52986107 中文版教学.pdf - 第11页
排序机 / 送料器 (分配头)调校 第 7 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 拆卸跳线送料器 (分配头)并调整切刀 步骤 1. 按下机器急停开关。 2. 松开固定螺丝。 3. 向外拉送料器,使棘轮脱离棘爪 ,并使定位销脱离排序机的前面板。 4. 检查是否已正确调整切刀齿轮和 剪切套。剪切套应紧靠切刀齿轮表面。 5. 如果剪切套没有正确地调整为紧 靠切刀齿轮,则执行…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
6
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
跳线调校 (选件)
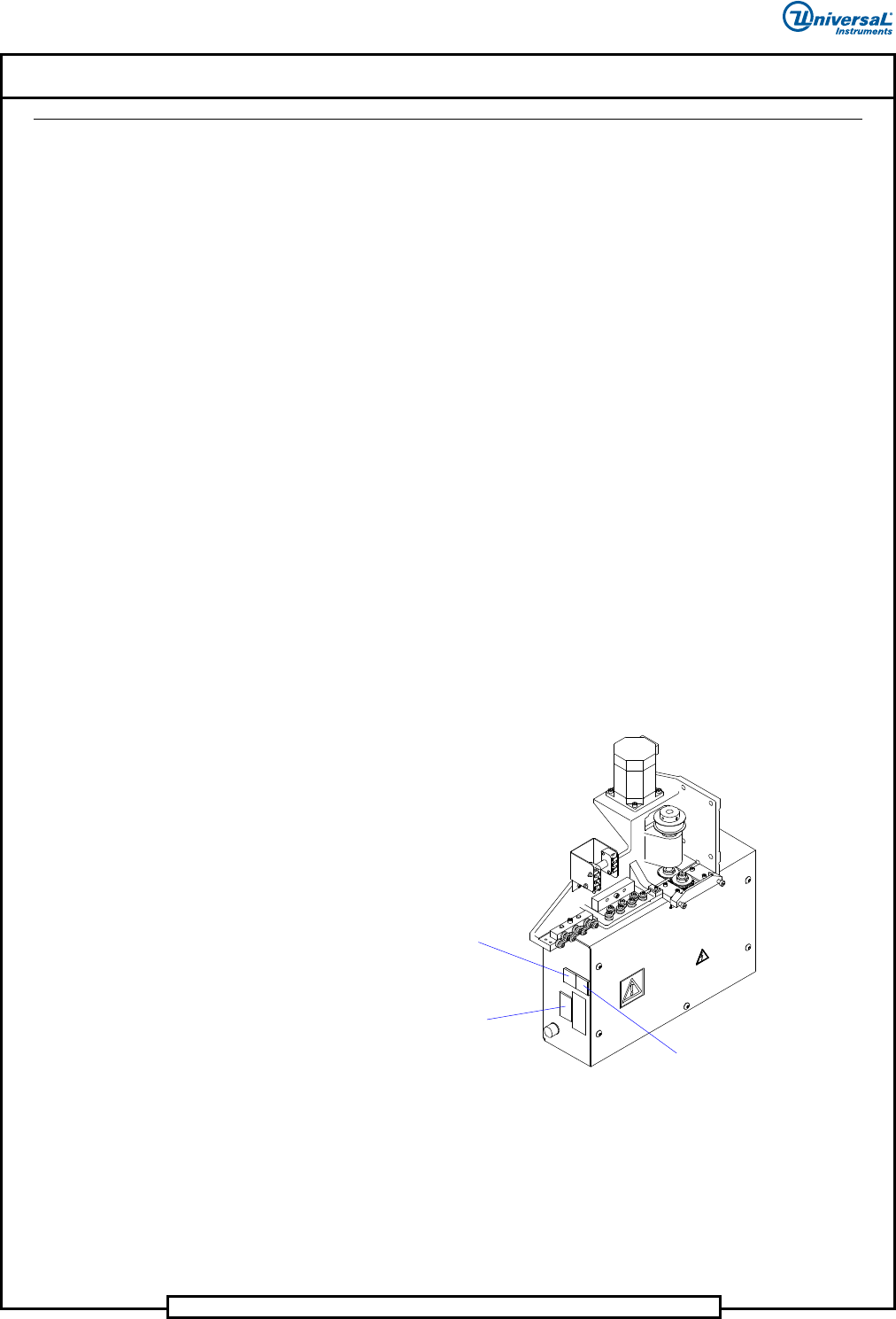
跳线是 VCD 机器的一项可选功能。如果安装了此选件,请立即执行跳线调校。
跳线送料长度调整
目的
跳线送料器出厂前已完成调校,不需要进行任何调整。如果分类选择开关未提
供需要的送料长度,则可以通过调整指轮开关选择来缩短或增加送线长度。
