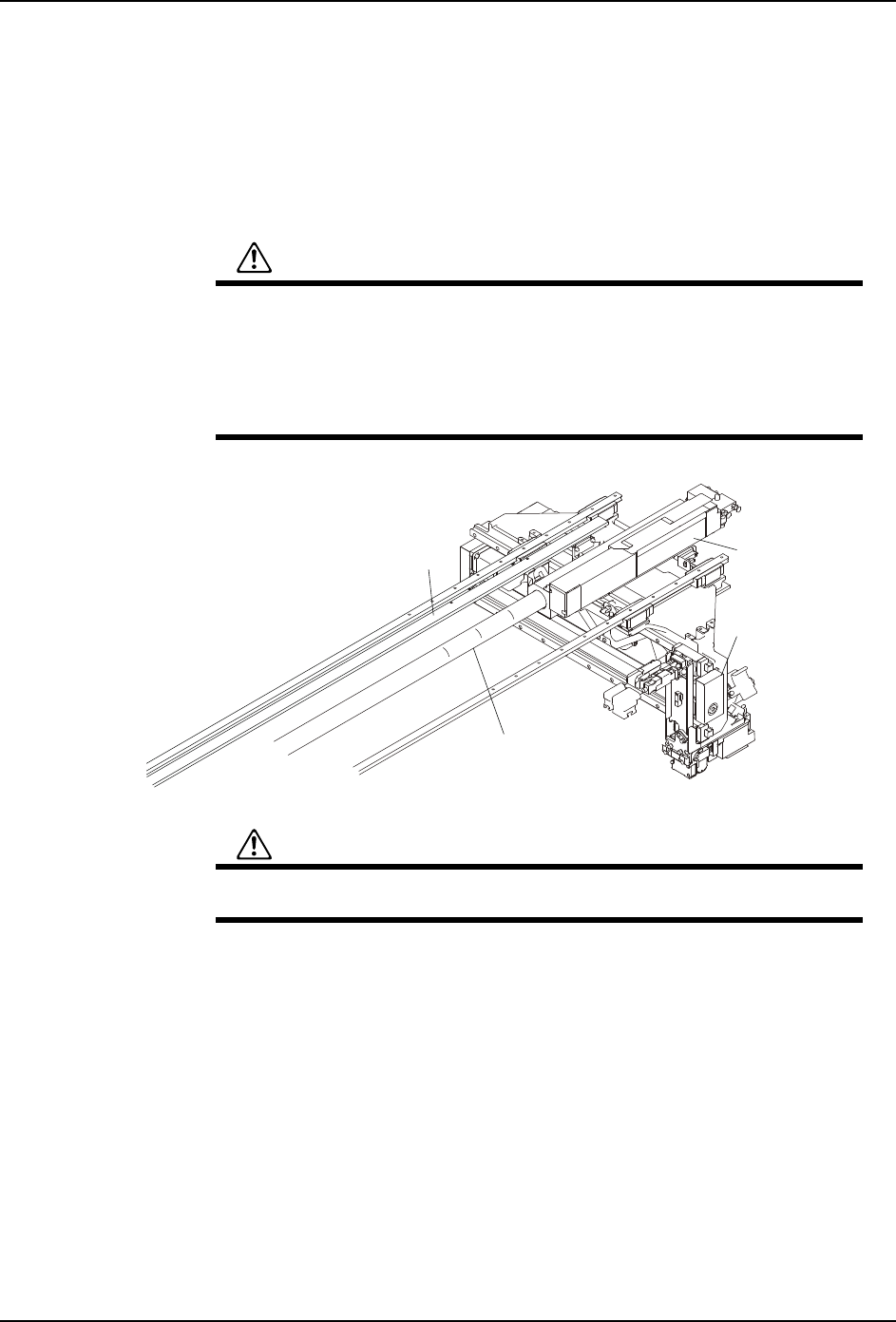
请不要将贴装工作头靠近 Y 坐标方向的轴。线性马达所产生的磁性有可能
使贴装工作头或轴受到损伤。另外,在安装 / 拆卸工作头时,请必须在工
作头的更换位置上进行。
另外,请注意避免轴碰撞线性标尺或损伤线性标尺。如果线性标尺损伤,
在运转时有可能发生错误而无法进行生产。这时,需要更换线性标尺。
注意
请不要生产中的电路板在模组内的状态下更换工作头。
如果有生产中的电路板时,请先取出以后更换工作头
。
01MEC-1374S
㒓䚼ߚ
㒓ᗻ偀䖒
;䕈啓䕂㔽
㒓ᗻᷛሎ
㒓ᗻ偀䖒
ϱᴴ
SYS-NXT3c-007S0 4. 生产准备
NXT III/NXT IIIc 系统手册 153
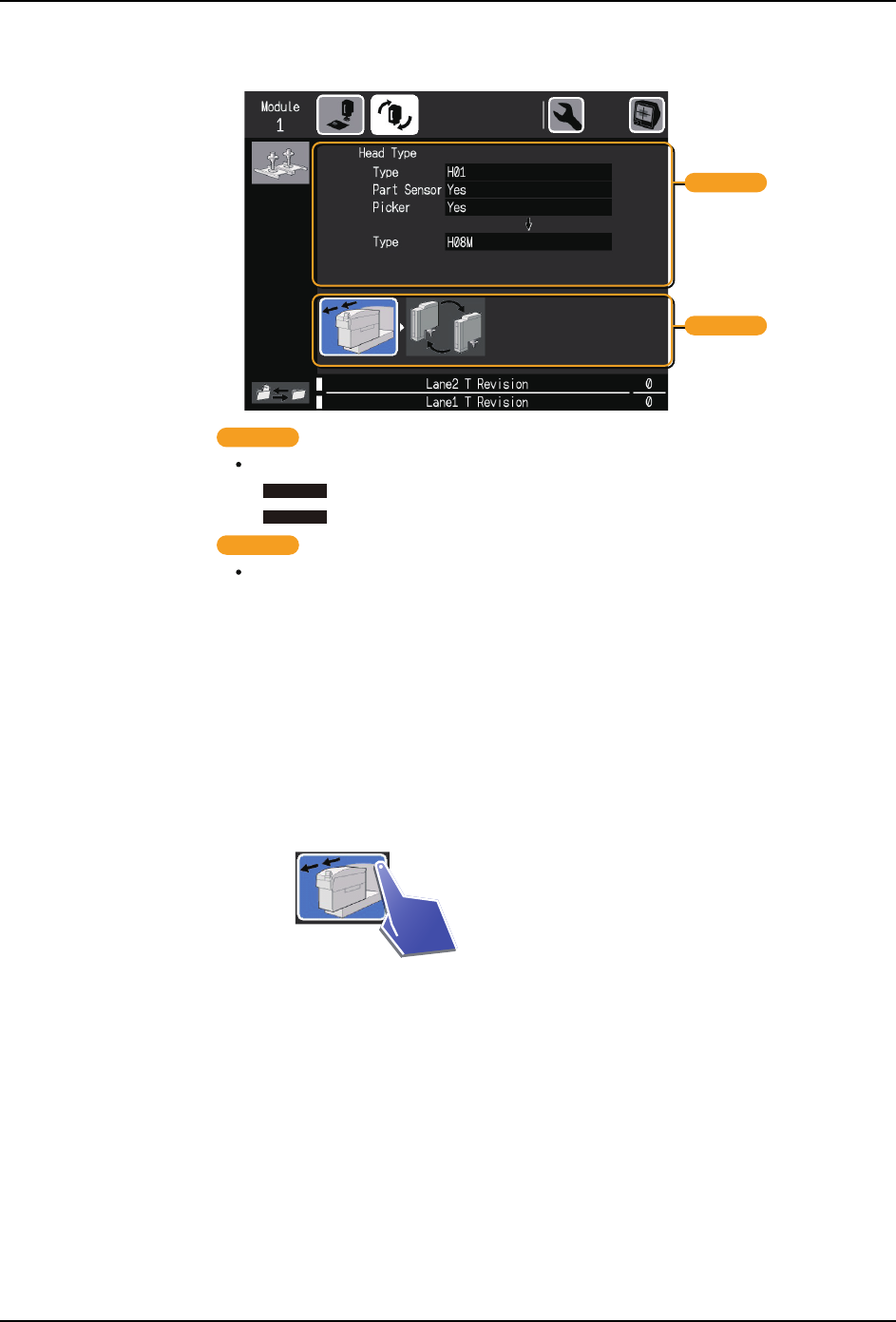
4.11.2 更换工作头向导画面
备注 ) 连接料盘装置的模组上首先会显示拆除料盘装置的向导。请请按照向导拆除料盘装置。
