52986107 中文版教学.pdf - 第71页
X 轴和 Y 轴调校 第 67 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 6 单击 YES (是) 。 这会归零并停止所有轴。 完成时, X 和 Y 轴应停在 10 x10 英寸位置。 7 随即显示 Using the Critical Positi on Setup (使用主位置调校)对话框。单 击 OK (确定) 以确保安全。 8 对头的跨距轴选择 Disab (禁用…
X 轴和 Y 轴调校
本文档支持 VCD/ 排序机。
第
66
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
X 轴和 Y 轴调校
目的
此调整旨在确保 X-Y 轴工作台的定位与程式指定的坐标一致。
如果任何编码器没有对正,工作台位置就无法与程式值一致。
先决条件
• 机器的急停开关已按下
• 转台已对正。
• 插件头跨距调整步骤已完成。
专用工具
BEC 调校模板
调校工具:
43806307 (用于大引脚刀具)
43806311 (用于标准、 5mm 和 5.5mm 刀具)
X 和 Y 轴编码器调整
1. 确保插件头和剪脚器刀具已回撤,以防在定位系统运动时对插件刀具造成
可能的损坏。
2. 将调校模板放在转台上,使用定位销将其固定到位。
3. 松开机器的急停开关并按下
INTLK RESET 按钮。
4. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