步骤
1. 确保已执行操作文档中详细说明的生产调校步骤。
2. 机器开机后,按下送料器上的送线开关,直至跳线送料器切下若干个
线长。
3. 按下机器急停开关。
4. 拆下第二个分配位置的送料器,即紧靠跳线送料器前方的送料器。
5. 取出已分配到排序机链条的跳线。
6. 检查跳线长度并根据需要调整指轮开关。每个分类的标称设置是指轮开关
上数字 7 对应的设置。指轮开关针对 A 类进料提供 .004 in. (0,1mm) 增量,
针对 AAA 类进料提供 .002 in. (0,05mm) 增量。
7 如果跳线长度不对,则重复该步骤。
8 松开机器急停开关并继续正常操作。
9 步骤结束。
Class Selection Switch
Thumbwheel Switch
Wire Feed Switch
Jumper Wire Feeder Controls
分类选择开关
指轮开关
送线开关
跳线送料器控件
排序机 / 送料器 (分配头)调校
第
7
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
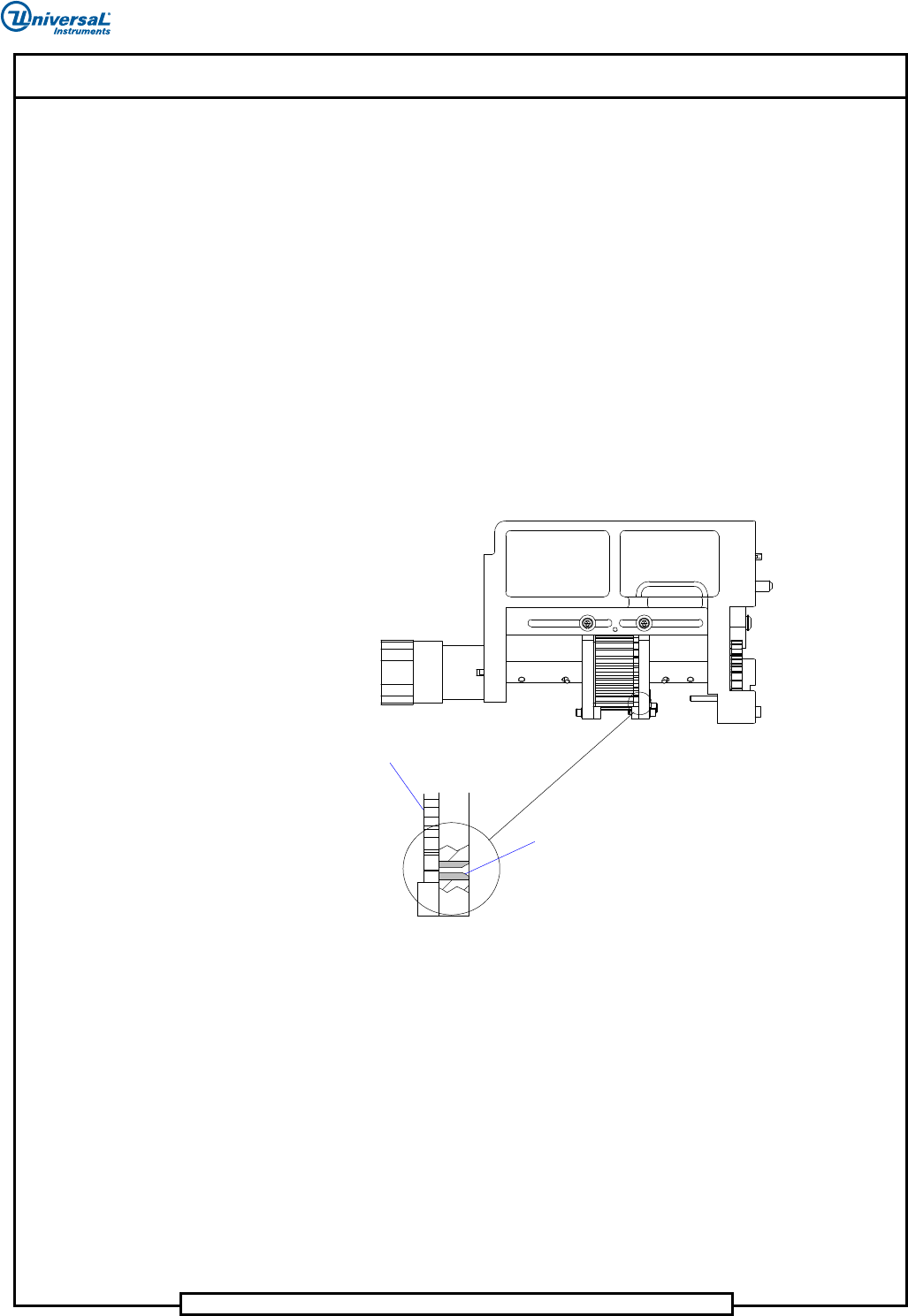
