52986107 中文版教学.pdf - 第15页
排序机 / 送料器 (分配头)调校 第 11 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 4. 调整惰轮弹簧张力调整螺栓, 直至将弹簧压缩到总长度 1.54 in. (39,1 mm) 。 5. 拧紧锁紧螺母以保证弹簧张力。 6. 装回并固定排序机急停开关盖板 组件。 步骤结束。 将插件头传动链轮与槽轮对正 此步骤 用于正确地将插件头传动链轮与槽轮对 正。 专用工具 • 调…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
10
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
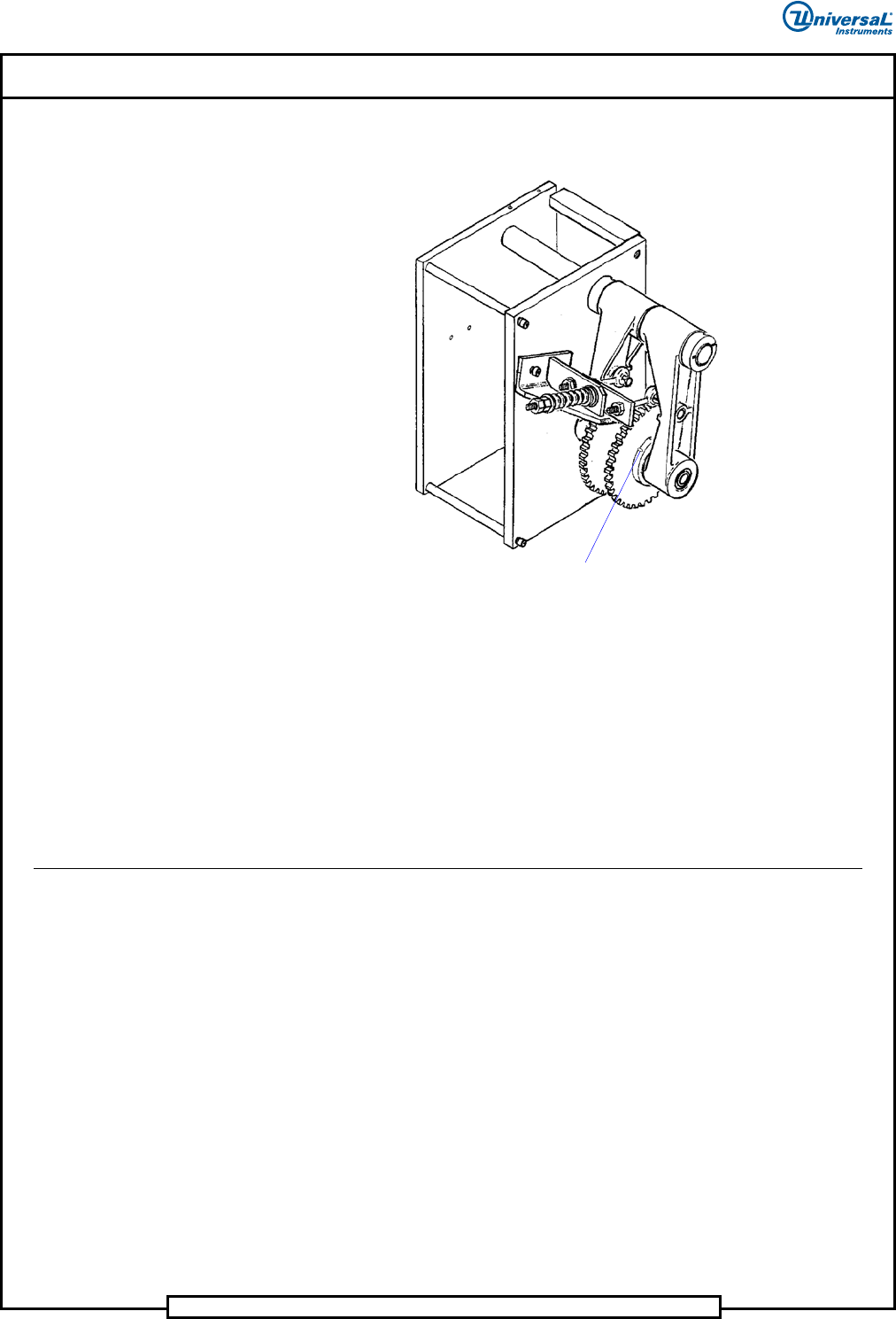
3. 拧松用于固定每个惰轮的固定螺丝。
4 在调整惰轮位置的同时,手动推进排序机链条,直至每个链条都能平滑地
滑进导轨。
5 拧紧固定螺丝,将每个惰轮固定到位。
6 装回并固定排序机急停开关盖板组件。
步骤结束。
排序机惰轮弹簧张力调整
目的
使排序机链条保持恒定的压力。这样可以确保元件在排序机链条上保持正确的
