52986107 中文版教学.pdf - 第36页
插件头调校 本文档支持 VCD/ 排序机。 第 32 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 插件头调校 插件头跨距轴调整 目的 此步骤旨在确保正确地设置插件 头跨距轴。 专用工具 调校工具 • ( 43806307 - 长引脚刀具) • ( 43806311 - 标准、 5mm 和 5.5mm 刀具) 调整步骤 1. 按下 STOP 按钮。 2. 按照 操作手册 中的详细说明按下机器急停开关 。 …
排序机 / 送料器 (分配头)调校
第
31
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
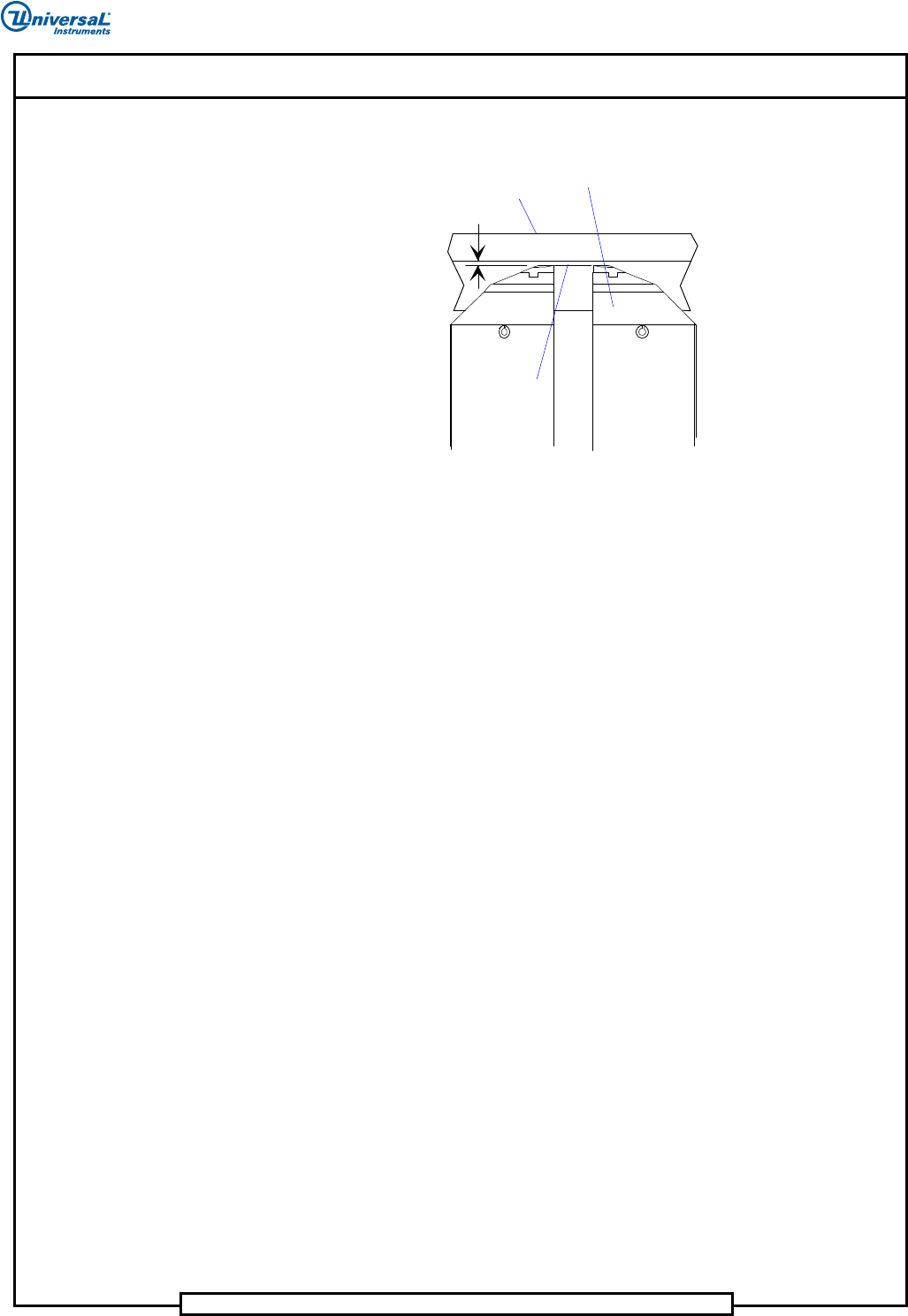
13 检查砧座高度是否相等 (彼此的容差范围不超过 .002 in. (,05mm))。 如 果
砧座高度不相等,则拧松用于将砧座固定到摇臂导向组件的三颗螺丝,
并根据需要进行调整。拧紧螺丝,将砧座固定到位。
14 在 Set Up Critical Axis Positions(调校主轴位置)屏幕中,单击
Up(上位)
行的
Set (设置)按钮。
15 在 Set Up Critical Axis Positions(调校主轴位置)屏幕中,单击
Exit & Save
(退出并保存)
。
16 如果不需要执行其他调校,则退出 IM Diagnostics 功能。
步骤结束。
