52986107 中文版教学.pdf - 第33页
排序机 / 送料器 (分配头)调校 第 29 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 砧座高度调整 按照以下步骤调整砧座高度。 1. 按下 STOP 按钮,然后根据操作手册中的详细说 明按下机器急停开关。 2. 在非过板式机器的工装板夹具中放置一块生 产印刷电路板。在过板式机器 上,调整后边缘支撑梁以容纳生 产印刷电路板。 3. 单击 IM Diagnostics 图标…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
28
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
b. 如果 A 尺寸大于指定的范围,则需要朝靠近插件机方向移动模块。顺时
针旋转螺栓。
7 上紧模块之间的固定支架。用手沿逆时针方向预紧螺栓。
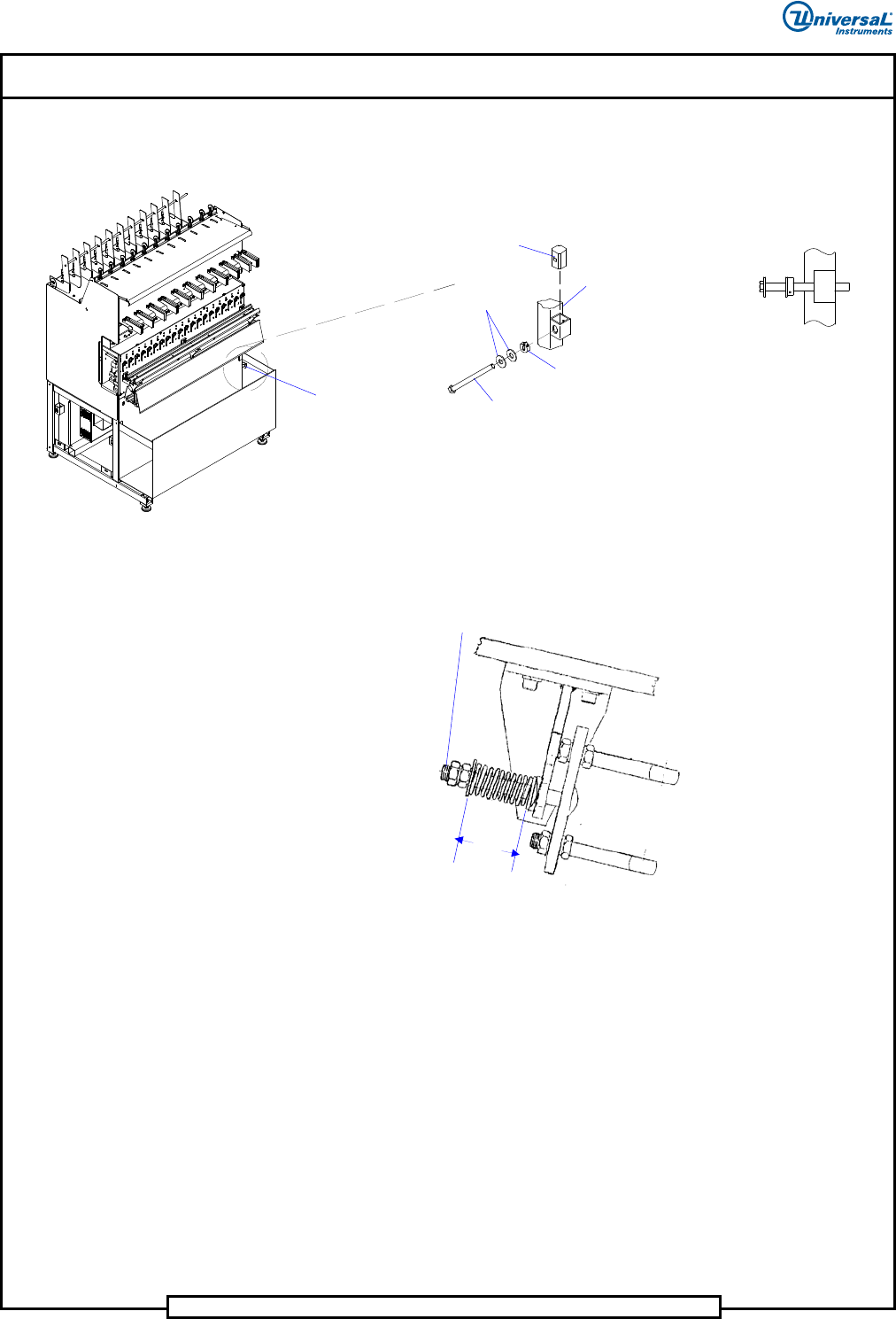
8 按照图示,将位于最后一个排序模块后部的链条张紧器调整为 1.54 in.
