52986107 中文版教学.pdf - 第64页
剪脚器调校 本文档支持 VCD/ 排序机。 第 60 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 9 将剪脚器调校工具放置到位后,使用六角扳手旋 转固定螺丝,直至获得正 确的尺寸。 10 取出剪脚器调校工具,在使用六角扳手保持顶丝 位置的同时,使用剪脚器 维修扳手拧紧固定螺母。 11 检查尺寸,如果需要,重复步骤 8 到 10 ,直至获得正确的尺寸。 12 对另一个切刀组件重复此调整过 程。 步骤结束。…
剪脚器调校
第
59
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
• 剪脚器调校工具 (47490803)
• 剪脚器维修扳手 (30685901)
• 六角扳手 (30685801)
调整步骤
1. 将 STOP 按钮按到点亮位置。
2. 按照
操作手册
中的详细说明按下机器的急停开关。
3. 如果已安装工装板夹具,则将其拆下。
4. 单击屏幕
Table X Axis(工作台 X 轴)和 Table Y Axis(工作台 Y 轴)部分的
Disable (禁用)按钮。
5. 松开机器的急停开关并按下
INTLK RESET 按钮。
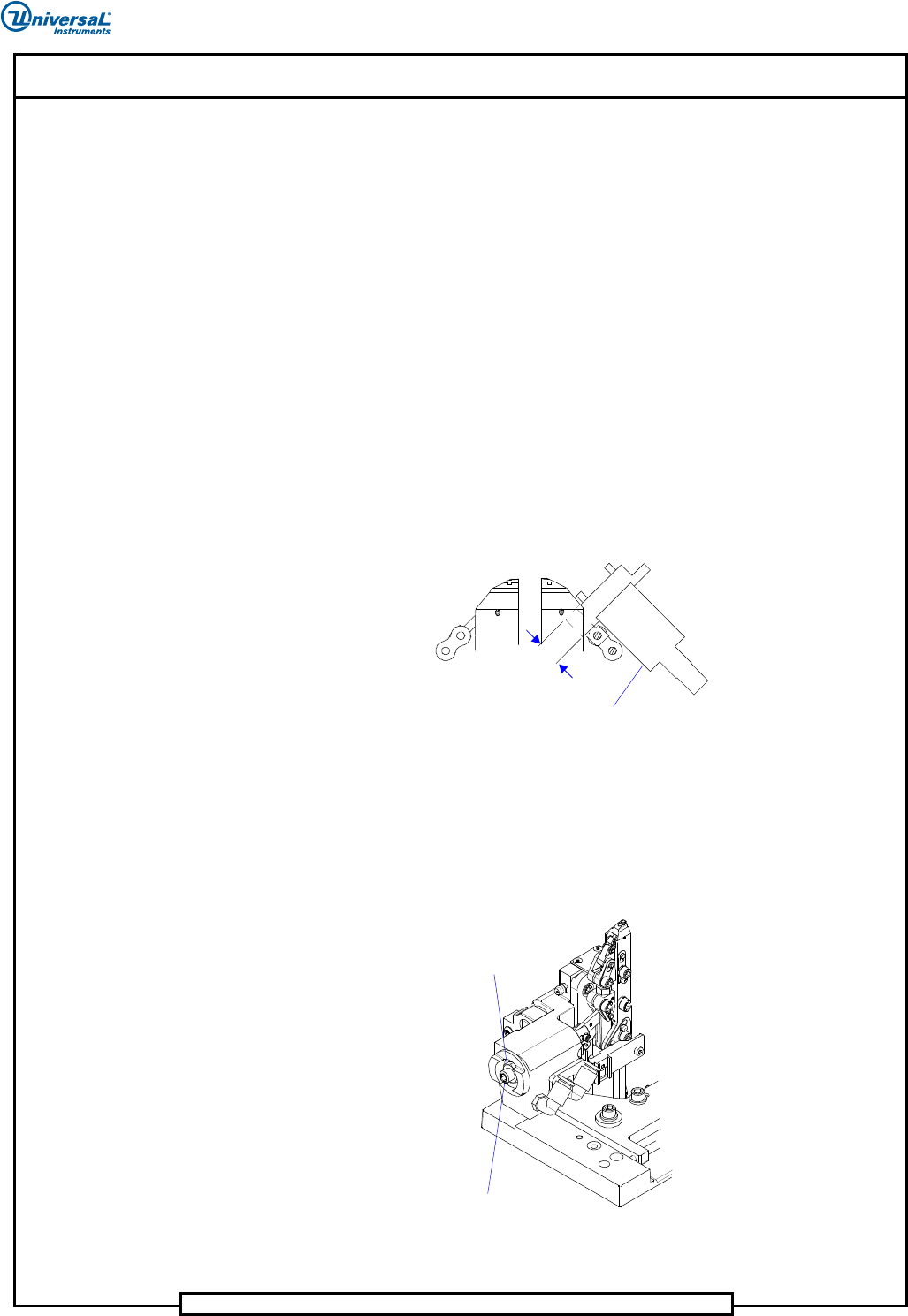
6. 确保砧座已完全降下,并且切刀处于其原点位置,然后使用剪脚器调校工
具检查该尺寸是否为 0.255 +/- 0.005 英寸。
7 如果切刀处于指定的尺寸范围内,则继续步骤 12。
如果必须调整切刀回程,则继续步骤 8。
8 使用剪脚器维修扳手拧松固定螺母。
Clinch Set Up Tool
.
