52986107 中文版教学.pdf - 第62页
剪脚器调校 本文档支持 VCD/ 排序机。 第 58 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 9 检查切刀是否与切刀衬套顶部以 下 0,25m m (.01 in.) 位置平齐。 参考以下详 图 A 。 10 如果没有平齐 ,则拧松用于将内向冲程调整螺丝 固定到位的两颗凹头 螺丝。 11 旋转内向冲程调整螺丝以实现该设置,然后拧紧用于固 定内向冲程调整螺 丝的凹头螺丝。 12 对于约 45° 的剪脚…
剪脚器调校
第
57
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
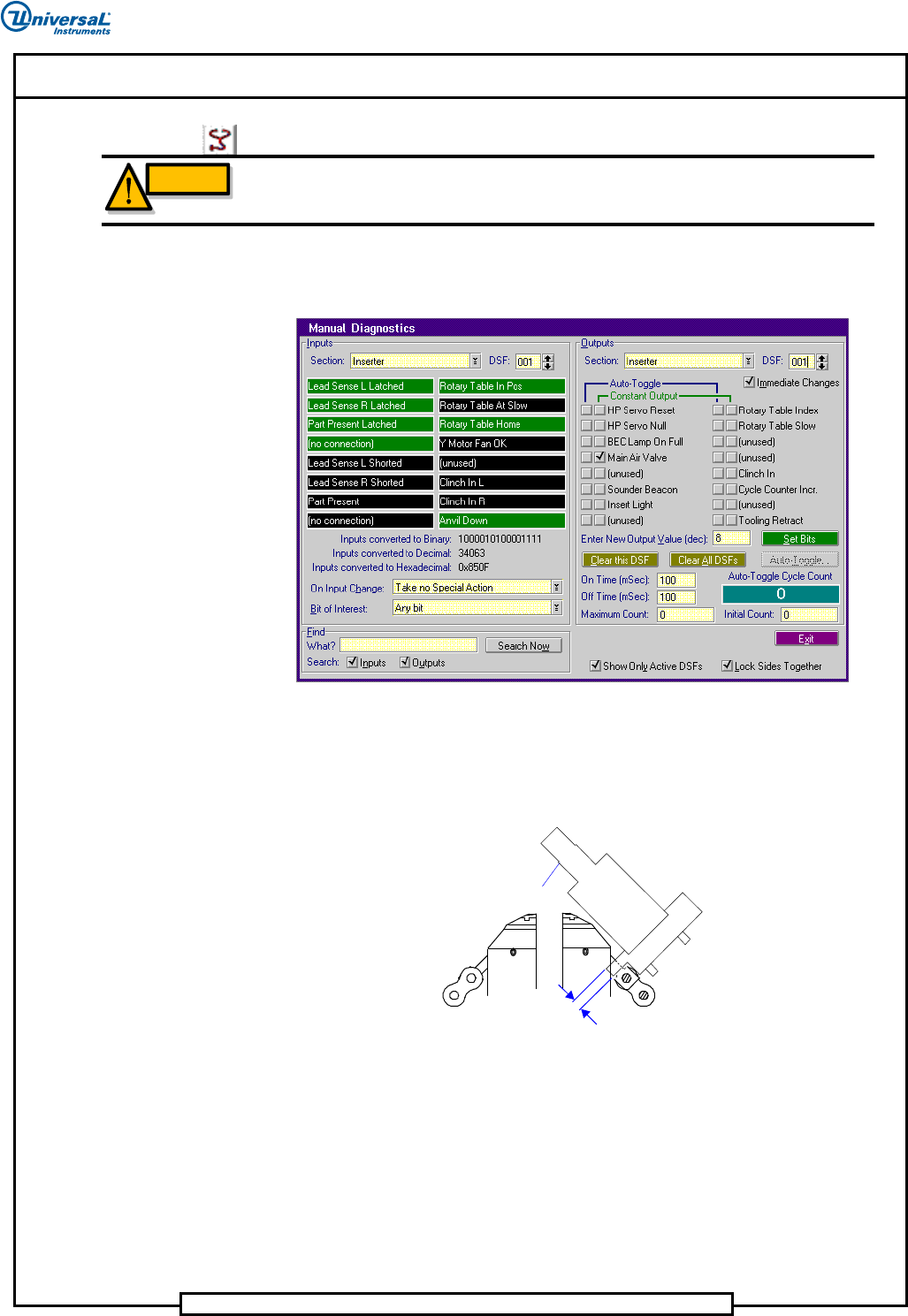
3. 单击 IM Diagnostics 图标。等待启动 IM Diagnostics。
4. 在 IM Diagnostics 完成初始化后,选择
Diagnostics (诊断) > Manual
Diagnostics(手动诊断)
。随即显示 Manual Diagnostics(手动诊断)屏幕。
5. 松开机器的急停开关并按下
INTLK RESET 按钮。
6. 在 Manual Diagnostics (手动诊断)屏幕的 Output (输出)侧,选择以下
选项。
Section (部分) > Inserter (插件主机)。
.
