52986107 中文版教学.pdf - 第69页
转台调校 第 65 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 6 沿 逆时针 方向将偏心轮拧紧到 14 in. oz. (英寸盎司)扭矩,然后重新拧紧 凹头螺丝。 7 为右后偏心轮重复步骤 4 和 5 。 8 为左后和右前偏心轮重复步骤 4 和 5 。 9 确认能够轻松滑入和滑出销。 10 装回台锁组件,并重置转台到位 开关。 提示: 拧紧用于固定台 锁组件的所有四 (4…
转台调校
本文档支持 VCD/ 排序机。
第
64
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
图
2.
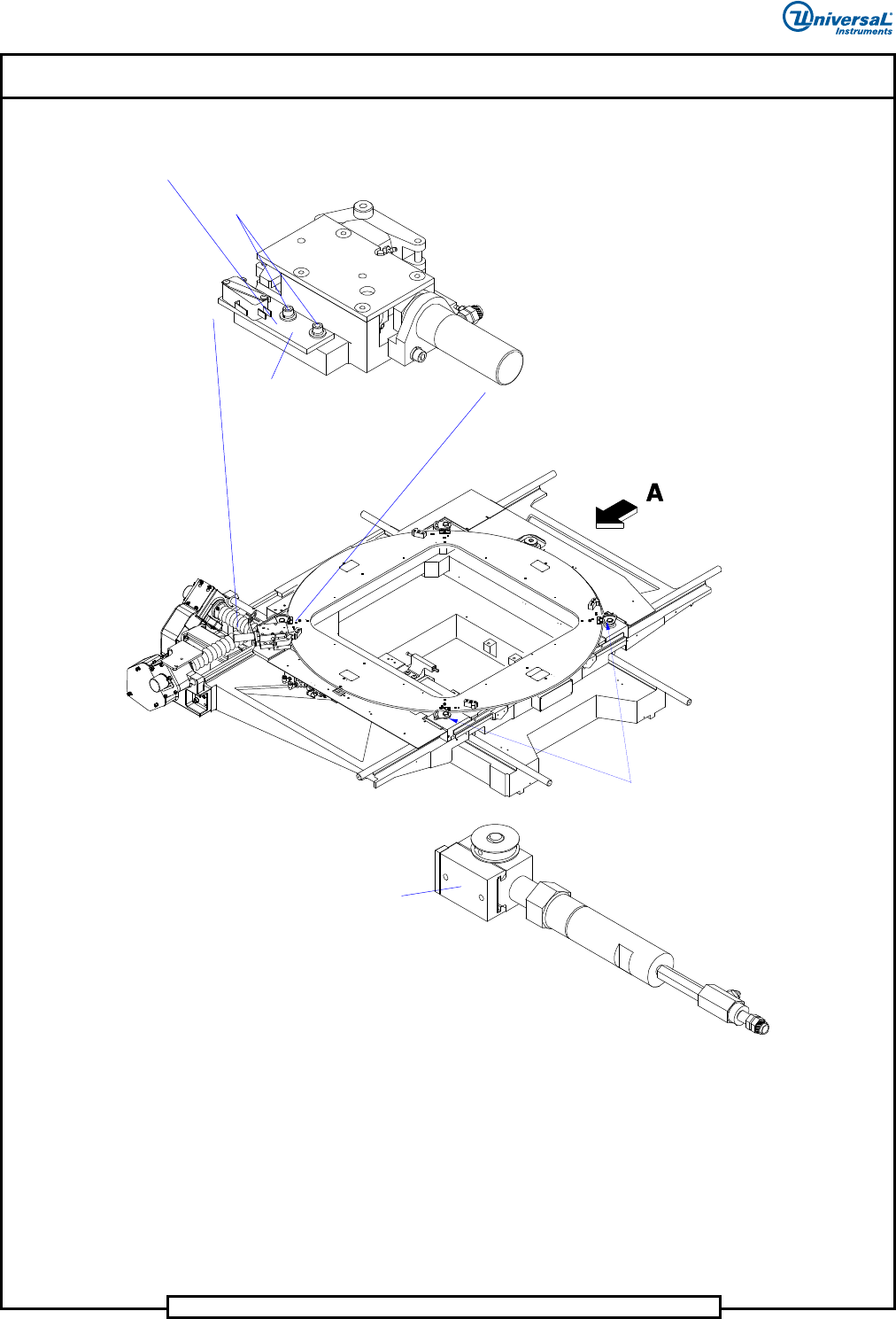
转台
Socket Head Cap Screws
(2) Located under bracket
Switch Braket
Socket Head Cap
Screws (2)
VIEW A
Rotary Disk Drive Assemby
(2) Socket head cap screws used to
secure assembly are located inside of X
Axis Frame
Rotary Disk Guide Wheel
位于支架以
下的凹头螺丝 (2)
凹头螺丝 (2)
开关支架
转盘导轮
转盘驱动组件
视图 A
用于固定组件的 (2) 颗凹头螺丝
位于 X 轴框架以内
转台调校
第
65
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
6 沿逆时针方向将偏心轮拧紧到 14 in. oz. (英寸盎司)扭矩,然后重新拧紧
凹头螺丝。
7 为右后偏心轮重复步骤 4 和 5。
8 为左后和右前偏心轮重复步骤 4 和 5。
9 确认能够轻松滑入和滑出销。
10 装回台锁组件,并重置转台到位开关。
提示:拧紧用于固定台锁组件的所有四 (4) 颗凹头螺丝,然后将其拧松 1/8