2
5
5
"
R
e
f
.
Cutter Backstroke Adjustment
剪脚器调校工具
切刀回程调整
.
2
5
5
"
参
考
值
Jam Nut
Set Scre
w
锁紧螺母
顶丝
剪脚器调校
本文档支持 VCD/ 排序机。
第
60
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
9 将剪脚器调校工具放置到位后,使用六角扳手旋转固定螺丝,直至获得正
确的尺寸。
10 取出剪脚器调校工具,在使用六角扳手保持顶丝位置的同时,使用剪脚器
维修扳手拧紧固定螺母。
11 检查尺寸,如果需要,重复步骤 8 到 10,直至获得正确的尺寸。
12 对另一个切刀组件重复此调整过程。
步骤结束。
剪脚器切刀速度检查
建议定期检查切刀速度,以维护机器功能。尽管切刀速度下降不会立即导致明
显的机器问题,但它表明存在需要纠正的状况,以免产生重大性能问题。
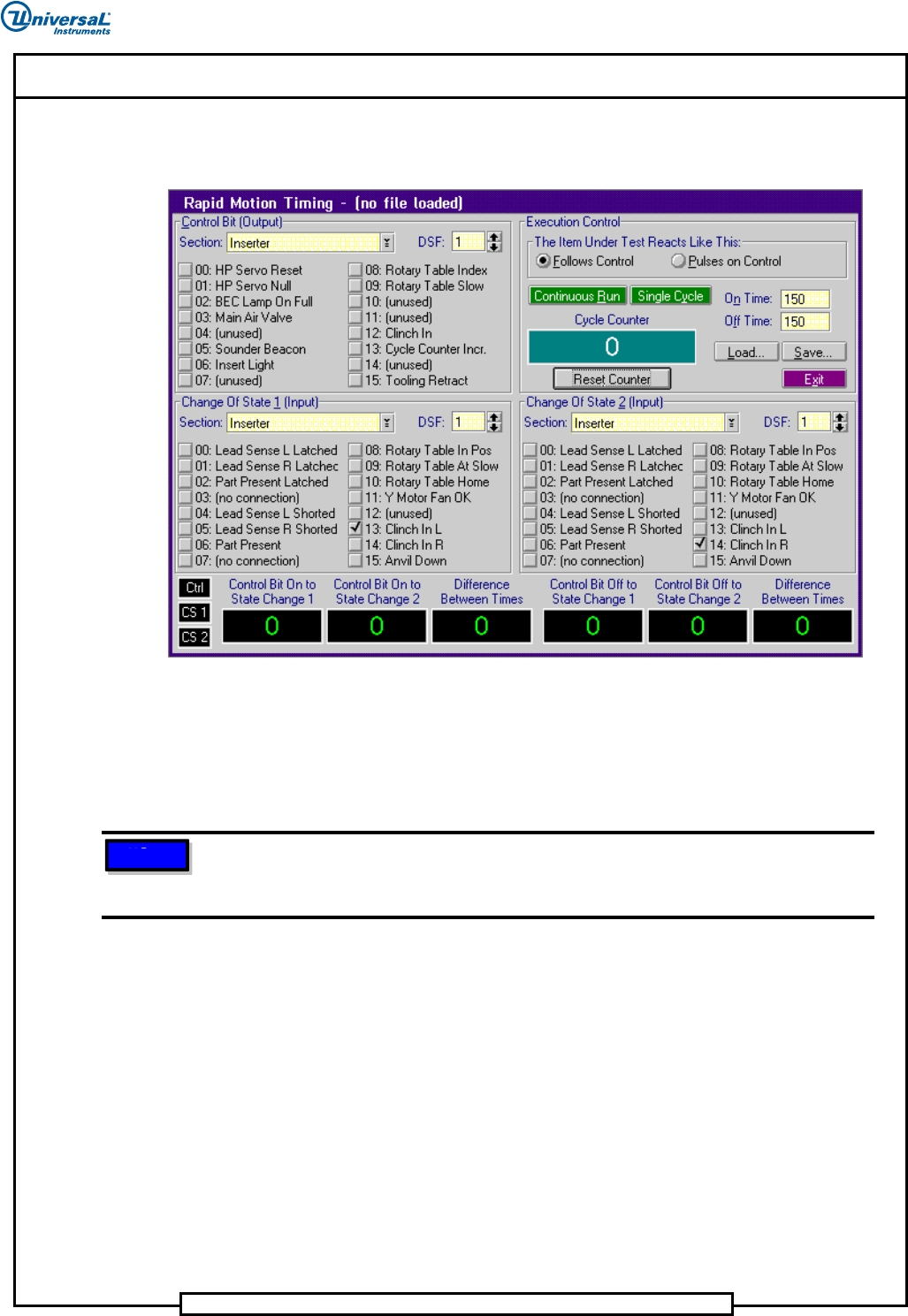
可通过访问 IM Diagnostics 软件中的 Rapid Motion Timing (快速运动同步)对
话框 (如下图所示)来检查切刀速度。
调整步骤
1. 按下 STOP 按钮。
2. 按照
操作手册
中的详细说明按下机器的急停开关。
3. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
4. 松开机器的急停开关并按下
INTLK RESET 按钮。
5. 在 IM Diagnostics 完成初始化后,选择:
Diagnostics(诊断)> Rapid Motion
(快速运动)
。随即显示 Rapid Motion Timing (快速运动同步)屏幕。
6. 如果所需的文件未激活,则选择
Load(加载),并选择所需的待运行文件。
参考 IM-Diagnostic > Rapid Motion Timing
(快速运动同步)
文档。
7. 在屏幕的
Control Bit (Output) (控制位 [ 输出 ])部分,选择 Section: Inserter
(部分:插件主机)
、 DSF:1 和 Clinch In (剪脚到位)。
8. 在屏幕的
