52986107 中文版教学.pdf - 第47页
插件头调校 第 43 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 6 在凸轮需要调整的方向一侧 ,将凸轮旁边的滚花旋钮中的凹头螺丝拧松 。 朝远离凸轮的方向转动旋钮。 7 拧松凸轮相对侧的滚花旋钮中的固定 螺丝,然后转动滚花旋钮,直至凸轮 与内六角扳手对中。 8 往回转动另一个滚花旋钮,直至其接触到凸轮,然后拧紧 两个滚花旋钮中 的固定螺丝将其固定到位。 9 装回对中本体组…
插件头调校
本文档支持 VCD/ 排序机。
第
42
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
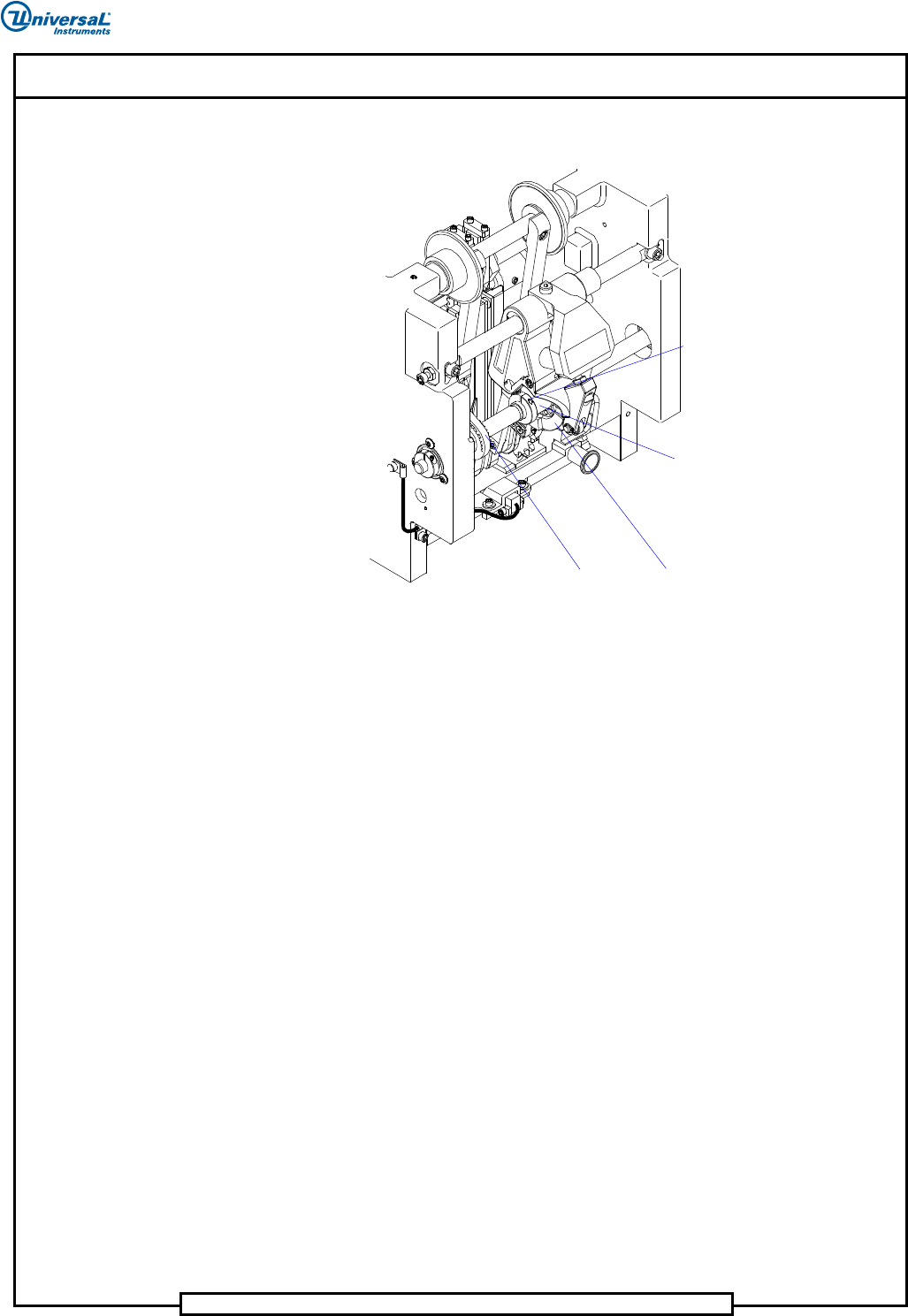
13 在将对中凸轮保持图示方向的同时,将对中传动皮带套到对中从动皮
带轮。
14 拧松用于固定对中皮带张紧器的螺丝,使张紧器能够顶紧皮带,然后拧紧
固定螺丝,将张紧器固定到位。
步骤结束。
凸轮对正
目的
此步骤旨在对中凸轮轴上的凸轮,使其与插件刀具正确对正,从而为元件对中
提供初步调整。
调整步骤
