52986107 中文版教学.pdf - 第66页
转台调校 本文档支持 VCD/ 排序机。 第 62 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 转台调校 转盘对正调整 此调整步骤旨在将转盘与 X-Y 轴 工作台对正。 工作台对正可确保不论元件在可 插件区域内的 X-Y 位置如何, 都能实现可靠的 插件。此调整可能不需要经常进行。但如果转台没有对正,所有定位系统都会 受到影响。 图 1. 对正转台 当转盘与 X-Y 工作台对正, 使得定位销能 够轻松地…
剪脚器调校
第
61
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
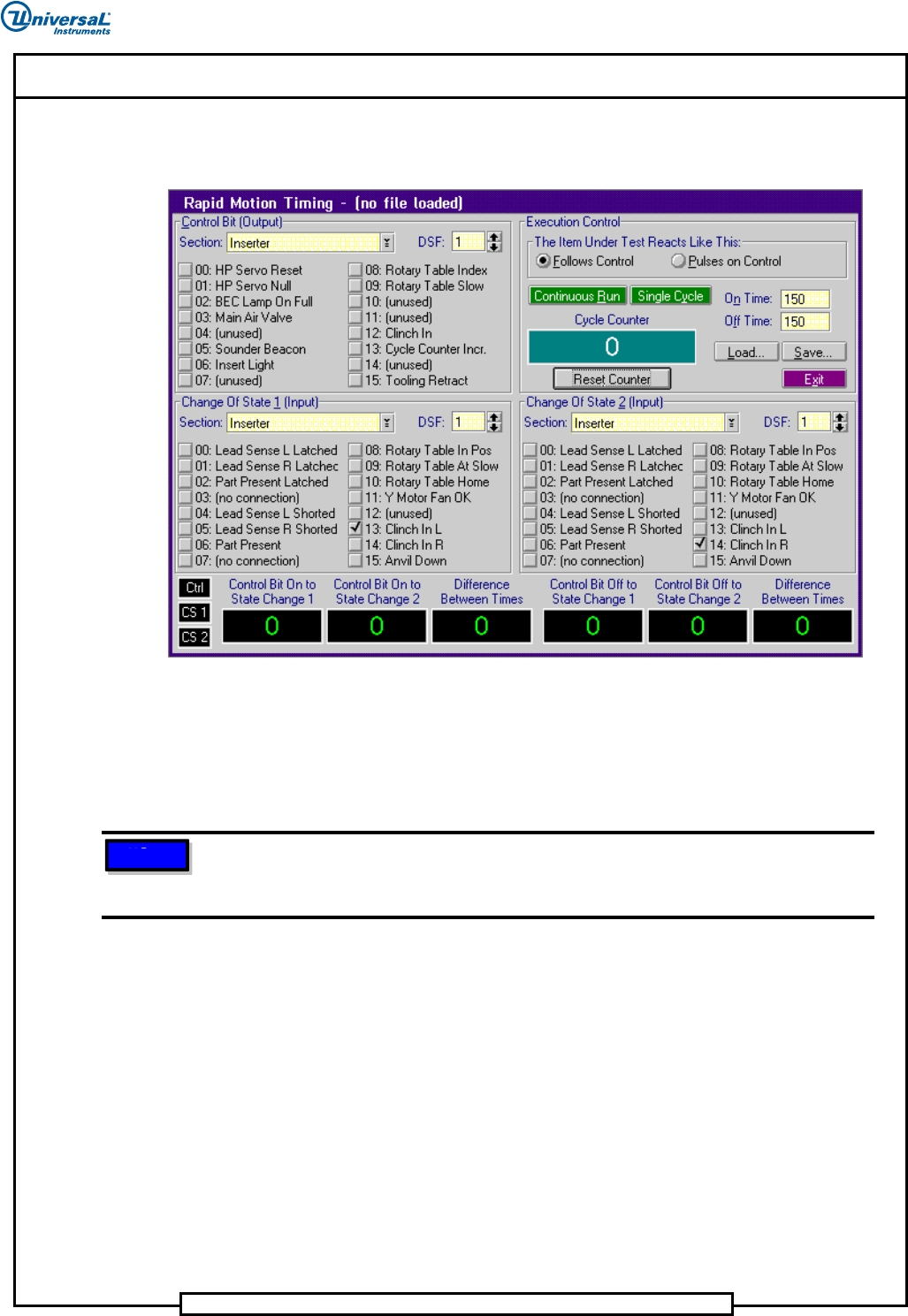
10. 在屏幕的 Execution Control (执行控制)部分,选择 Follows Control (遵循
控制)
和 Continuous Run (连续运行)。
11. 观察屏幕左下部分 Control Bit On to State Change 1(状态更改 1 控制位
接通)和 Control Bit On to State Change 2(状态更改 2 控制位接通)框
中的读数。此读数代表从激活剪脚阀到看到剪脚到位开关开关的时间 (以
毫秒为单位)。
12. 如果任一读数大于 33 毫秒,则检查下列状况并执行建议的纠正措施。
a. 切刀连接件磨损。进行必要的保养。