Change Of State 1 (Input)(状态更改 1 [ 输入 ])部分,选择 Section:
Inserter (部分:插件主机)
、 DSF:1 和 Clinch In L (左侧剪脚到位)。
9. 在屏幕的
Change Of State 2 (Input)(状态更改 2 [ 输入 ])部分,选择 Section:
Inserter (部分:插件主机)
、 DSF:1 和 Clinch In R (右侧剪脚到位)。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。执行下列步骤时务必小心,以免
造成人身伤害和设备损坏。
警告
剪脚器调校
第
61
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
10. 在屏幕的 Execution Control (执行控制)部分,选择 Follows Control (遵循
控制)
和 Continuous Run (连续运行)。
11. 观察屏幕左下部分 Control Bit On to State Change 1(状态更改 1 控制位
接通)和 Control Bit On to State Change 2(状态更改 2 控制位接通)框
中的读数。此读数代表从激活剪脚阀到看到剪脚到位开关开关的时间 (以
毫秒为单位)。
12. 如果任一读数大于 33 毫秒,则检查下列状况并执行建议的纠正措施。
a. 切刀连接件磨损。进行必要的保养。
b. 切刀气缸磨损。进行必要的保养。
c. 气动管路扭结或堵塞。根据需要进行修理或更换。
d. 检查切刀阀或阀的电磁铁是否坏掉。
13. 选择
Stop Running (停止运行) ,然后选择 Exit (退出) ,以关闭 Rapid
Motion Timing (快速运动同步)屏幕。
14. 如果不需要进行其他调校,则退出 IM Diagnostics 功能。
步骤结束
Control Bit Off to State Change 1(状态更改 1 控制位断开)或 Control Bit Off to
State Change 2(状态更改 2 控制位断开)的读数相对较大。这是正常情况。无法通
过任何调整来增大或减小剪脚器切刀速度。
注意