1. 按下 STOP 按钮。
2. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
3. 取下两颗 1/4-20 凹头螺丝,然后取下对中本体组件。
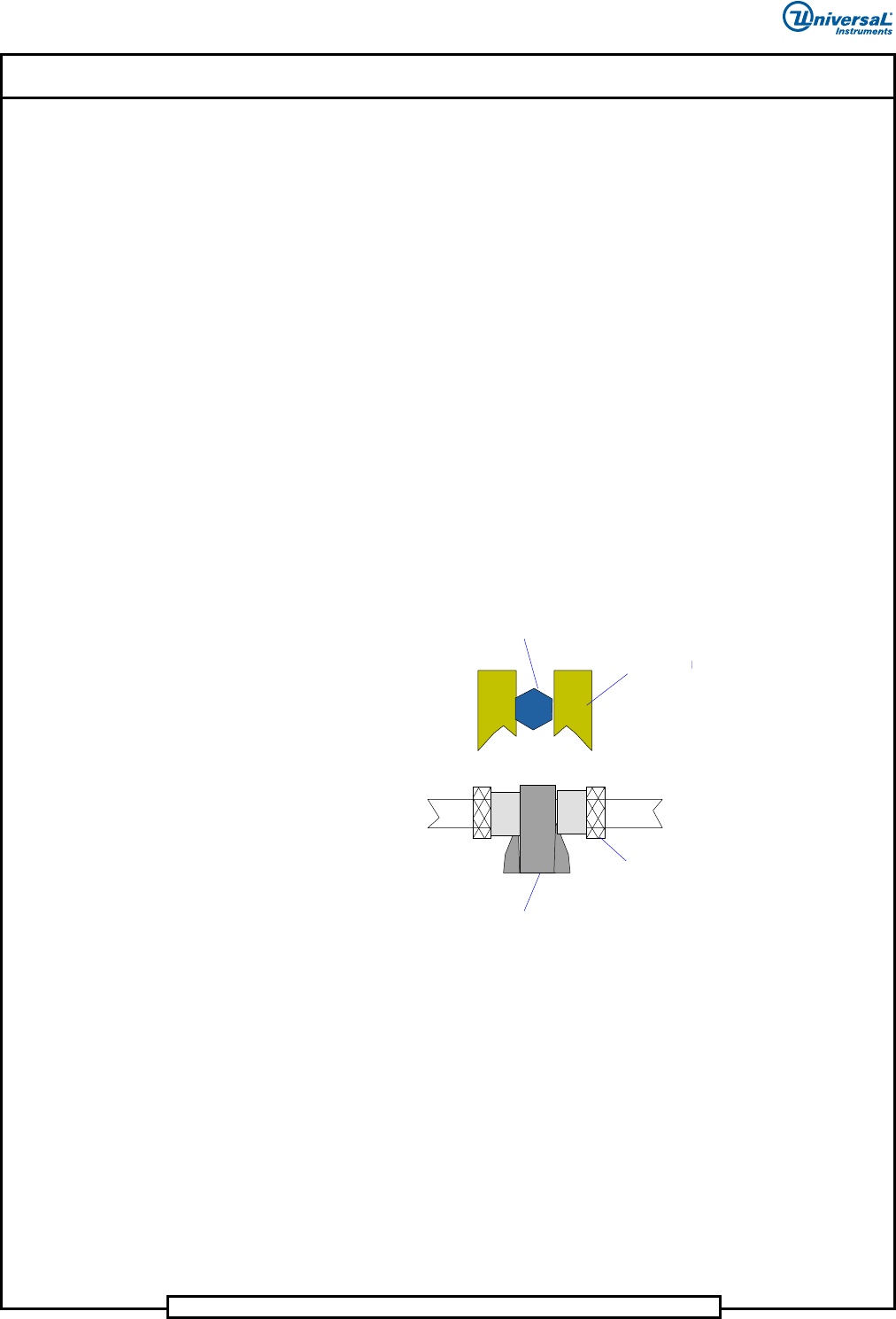
4 将 1/4 英寸内六角扳手放在刀具本体之间,手动闭合插件头跨距轴,直至
内六角扳手固定到位。内六角扳手用于指示刀具中心线。
5 将内六角扳手靠在凸轮顶部,检查凸轮是否已对中。如果凸轮与内六角扳
手对中,则无需进行调整。当内六角扳手的侧边与凸轮侧边对正,则表示
凸轮已对中。如果凸轮未与六角扳手对中,则继续下列步骤。
1/4 in. 内六角扳手
插件头刀具
滚花螺母
对中凸轮
插件头调校
第
43
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
6 在凸轮需要调整的方向一侧,将凸轮旁边的滚花旋钮中的凹头螺丝拧松。
朝远离凸轮的方向转动旋钮。
7 拧松凸轮相对侧的滚花旋钮中的固定螺丝,然后转动滚花旋钮,直至凸轮
与内六角扳手对中。
8 往回转动另一个滚花旋钮,直至其接触到凸轮,然后拧紧两个滚花旋钮中