7 在 Manual Diagnostics (手动诊断)屏幕的 Output (输出)侧,将
DSF 选
项滚动至设定值
1。
8 在 Constant Output (恒定输出)列中,单击
Clinch In (剪脚到位)选项按
钮。这将使左侧剪脚器切刀移至完全伸出位置。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。执行下列步骤时务必小心,以免造
成人身伤害和设备损坏。
Clinch Set Up Tool
.094" Ref.
45° Clinch Angle Set Up
剪脚器调校工具
.094" 参考值
45° 剪脚角度调校
警告
剪脚器调校
本文档支持 VCD/ 排序机。
第
58
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
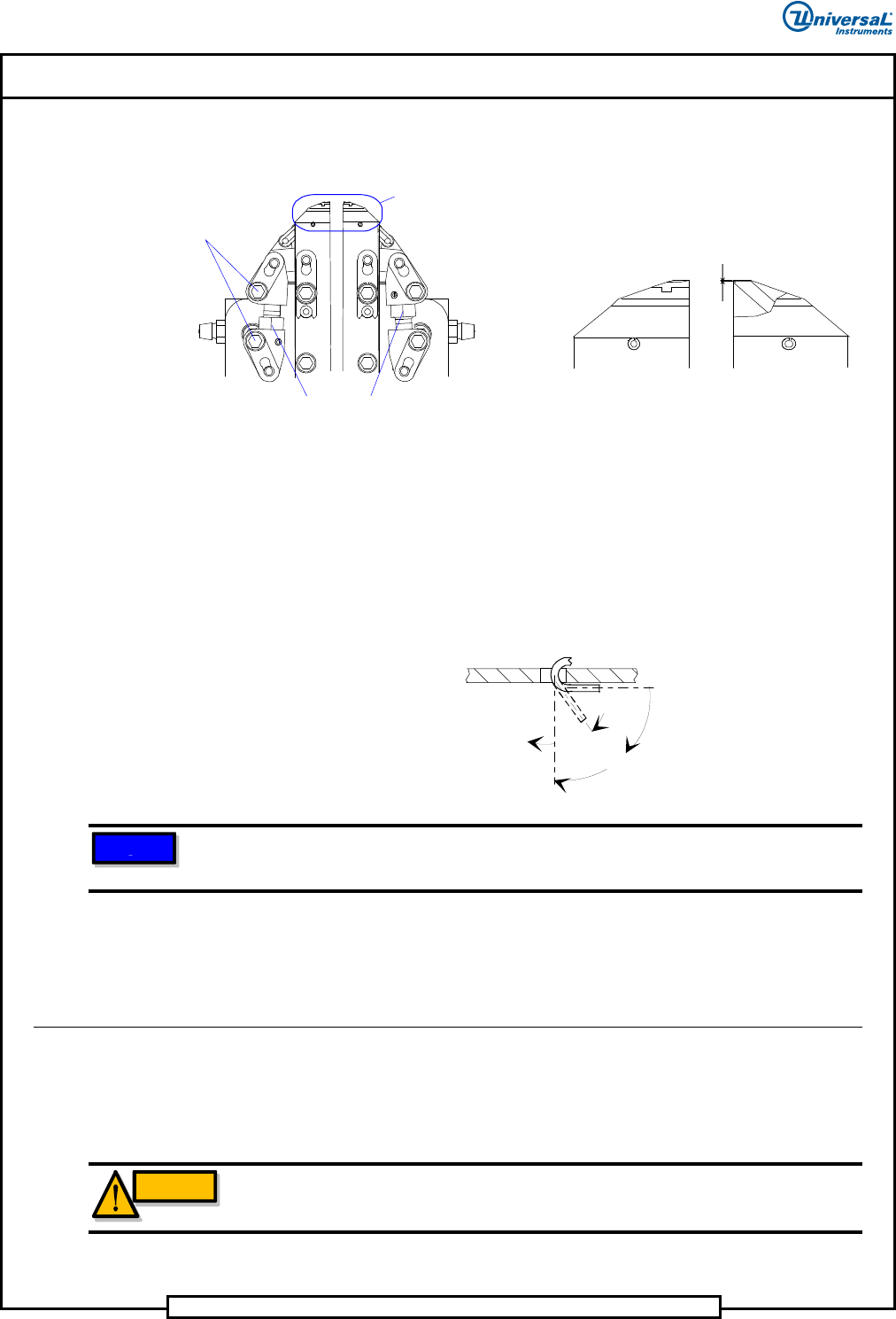
9 检查切刀是否与切刀衬套顶部以下 0,25mm (.01 in.) 位置平齐。参考以下详
图 A。
10 如果没有平齐,则拧松用于将内向冲程调整螺丝固定到位的两颗凹头
螺丝。