Anvil
Printed Circuit
Board
.004"
A
nvil Height Adjustment
Anvil Heights to
be equal within
.002"
印刷电路板
砧座
砧座高度应
相等,容差
范围为 .002"
砧座高度调整
插件头调校
本文档支持 VCD/ 排序机。
第
32
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
插件头调校
插件头跨距轴调整
目的
此步骤旨在确保正确地设置插件头跨距轴。
专用工具
调校工具
• (43806307 - 长引脚刀具)
• (43806311 - 标准、 5mm 和 5.5mm 刀具)
调整步骤
1. 按下 STOP 按钮。
2. 按照
操作手册
中的详细说明按下机器急停开关。
3. 检查凸缘和挡环之间是否存在引脚或其他碎屑,并根据需要进行清理。
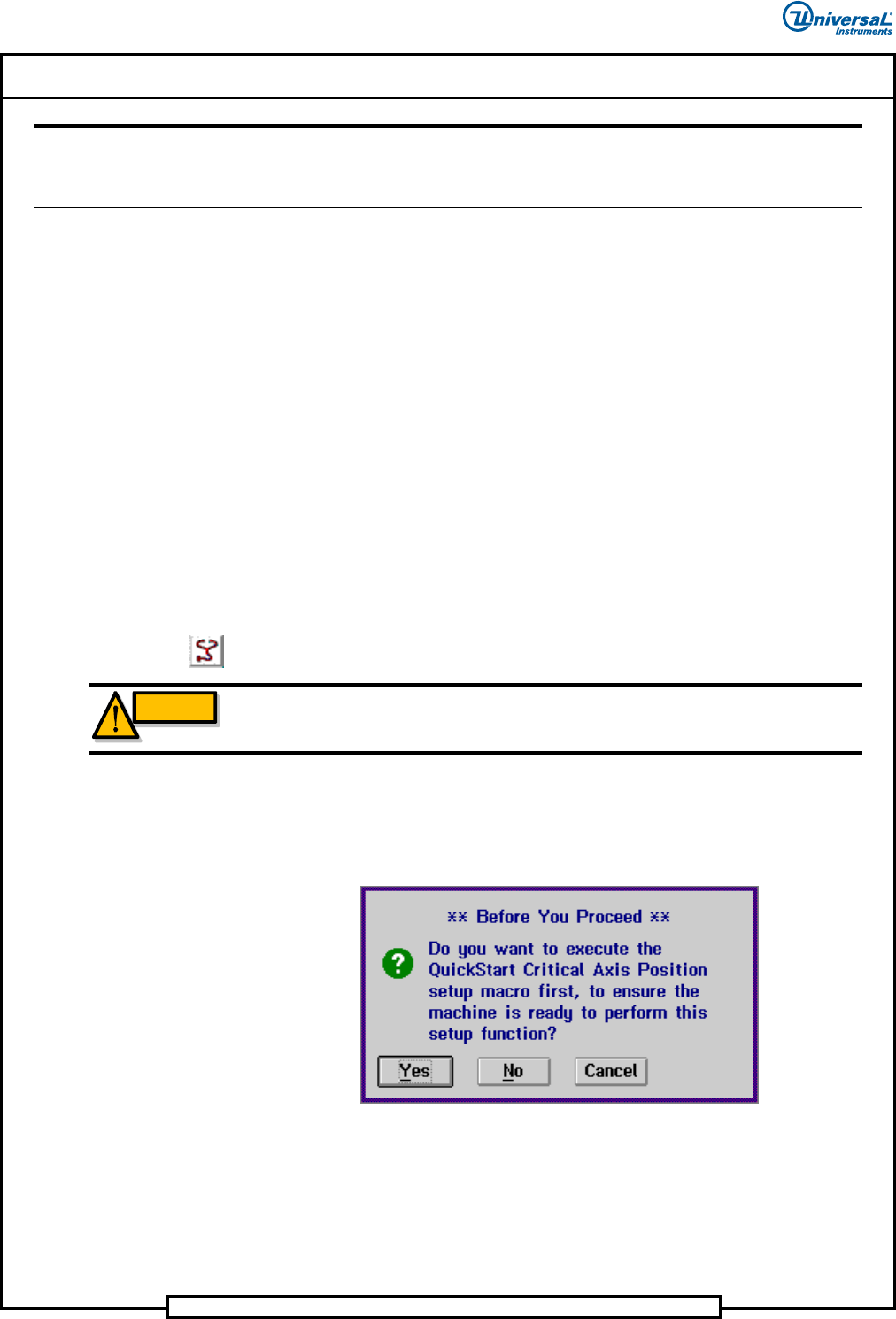
4. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
5. 松开机器急停开关并按下
INTLK RESET 按钮。
6. 在 IM Diagnostics 完成初始化后,选择下列选项:
Machine Set Up(机器调校)
> Critical Axis Positions (主轴位置)
。随即显示下列消息。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。执行下列步骤时务必小心,以免
