52986107 中文版教学.pdf - 第9页
排序机 / 送料器 (分配头)调校 第 5 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 使用量规调校旋转送料器 (分配头) 在重新组装并装回送料器时,或使用调校量规 (UIC #40995 904) 校验旋转送料 器的调校状况时,执行下列步骤 。 1. 从机器工具套件中选择量规。 2. 将量规标有 DISP. HD. 的一侧靠在送料器 的安装表面。 3 拧松用于固定集束组件…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
4
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
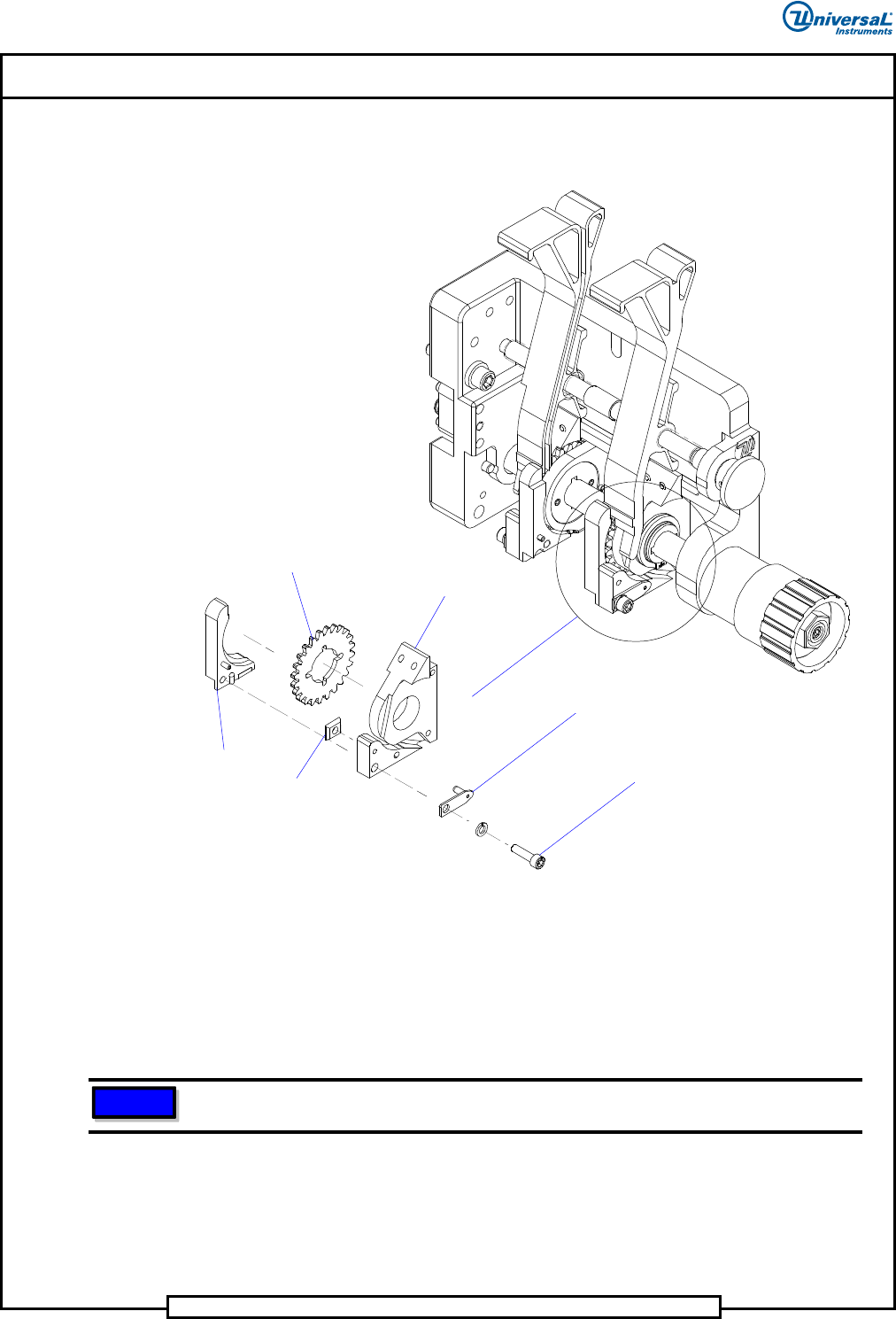
2. 拆下用于将切刀固定到送料器的螺丝和夹具组件。外部导向组件随即脱离
切刀外壳。
3 通过将切刀滑出切刀外壳底部,从送料器上拆下切刀。
4 将切刀旋转 180° 并重新安装切刀,或更换新切刀。正确安装后,切刀应紧
密吻合在切刀外壳的凹槽中。
5 装回护垫组件并拧紧螺丝,将切刀固定到送料器上。