11 旋转内向冲程调整螺丝以实现该设置,然后拧紧用于固定内向冲程调整螺
丝的凹头螺丝。
12 对于约 45° 的剪脚角度,使用剪脚器调校工具的 .094 英寸侧(如图所示)。
设置内向冲程调整螺丝,以获得 .094 英寸尺寸。
13 退出 IM Diagnostics 功能。
步骤结束。
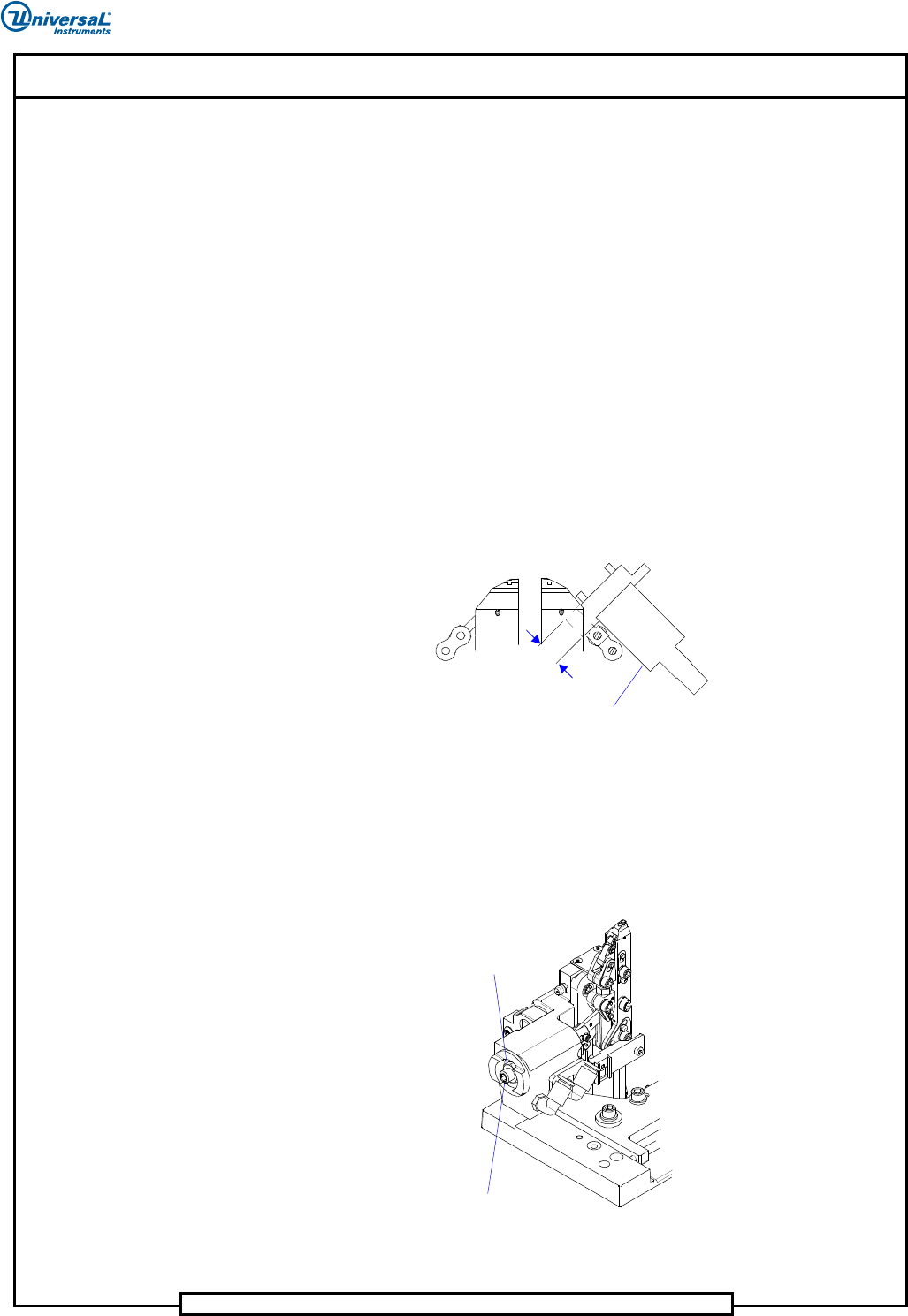
切刀回程调整
目的
此步骤旨在调整切刀回程顶丝,以确保正确的切刀回程。
专用工具
Detail
A
Detail
A
.25 mm (.01 in)
Socket Head
Cap Screws (4)
In Stroke
Adjustment Screws (2)
Cutter Adjustments
凹头螺丝 (4)
切刀调整详图 A
详图 A
.25 mm (.01 in)
内向冲程调整螺丝 (2)
90° Clinch
45°
Clinch
45° 剪脚
90° 剪脚
此调整提供九十度剪脚,引脚平靠在板上。要将剪脚角度减小至朝向 45 度方向,必须
将切刀调整到切刀衬套顶部以下更低的位置。
WARNING
在执行以下调整时,必须同时接通气源和电源。
注意
警告
剪脚器调校
第
59
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
• 剪脚器调校工具 (47490803)
• 剪脚器维修扳手 (30685901)
• 六角扳手 (30685801)
调整步骤
1. 将 STOP 按钮按到点亮位置。
2. 按照
操作手册
中的详细说明按下机器的急停开关。
3. 如果已安装工装板夹具,则将其拆下。
4. 单击屏幕
Table X Axis(工作台 X 轴)和 Table Y Axis(工作台 Y 轴)部分的
Disable (禁用)按钮。
5. 松开机器的急停开关并按下
INTLK RESET 按钮。
6. 确保砧座已完全降下,并且切刀处于其原点位置,然后使用剪脚器调校工
具检查该尺寸是否为 0.255 +/- 0.005 英寸。
7 如果切刀处于指定的尺寸范围内,则继续步骤 12。
如果必须调整切刀回程,则继续步骤 8。
8 使用剪脚器维修扳手拧松固定螺母。
Clinch Set Up Tool
.
2
5
5
"
R
e
f
.
Cutter Backstroke Adjustment
剪脚器调校工具
切刀回程调整
.
2
5
5
"
参
考
值
Jam Nut
Set Scre
w
锁紧螺母
顶丝