拆卸跳线送料器 (分配头)并调整切刀
步骤
1. 按下机器急停开关。
2. 松开固定螺丝。
3. 向外拉送料器,使棘轮脱离棘爪,并使定位销脱离排序机的前面板。
4. 检查是否已正确调整切刀齿轮和剪切套。剪切套应紧靠切刀齿轮表面。
5. 如果剪切套没有正确地调整为紧靠切刀齿轮,则执行下列操作。
a. 拧松左侧支座上的固定螺丝。
b. 调整剪切套,使其紧靠切刀齿轮。
c. 拧紧左侧支座上的固定螺丝。
6 将送料器安装到位,并用上紧固定螺丝。
7 松开机器急停开关并继续正常操作。
步骤结束。
Shear Quill
Cutter Sprocket
Cutter Sprocket Adjustment
切刀齿轮
剪切套
切刀齿轮调整
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
8
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
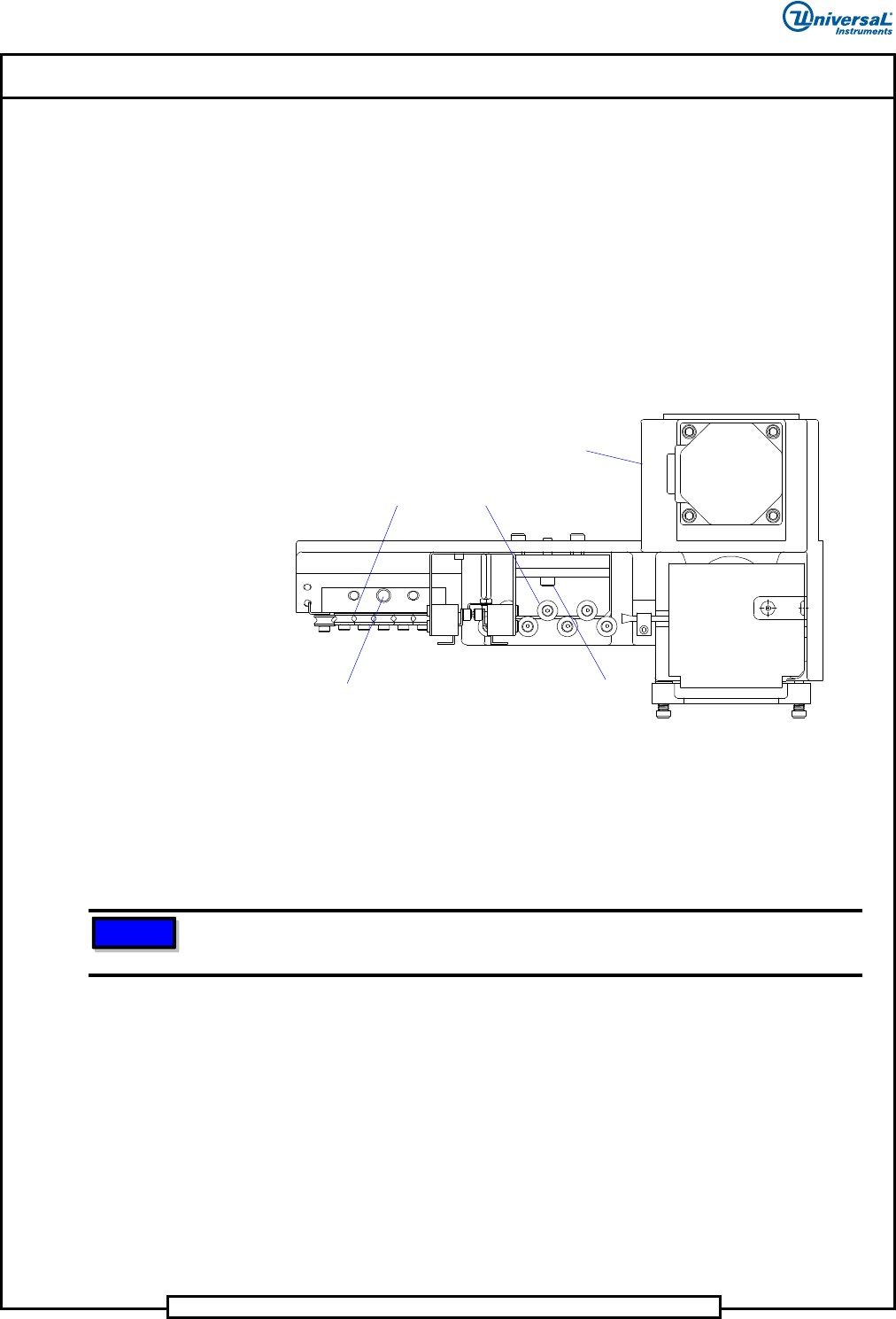
跳线校直器调整
目的
如果更改了跳线尺寸,或者跳线没有正确地接触校直器上的所有滚轮,则继续