6 将送料器装回排序机并恢复正常操作。
步骤结束。
Cutter
Housing
Index
Wheel
Cutter
Retainer
Assembly
Cap Screw
Outer
Guide
Feeder (Dispensing Head) Cutter Replacement
进给轮
切刀外壳
护垫组件
螺丝
切刀
外部导向块
更换送料器 (分配头)切刀
Cutter
Housing
Index
Wheel
Cutter
Retainer
Assembly
Cap Screw
Outer
Guide
Feeder (Dispensing Head) Cutter Replacement
进给轮
切刀外壳
护垫组件
螺丝
切刀
外部导向块
更换送料器 (分配头)切刀
切刀有两个切削面,在需要更换之前,可以将其旋转 180° 继续使用。
注意
排序机 / 送料器 (分配头)调校
第
5
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
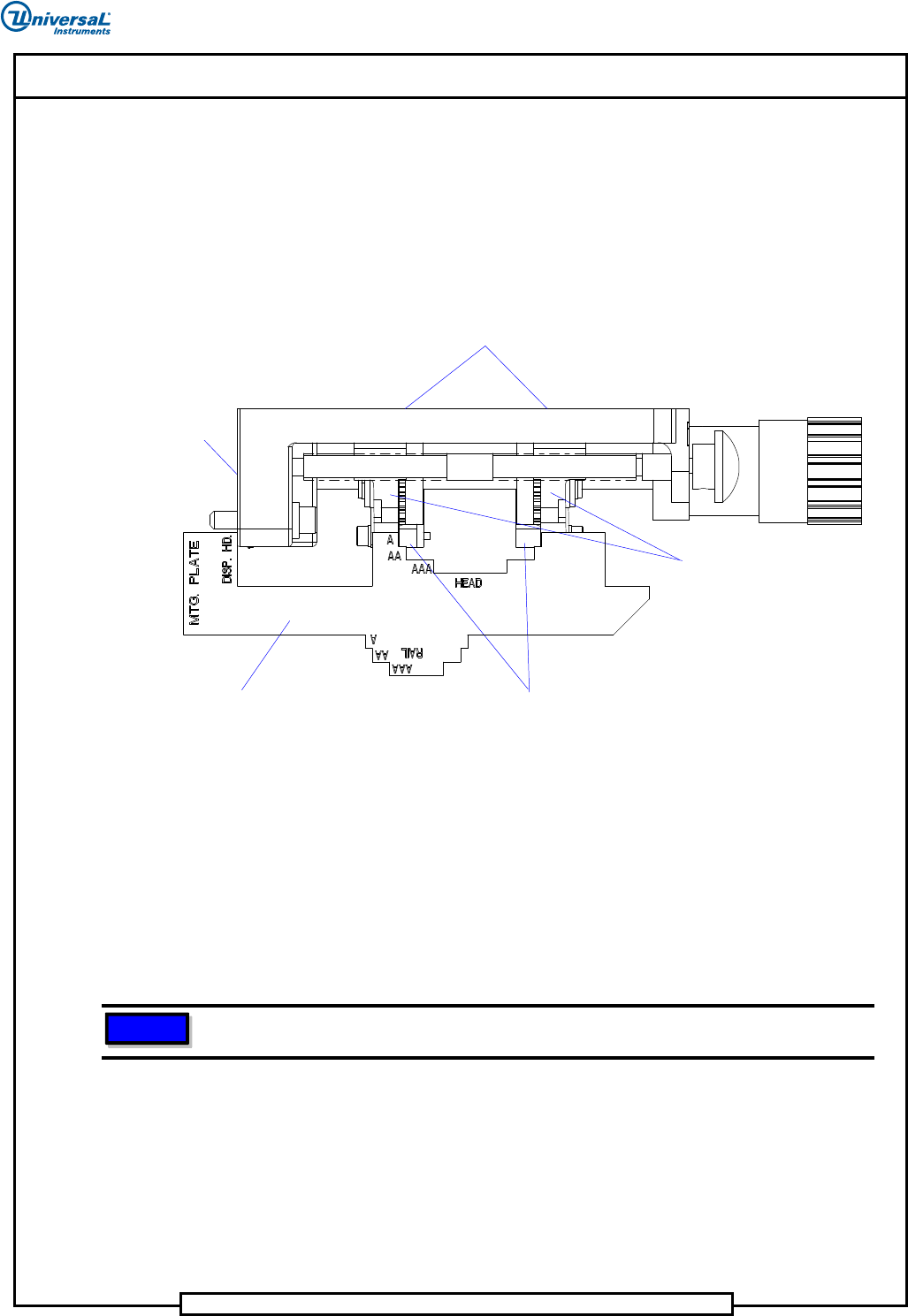
使用量规调校旋转送料器 (分配头)
在重新组装并装回送料器时,或使用调校量规 (UIC #40995904) 校验旋转送料