造成人身伤害和设备损坏。
警告
插件头调校
第
33
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
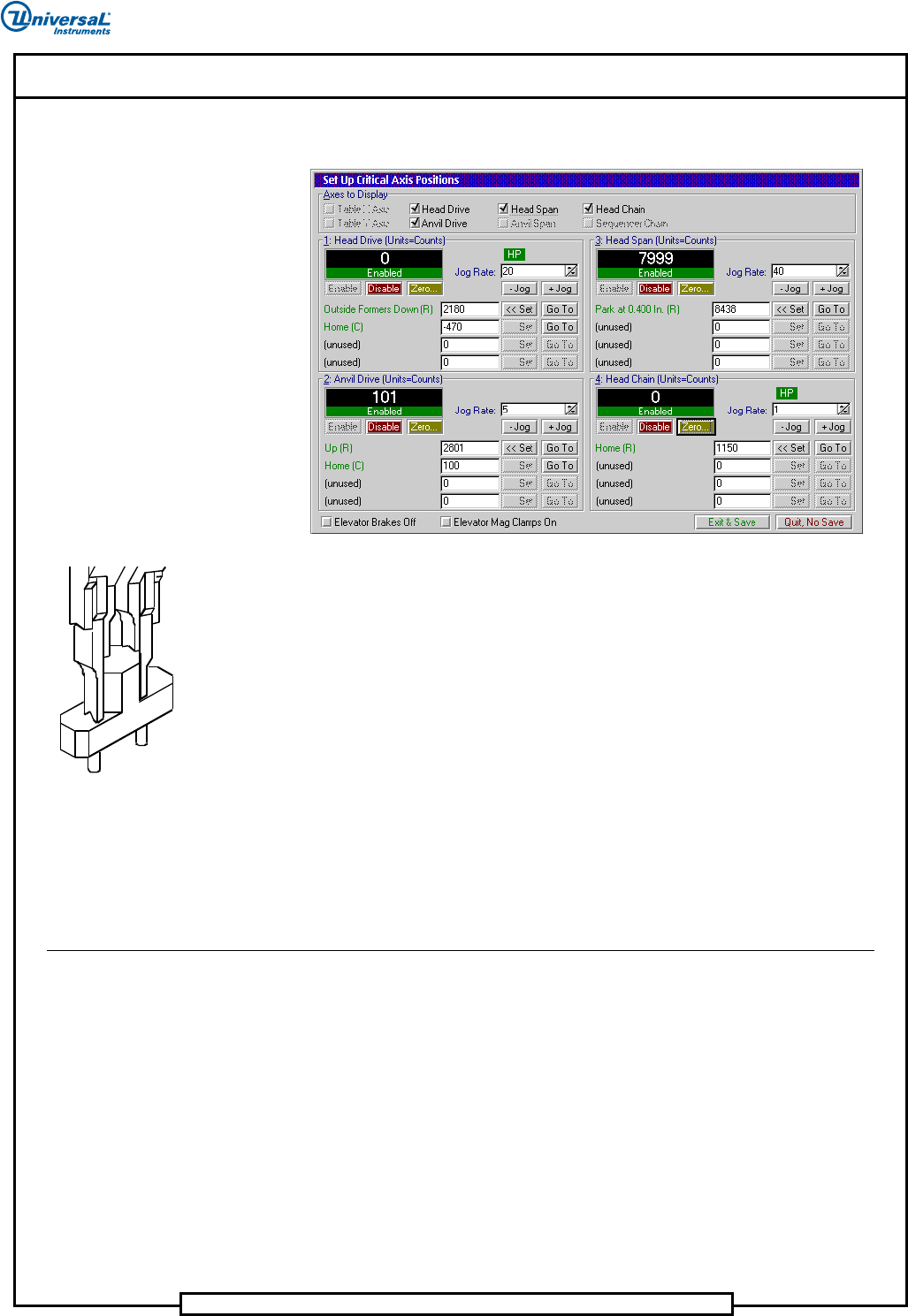
7. 单击 Yes (是)。这会将所有轴归零。随即显示下列屏幕。
8. 使用 5/16 内六角扳手手动降低插件头,直至降下外成型器。
9. 选择
Head Span(插件头跨距),然后单击 Enable(启用)以启用跨距驱动。
10. 将调校工具放在外成型器之间,并将 Rate (速率)设为 .001,然后单击
-
Jog (- 微调)
,直至工具固定到位。单击 + Jog (+ 微调),直至工具从外
成型器掉落下来。单击一次
- Jog (- 微调)。
11. 单击 Park at 0.400 In (在 0.400 英寸处停下) 行中的
Set (设置)按钮。
12. 选择
Exit & Save (退出并保存) ,以保存设置并退出 Set Up Critical Axis
Positions (调校主轴位置)屏幕。
13. 如果不需要执行其他调校,则退出 IM Diagnostics 功能。
步骤结束。
插件头驱动位置调校
目的
在重新组装驱动小齿轮和插件驱动伺服马达后,需要调校插件头驱动主轴
位置。
调整步骤
1. 按下 STOP 按钮。
2. 按照
操作手册
中的详细说明按下机器急停开关。
3. 从 X-Y 工作台拆下工装板夹具 (如果已安装)。