到 1/4 圈以调整锁定组件。然后将其向下拧紧。
11 将转台驱动马达移回位置。
12 装回所有锁定片及其垫圈。
步骤结束。
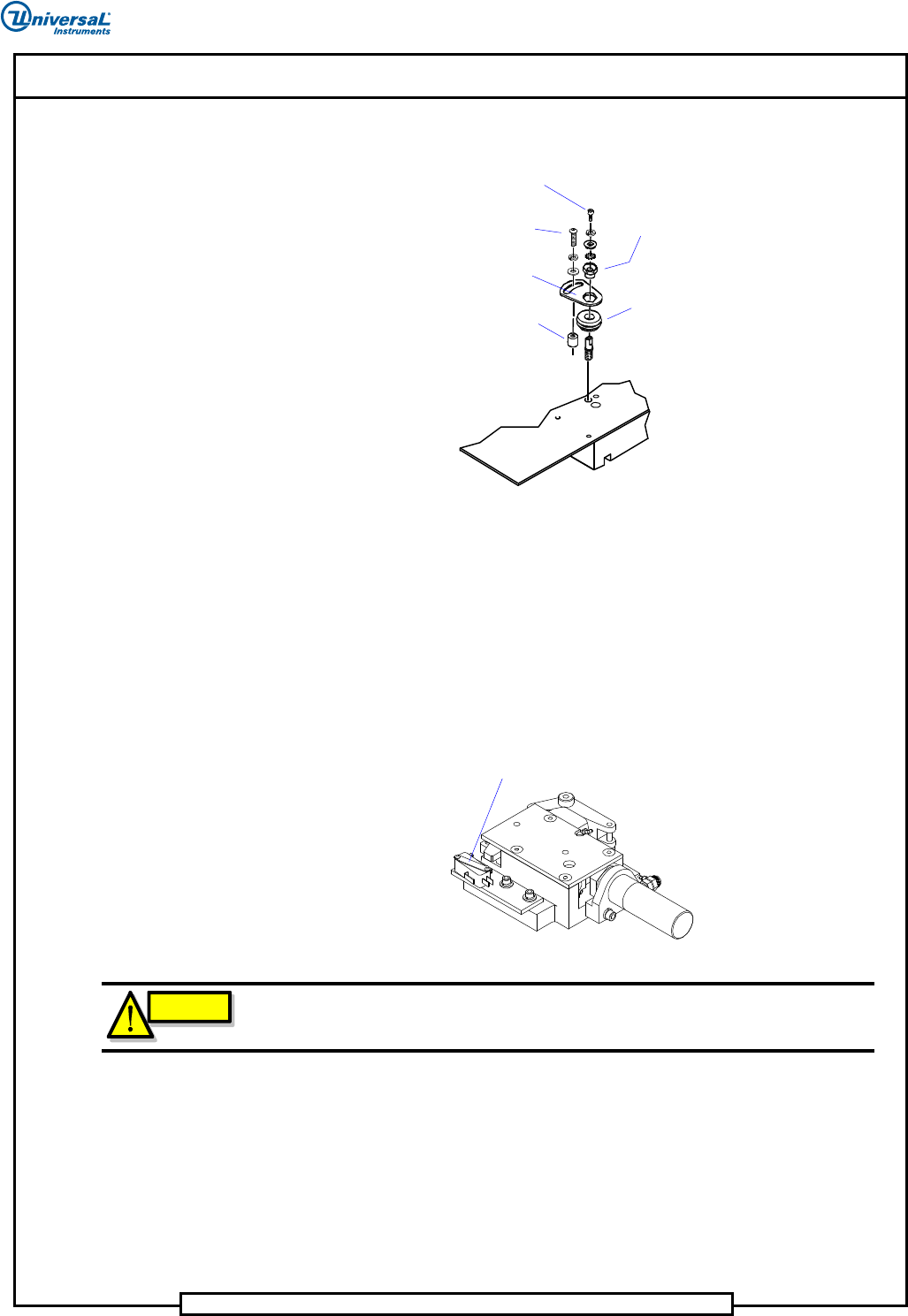
Button Head
Screw
Socket Head
Cap Screw
Locking Bracket
Guide Wheel
Bushing
Adapter
Eccentric
Guide Wheel
Spacer
垫圈
锁定片
圆头螺丝
凹头螺丝 导轮轴套接头
(偏心)
导轮
Micro Switch
微型开关
CAUTION
为避免磨损铝制螺纹孔的螺纹,不要将固定接头轴套的螺丝拧得过紧。
小心
X 轴和 Y 轴调校
本文档支持 VCD/ 排序机。
第
66
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
X 轴和 Y 轴调校
目的
此调整旨在确保 X-Y 轴工作台的定位与程式指定的坐标一致。
如果任何编码器没有对正,工作台位置就无法与程式值一致。
先决条件
• 机器的急停开关已按下
• 转台已对正。
• 插件头跨距调整步骤已完成。
专用工具
BEC 调校模板
调校工具:
43806307 (用于大引脚刀具)
43806311 (用于标准、 5mm 和 5.5mm 刀具)
X 和 Y 轴编码器调整
1. 确保插件头和剪脚器刀具已回撤,以防在定位系统运动时对插件刀具造成
可能的损坏。
2. 将调校模板放在转台上,使用定位销将其固定到位。
3. 松开机器的急停开关并按下
INTLK RESET 按钮。
4. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
5 在完成 IM Diagnostics 初始化后,从菜单栏中选择
Machine Setup(机器调校)
> Critical Axis Positions (主轴位置)
。随即显示下列消息。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。
执行下列步骤时务必小心,以免造成人身伤害和设备损坏。
警告