4.11.3 拆除和安装工作头
显示工作头更换向导后,请进行以下作业。
拆除步骤
1. 请拉出模组。
a. 请确认模组前面没有障碍物以后,按下 「模组拉出」按钮。
b. 握住模组的手柄,缓慢地拉出模组,直到碰到阻停块为止。
2. 在拆除 V12 工作头或 H08Q、H24(G,S) 工作头等带元件侧面识别功能的工作头的时候,请
确认搬运轨道宽度。
a. 如果搬运轨道宽度扩展到大于 230 mm 的宽度,请进入下一步骤。
b. 如果在搬运轨道宽度 230 mm 以下进行拆除时,需要移动贴装工作头的更换位置。详
细内容请参照 " 4.11.4 移动工作头的更换位置 "。
01SYS-0698S
֒ѐ亰ᓅ
ᴪᦘੇሲ
䴶㾷ᴪᦘѰᡶᱴ⽰Ⲻᐛ֒ཪ㊱ශࠋ
ᴪᦘੇሲ
ഴᖘ㺞⽰䴶㾷䘑㺂Ⲻ֒ѐȾ䈭ԄᐜםⲺ֒ѐᔶခࠋ
֒ѐ亰ᓅ
㸸㺞⽰ᑜ᭥᫇䬶Ⲻᐛ֒ཪࠋ
㸸㺞⽰ᑜᴿᰖݹԬ⺤䇚ՖಞⲺᐛ֒ཪࠋ
Part Sensor
Picker
01SYS-0926