执行下列步骤以调整跳线校直器。
步骤
1. 拧松调整螺丝,直至跳线仅接触到几个滚轮。
2. 拖拉进料滚轮,使其离开传动轮,然后逐渐拧紧调整螺丝,并往返滑动
跳线。
3. 继续调整螺丝,直至所有滚轮均接触到跳线。滚轮如果接触到跳线,会在
往返移动跳线时转动。
4. 最优送线方式会令跳线形成轻微的向上弯曲。要做到这一点,在达到以上
步骤 3 所述的设置后,将左侧调整螺丝额外拧紧八分之一到四分之一圈。
步骤结束。
张紧跳线送料器传动皮带
任何时候如果怀疑跳线送料器皮带由于拉伸的原因出现松弛或更换了跳线送料
器皮带,都应该执行下列步骤来设置皮带张紧度。
目的
正确地张紧跳线送料器传动皮带。
Feeder Drive
Assembly
Wire Straighteners
Left Adjustment
Screw
Wire Straightener Adjustment
Right Adjustment
Screw
进料器传动组件
跳线校直器
左侧调整螺丝
右侧调整螺丝
跳线校直器调整
在执行初步调校后,运行若干插件动作并检查插件质量。如果没有达到需要的效果,
则重新调整滚轮,直至达到需要的效果。
注意