的固定螺丝将其固定到位。
9 装回对中本体组件。
步骤结束。
对中爪对正
目的
此步骤旨在调整对中本体组件的侧面到侧面位置,以确保正确地对中元件。它
是用于纠正元件在插件时偏离中心的精细调整。
先决条件
凸轮对正
调整步骤
1. 按下 STOP 按钮。
2. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
Centering Cam
Centering Drive Belt
Knurled Knob
Socket Head
Cap Screws
对中传动皮带
对中凸轮
滚花旋钮
凹头螺丝
插件头调校
本文档支持 VCD/ 排序机。
第
44
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
3. 将 1/4 英寸内六角扳手放在刀具本体之间,手动闭合插件头跨距轴,直至
内六角扳手固定到位。
4. 确保内六角扳手两侧的间隙相等。如果间隙不相等,则拧松用于固定对中
本体组件的 2 颗凹头螺丝。
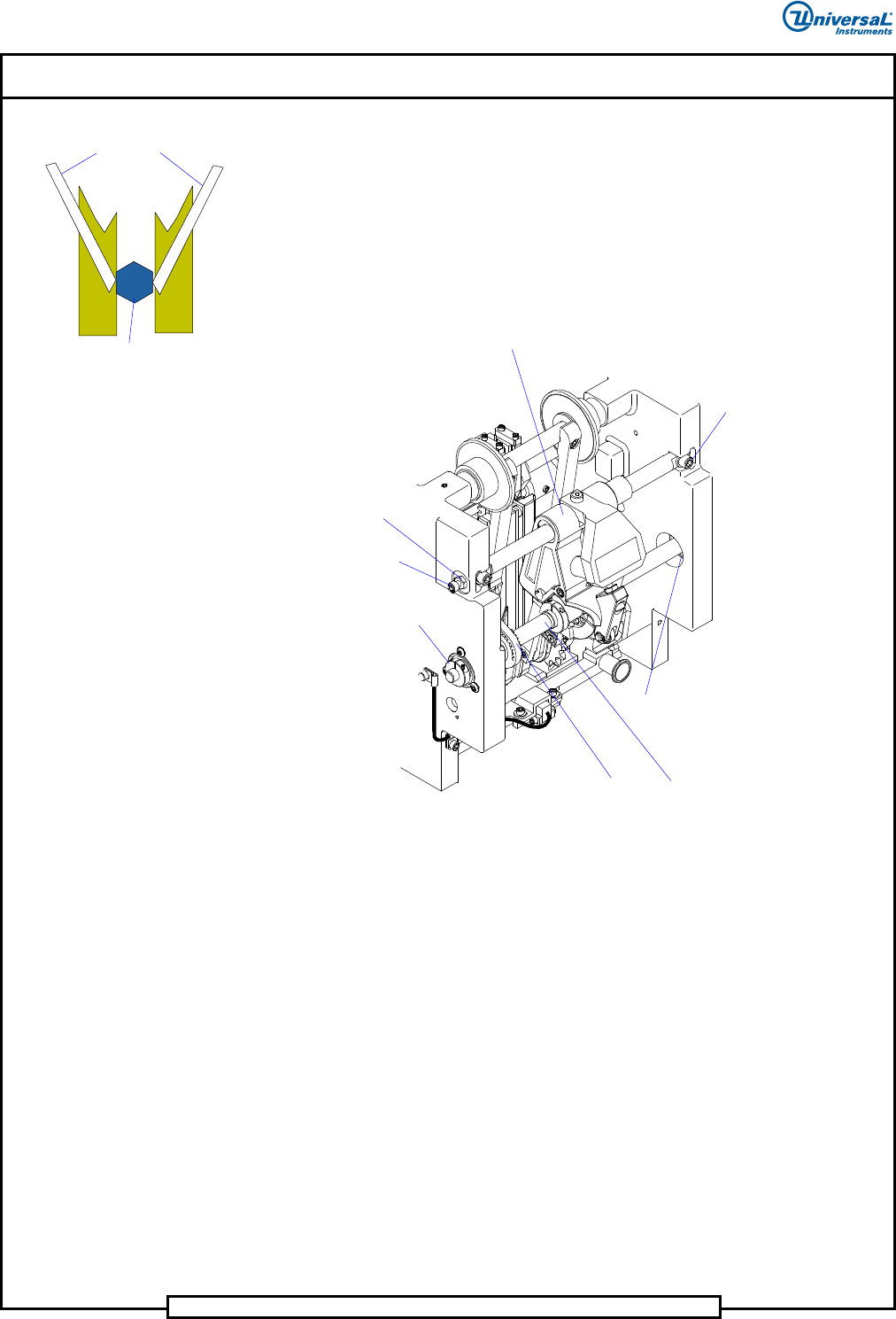
5 拧松对中本体轴两端的六角螺母,然后调整螺丝,使对中爪相对刀具本体
对中。在为对中本体组件对中时,使用固定在刀具本体之间的 1/4 英寸内
六角扳手作为视觉指示。拧紧六角螺母。
6 在将对中本体组件对中后,相对对中本体轴的两端分别调整顶升螺丝。将
其中一颗顶升螺丝拧松 1/4 圈,形成 .005 - .010 in. (0,1mm - 025mm) 的间
距,以便在保持对中调整的同时,轻松地拆卸和安装对中本体组件。
7 拧紧两颗六角螺母,将顶升螺丝固定到位。
8 手动张开刀具本体并取出内六角扳手。
步骤结束。
对中爪高度调整
目的
此步骤旨在调整对中爪的高度,使对中爪在插件头链条的对中位置正确地卡合
元件。
专用工具
标准销 (.039 英寸直径 - 40968505)
检查扳手两侧的间距
是否相等
1/4 in. 内六角扳手
对中爪
Centering Cam Assembly
Centering Drive Belt
Collar Clamp
Ball Bearing
Centering Housing Assembly
Socket Head
Cap Screws
Jacking Screw
Hex Nut
六角螺母
调整螺丝
卡环
对中传动皮带
对中凸轮组件
滚珠轴承
对中外壳组件
凹头螺丝