5 在完成 IM Diagnostics 初始化后,从菜单栏中选择
Machine Setup(机器调校)
> Critical Axis Positions (主轴位置)
。随即显示下列消息。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。
执行下列步骤时务必小心,以免造成人身伤害和设备损坏。
警告
X 轴和 Y 轴调校
第
67
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
6 单击 YES(是)。这会归零并停止所有轴。完成时,X 和 Y 轴应停在 10 x10
英寸位置。
7 随即显示 Using the Critical Position Setup (使用主位置调校)对话框。单
击
OK (确定)以确保安全。
8 对头的跨距轴选择 Disab (禁用)按钮使其不带电,将调校工具插入插件
头刀具,然后手动闭合跨距轴以夹住调校工具。
9 手动降低插件头,使调校工具正好对正模板上方。如果调校工具的销能伸
入孔中而不会碰到或弯曲,则无需调整。否则继续进行第 10 步。
10 在 Table X Axis(工作台 X 轴)和 Table Y Axis(工作台 Y 轴)的增
量组框中,将 Jog Rate (微调速率)设为 .001 英寸。分别微调 X 和 /
或 Y 轴,直至调校工具的销伸入 BEC 模板孔中。确保调校工具中的销
在 BEC 模板孔中精确对中。
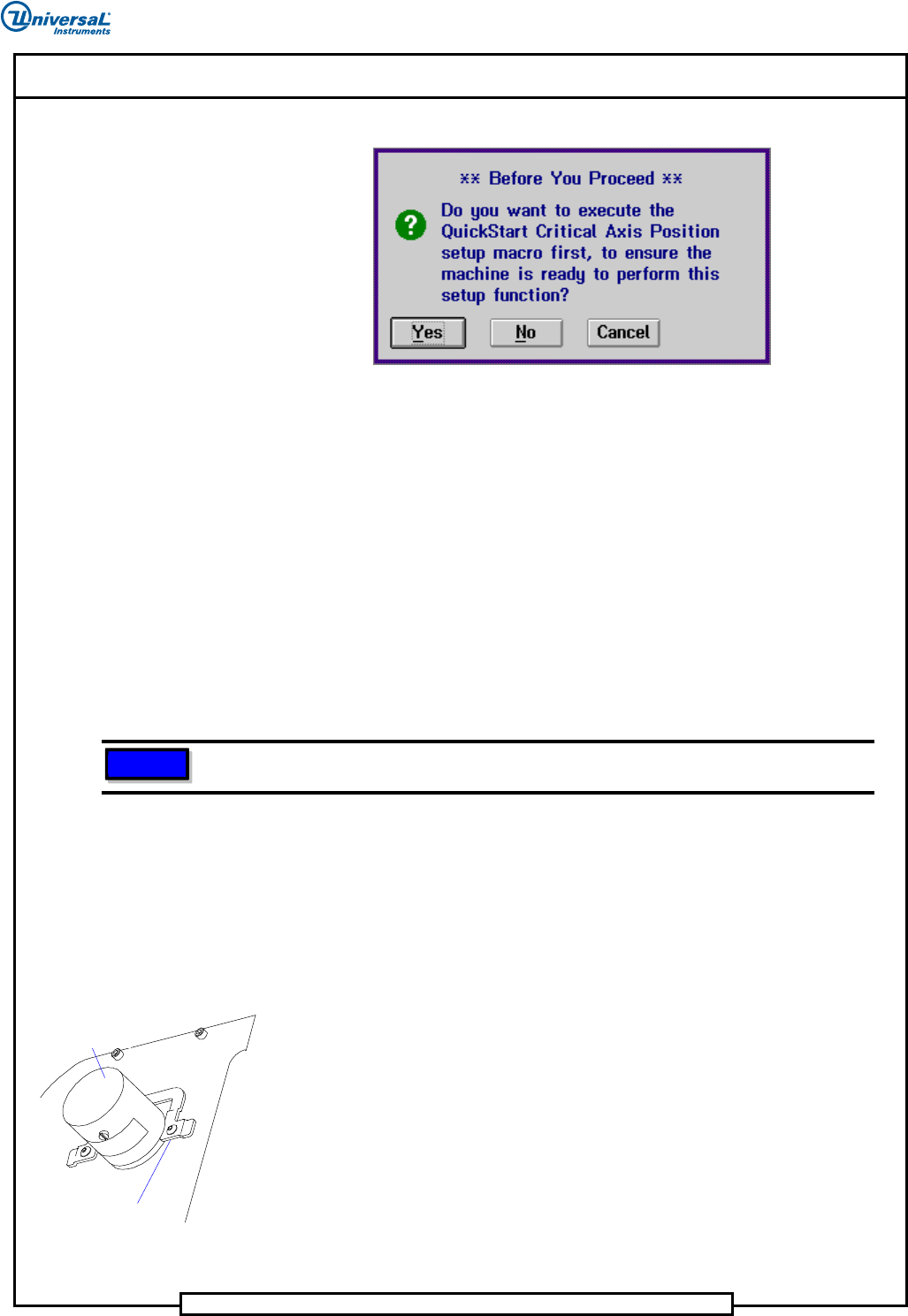
11 对于每个轴,如果任一读数不是 10.0 英寸 , 则针对移动的 X 或 Y 轴,点击
Disab (禁用)按钮,然后则拧松松开所禁用轴的编码器的固定螺丝。
12 转动编码器,直至相应的 Axis Location(轴位置)显示读数 10.0 英寸,
并且出现 Home Pulse (原点脉冲)显示。拧紧编码器的固定螺丝。
确保调校工具销在进入 BEC 模板的孔时不会碰到或弯曲。
X or Y Axis
Encoder
Encoder Clamp
X 或 Y 轴
编码器
编码器固定夹
注意
X 轴和 Y 轴调校
本文档支持 VCD/ 排序机。
第
68
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
12 手动将插件头刀具提升到安全位置,并取出调校工具。
13 归零 X 和 Y 轴,然后对每个轴点击 Go To( 去往) 10.0 英寸。
14 最终检查确认调校工具与 BEC 模板的对正。如有必要,重复第10和 12步。
15 从插件头刀具取出调校工具,并从转台上取下对正模板。
16 点击 "Quit, No Save" (退出,不保存)按钮 , 然后退出 IM Diagnostics 功能。
步骤结束。
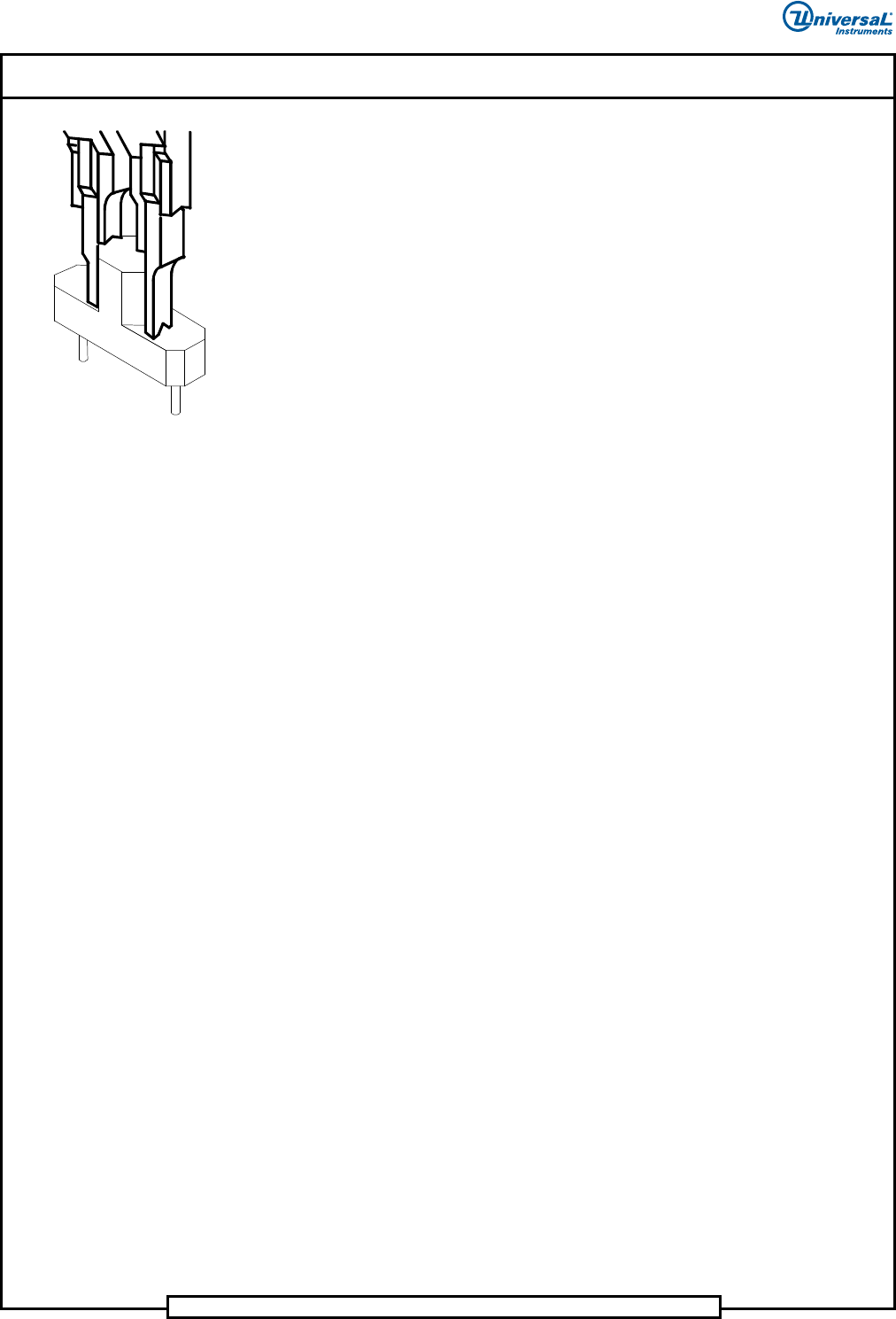
Set up Tool in Outside Formers
外成型器中的调校工具