(39,12 mm)。
9 确认 A 尺寸仍符合规格。使用模块对正板 (48171401) 验证这些模块已经对
正。
10 为每个后续模块重复步骤 2 到 9。拆下 3 个送料器并测量 A 尺寸。例如,
在第二个模块上,拆下送料器 28、 29 和 30 并测量送料器 31 的 A 尺寸。
11 在调整好所有模块后,安装急停开关组件和拆下的所有送料器。
步骤结束
Nut
Frame
Threaded
Collar Clamp
Bolt
Washers
Jacking Bolt
Side View
Sequencer
Module
Jacking Bolts -
2 places
Jacking Bolt Components
框架
螺栓
螺纹卡环
螺栓侧视图
螺母
垫圈
螺栓 - 2 个位置
排序模块
螺栓零件
1.54
inches
(39,1mm)
Idler Spring
Tension Bolt
惰轮弹簧张
力螺栓
排序机 / 送料器 (分配头)调校
第
29
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
砧座高度调整
按照以下步骤调整砧座高度。
1. 按下
STOP 按钮,然后根据操作手册中的详细说明按下机器急停开关。
2. 在非过板式机器的工装板夹具中放置一块生产印刷电路板。在过板式机器
上,调整后边缘支撑梁以容纳生产印刷电路板。
3. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
4. 在 IM Diagnostics 完成初始化后,选择下列选项:
Machine Set Up (机器调
校) > Critical Axis Positions (主轴位置)
。随即显示下列消息。
5. 松开机器急停开关并按下
INTLK RESET 按钮。