位置。排序机惰轮位于最后一个排序模块的末端。
先决条件
将排序机惰轮与链条导轨对正
步骤
1. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
2. 拆下排序机急停开关盖板组件。
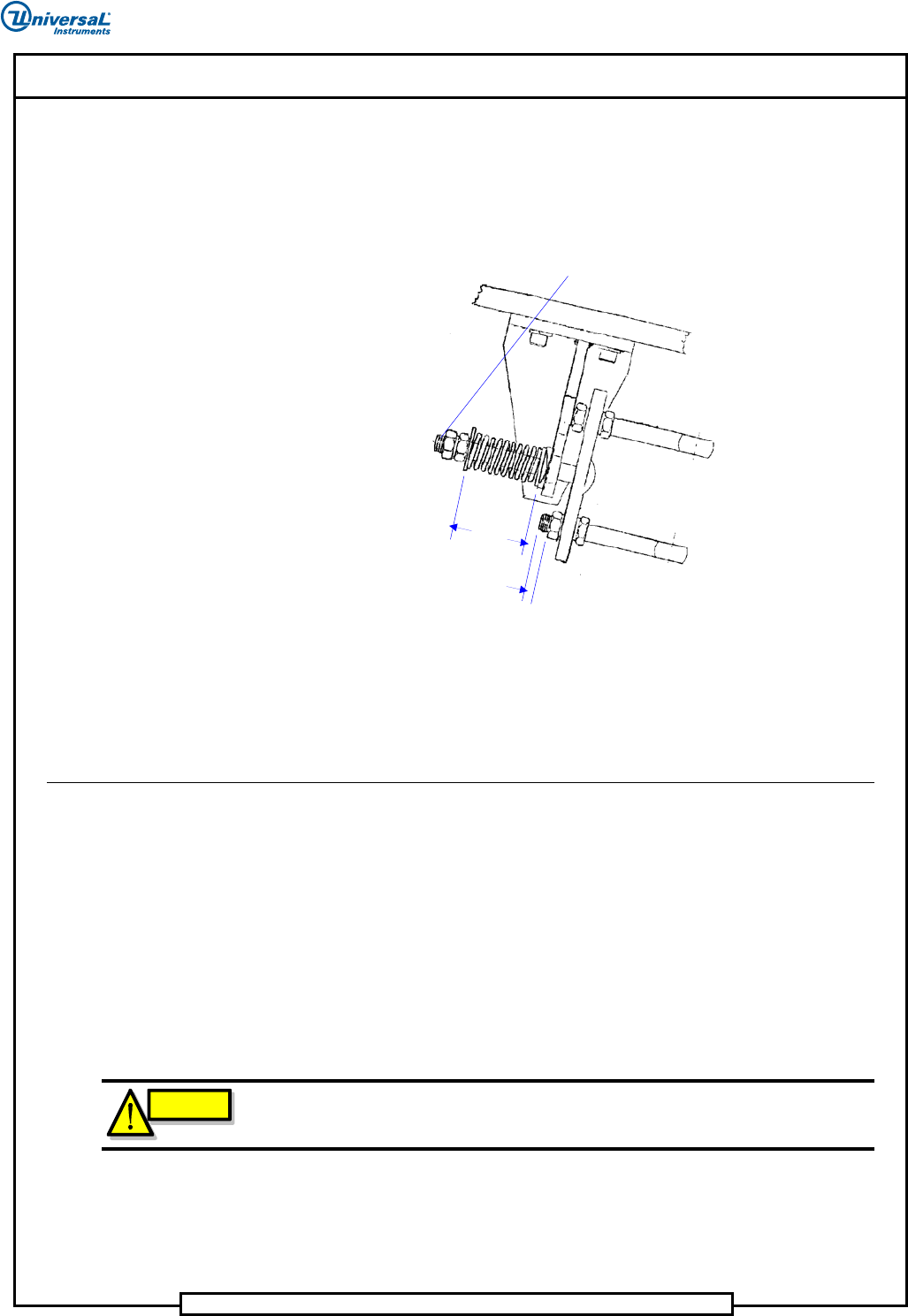
3. 拧松惰轮弹簧张力调整螺栓上的锁紧螺母。
Set Screw
Sequencer Chain Idler Sprocket
固定螺丝
排序机链条惰轮
排序机 / 送料器 (分配头)调校
第
11
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
4. 调整惰轮弹簧张力调整螺栓,直至将弹簧压缩到总长度 1.54 in. (39,1mm)。
5. 拧紧锁紧螺母以保证弹簧张力。
6. 装回并固定排序机急停开关盖板组件。
步骤结束。
将插件头传动链轮与槽轮对正
此步骤用于正确地将插件头传动链轮与槽轮对正。
专用工具
• 调校销 (40968201)
• 标准销 .342 英寸直径 x 4.00 英寸长度 (40968516)
要对正插件头传动链轮,请执行下列操作:
1. 按照 《