b. 切刀气缸磨损。进行必要的保养。
c. 气动管路扭结或堵塞。根据需要进行修理或更换。
d. 检查切刀阀或阀的电磁铁是否坏掉。
13. 选择
Stop Running (停止运行) ,然后选择 Exit (退出) ,以关闭 Rapid
Motion Timing (快速运动同步)屏幕。
14. 如果不需要进行其他调校,则退出 IM Diagnostics 功能。
步骤结束
Control Bit Off to State Change 1(状态更改 1 控制位断开)或 Control Bit Off to
State Change 2(状态更改 2 控制位断开)的读数相对较大。这是正常情况。无法通
过任何调整来增大或减小剪脚器切刀速度。
注意
转台调校
本文档支持 VCD/ 排序机。
第
62
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
转台调校
转盘对正调整
此调整步骤旨在将转盘与 X-Y 轴工作台对正。
工作台对正可确保不论元件在可插件区域内的 X-Y 位置如何,都能实现可靠的
插件。此调整可能不需要经常进行。但如果转台没有对正,所有定位系统都会
受到影响。
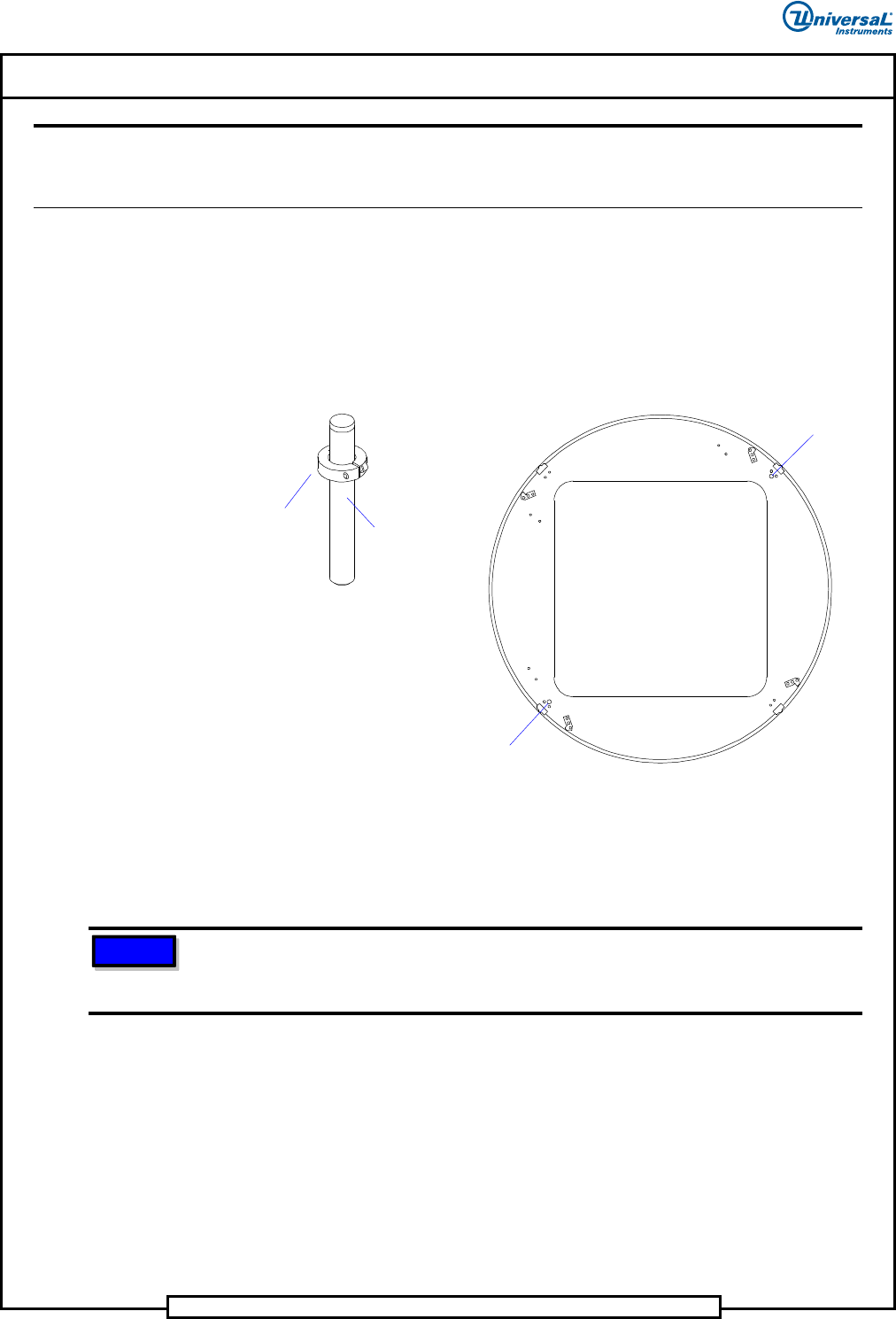
图
1.
对正转台
当转盘与 X-Y 工作台对正,使得定位销能够轻松地滑入和滑出 X-Y 工作台全
部 4 个方向的定位孔,可以将转盘视为已对正。
在开始调整前,请阅读整个步骤。
先决条件:
• 拆下台锁组件
• 移动转盘驱动马达,使其不会接触到转盘
• 取出所有四 (4) 个锁定片及其垫圈
• 拧松所有四 (4) 个偏心轮
• 将 ¼ 定位销插入转盘的左下和右上衬套,确保它们能够继续插入 “X”工
作台的衬套
Dowel Pin
Collar
Locating Hole
Locating Hole
定位销
套环
定位孔
定位孔
在对正转盘后, 2 个定位销组件可轻松滑入和滑出其相应的定位孔。台锁组件和驱动
器组件所施加的额外压力可能导致转盘发生移位。如果此移位导致无法插入或拔出导
销,则可能需要再次对正。
注意
转台调校
第
63
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
专用工具:
• 带套环的定位销
• 扭矩扳手
• 9/16 扳手
步骤:
要对正转盘,请执行以下步骤:
1. 关机并根据当地步骤上锁 / 挂签。
2. 使用现场校准套件中的扭矩仪和扭矩接头
逆时针旋转左前偏心轮,确保偏
心轮刚好与转盘接触并且没有空隙,不能上下自由活动。然后用手指向下
拧紧偏心轮。
3. 为右后偏心轮重复步骤 1。
4. 为左后和右前偏心轮重复步骤 1。
5. 拧松用于固定左前偏心轮的凹头螺丝,使偏心轮上没有压力(如图 2 所示)。
WARNING
执行此步骤时,必须关机,并执行当地上锁 / 挂签步骤,以确保人身安全。
导轮轴套接头是一个偏心轮。沿逆时针方向旋转轴套接头会增加转盘与导轮之间的阻
力。沿顺时针方向旋转轴套会减小阻力。
注意
警告