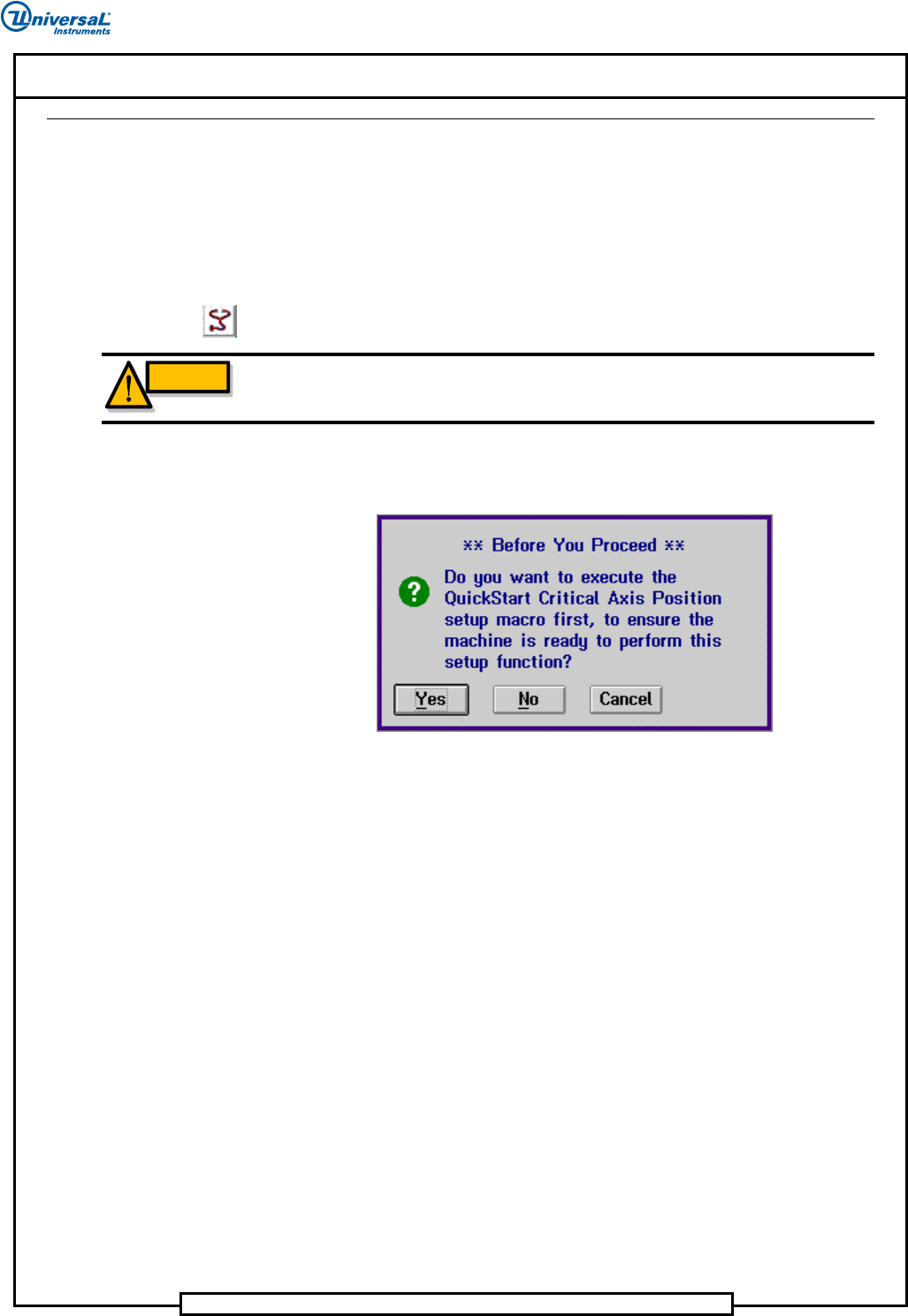
6. 单击
Yes (是)。这会将所有轴归零。随即显示 Critical Axes Position (主
轴位置)屏幕
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。执行下列步骤时务必小心,以免
造成人身伤害和设备损坏。
警告
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
30
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
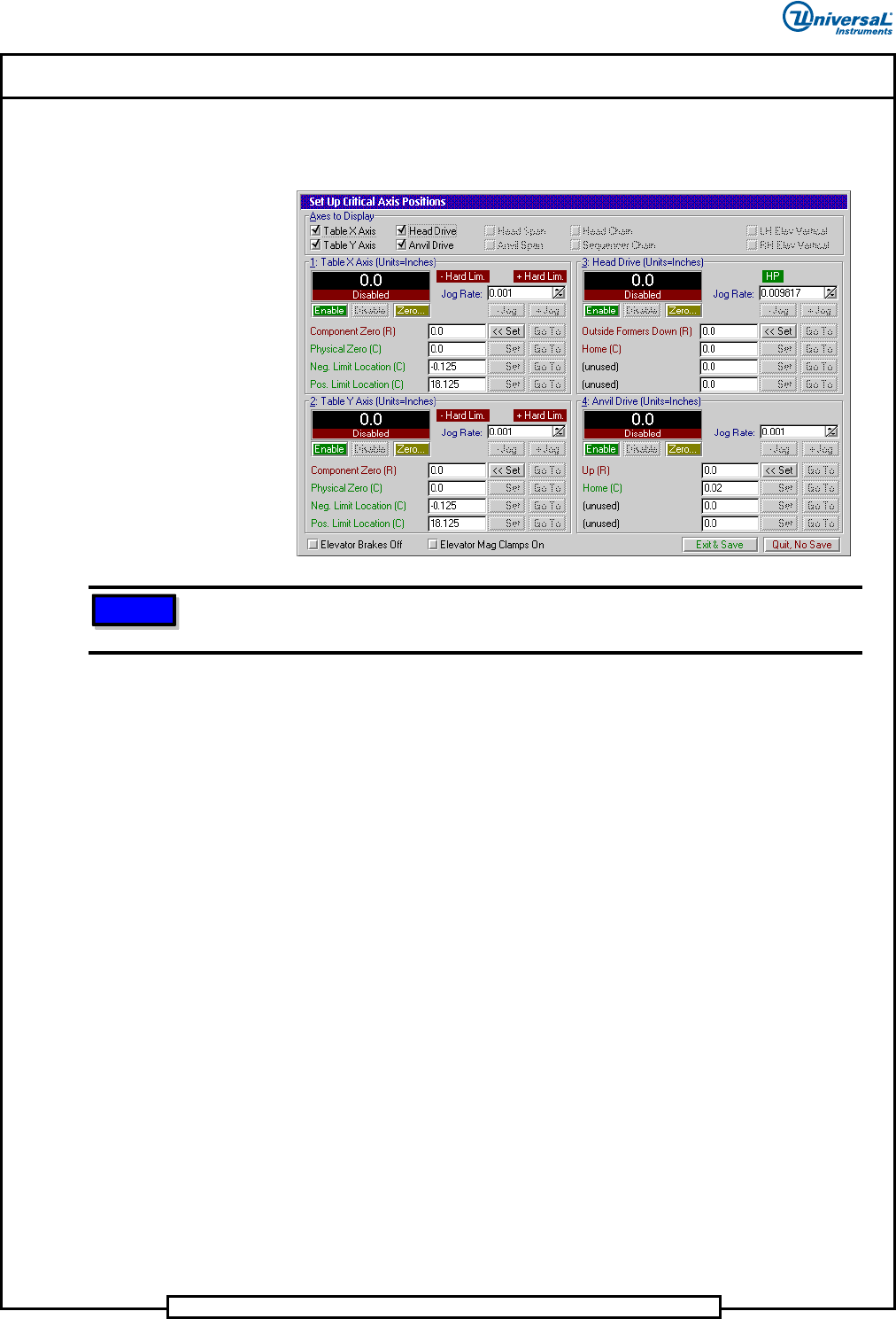
7. 如果尚未在屏幕的 Axes to Display (要显示的轴)区域选择所需的轴,请先
选择所需的轴,然后继续按照下列步骤执行调整。
8. 在 Set Up Critical Axis Positions(调校主轴位置)屏幕的窗口 4 部分,单击
Anvil Drive (砧座驱动),然后单击 Enable (启用)以启用砧座驱动。
9. 将 Rate (速率) : 微调按钮设为 5 (计数)。
10. 单击屏幕
Table X Axis (工作台 X 轴)和 Table Y Axis (工作台 Y 轴)部分
的
Disable (禁用)按钮。
11. 使用
+Jog (+ 微调)按钮,将剪脚器提升到印刷电路板底部。
12. 使用 .004 英寸塞规微调砧座高度,在砧座顶部与印刷电路板底部之间获得
这一间隙。此调整的容差范围为 + .002 -.000 英寸。请参考第 55 页的 “ 引
脚长度调校 ” 以获得需要的剪脚成型。
如果测量单位不是计数,请右键单击 Rate (速率)字段,并选择 Axis Position in
Counts (按计数显示轴位置)。
注意