机器操作指南
》中的说明关机。
1.54
3/16"
Idler Spring Tension Bolt
Idler Spring
Tension Bolt
惰轮弹簧张力螺栓
惰轮弹簧张力螺栓
CAUTION
不要拧松用于固定调整套的螺丝。拧松调整套会导致无法对正,并需要再次执行调整
步骤。
小心
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
12
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
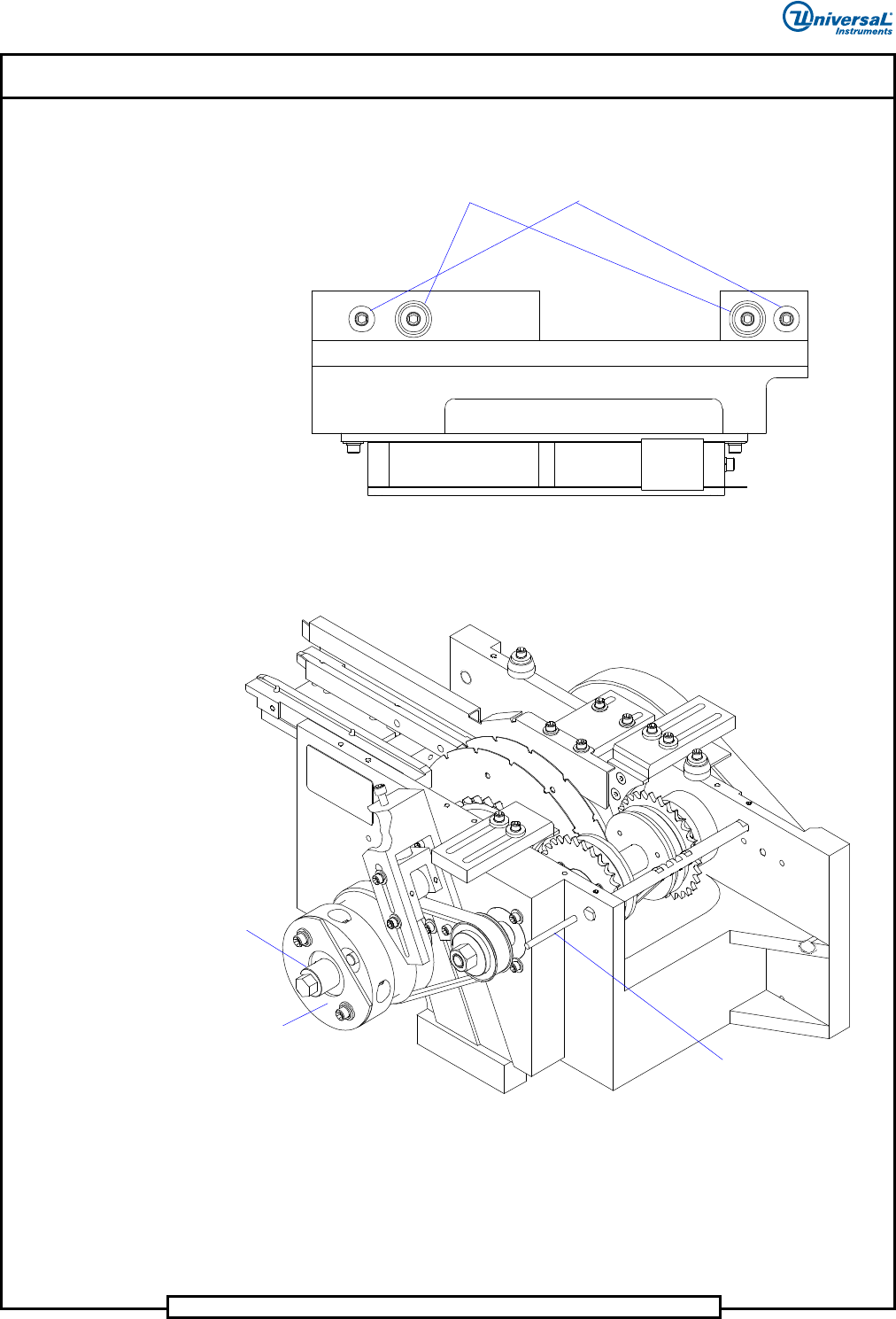
2. 取下上导向块组件中的 2 颗凹头螺丝,然后拆下上导向块组件。
Adjusting Sleeves
Socket Head
Cap Screws
Top View of Top Guide Assembly
调整套
凹头螺丝
上导向块组件的顶视图
Set Up Pin
Sequencer
Drive Shaft
Timing Hub
Set Up Pin in Chain to Chain Transfer Assembly
同步轴
调校销
排序机传动轴
链到链传送组件中的调校销