器的调校状况时,执行下列步骤。
1. 从机器工具套件中选择量规。
2. 将量规标有 DISP. HD. 的一侧靠在送料器的安装表面。
3 拧松用于固定集束组件的 4 颗固定螺丝。
4 按照图示,将量规插入送料器。
5 移动集束组件,使外部导向块的外表面与正在调整的相应类别的送料器对
应的量规表面相接触。
6 正确调整后,依次拧紧用于将集束组件固定到位的固定螺丝。
7 对剩余的所有送料器重复该步骤。
步骤结束
Mounting
Surface
Gauge
Mounting
Screws
Cluster
Assemblies
Outer Guides
Rotary Feeder (Dispensing Head) Setup Using Setup Gauge
使用调校量规调校旋转送料器 (分配头)
量规
外部导向块
集束组件
安装表面
固定螺丝
应逐次拧紧 4 颗固定螺丝,小心不要移动或扭转集束组件。
注意
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
6
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
跳线调校 (选件)
跳线是 VCD 机器的一项可选功能。如果安装了此选件,请立即执行跳线调校。
跳线送料长度调整
目的
跳线送料器出厂前已完成调校,不需要进行任何调整。如果分类选择开关未提
供需要的送料长度,则可以通过调整指轮开关选择来缩短或增加送线长度。
步骤
1. 确保已执行操作文档中详细说明的生产调校步骤。
2. 机器开机后,按下送料器上的送线开关,直至跳线送料器切下若干个
线长。
3. 按下机器急停开关。
4. 拆下第二个分配位置的送料器,即紧靠跳线送料器前方的送料器。
5. 取出已分配到排序机链条的跳线。
6. 检查跳线长度并根据需要调整指轮开关。每个分类的标称设置是指轮开关
上数字 7 对应的设置。指轮开关针对 A 类进料提供 .004 in. (0,1mm) 增量,
针对 AAA 类进料提供 .002 in. (0,05mm) 增量。
7 如果跳线长度不对,则重复该步骤。
8 松开机器急停开关并继续正常操作。
9 步骤结束。
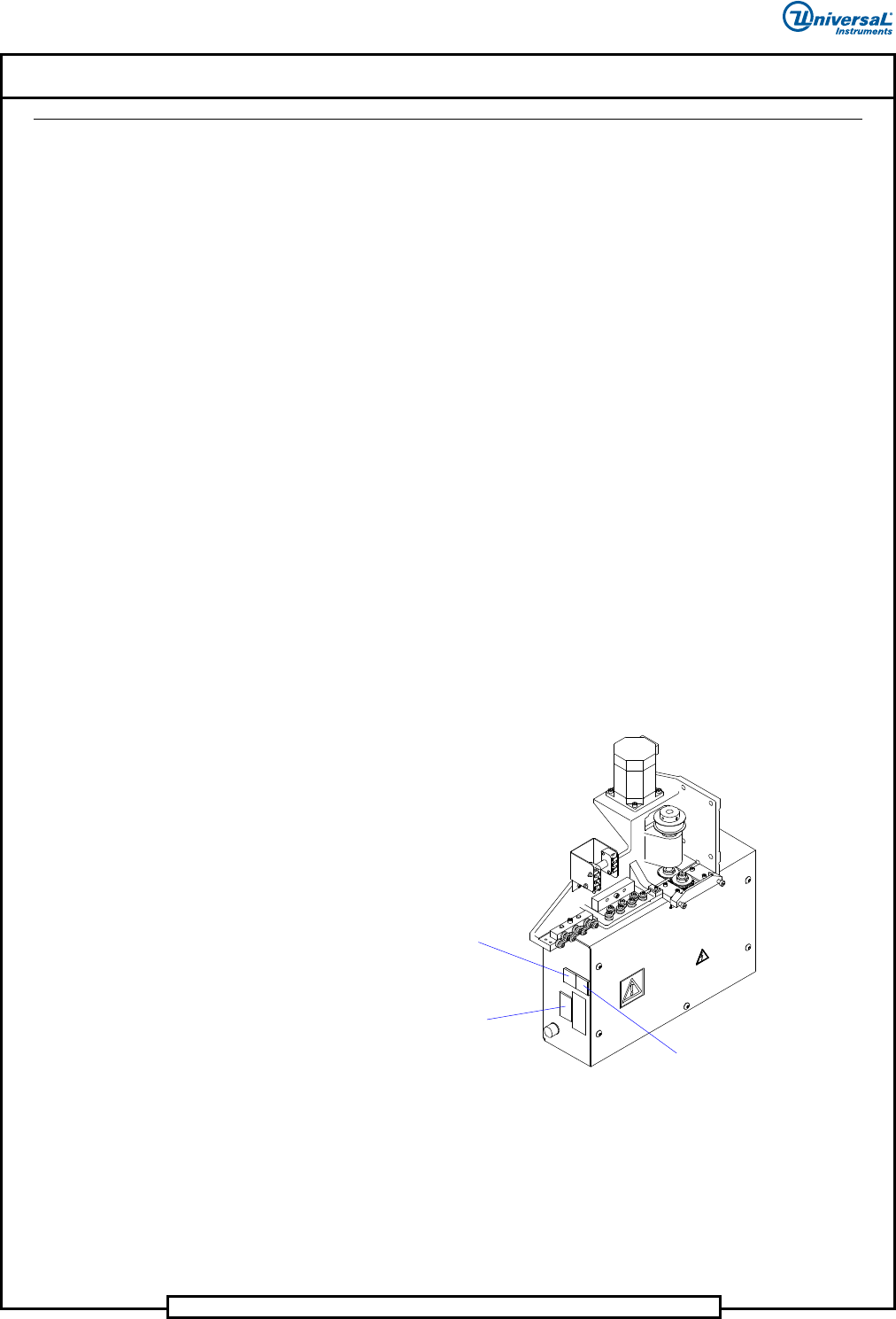
Class Selection Switch
Thumbwheel Switch
Wire Feed Switch
Jumper Wire Feeder Controls
分类选择开关
指轮开关
送线开关
跳线送料器控件