52986107 中文版教学.pdf - 第23页
排序机 / 送料器 (分配头)调校 第 19 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 调整导向组件块 此步骤用于正确地放置导向块, 使其靠近插件头链条。这样可以确保链夹正确 地打开,以接收从槽轮传送的元 件。 1. 按照 《 机器操作指南 》中的说明关机。 2 拧松用于将导向支座固定到链条 传送加工铸件的 4 颗螺丝。 3 通过转动同步轴,手动调整插件头链条位置,直至链…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
18
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
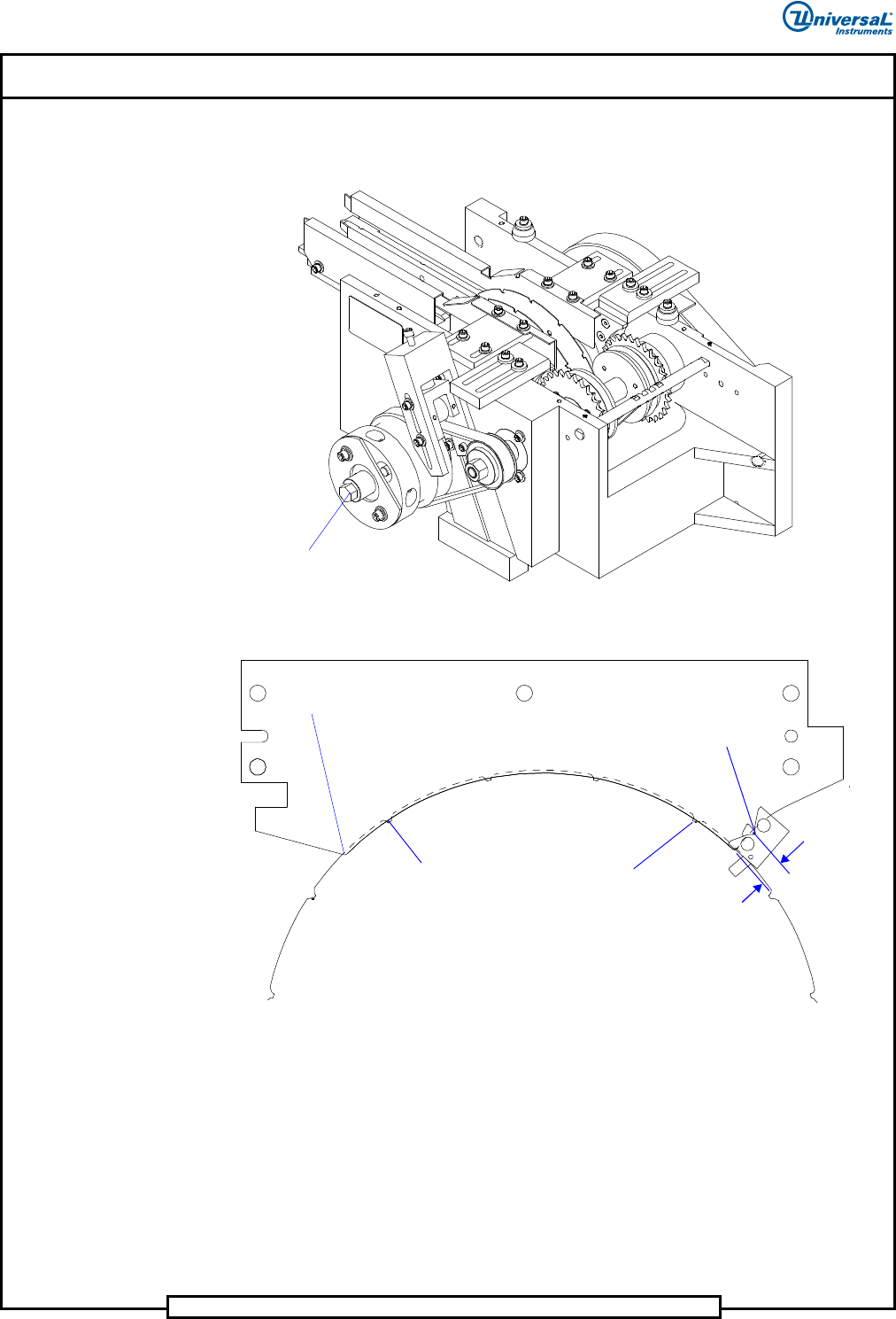
5 按照以下图示,将工具套件中的三根 1,27 mm (.050 英寸)标准销放在排
序机链条上。
6 在同步轴上,使用合适的扳手手动驱动排序机链条,将标准销放在槽轮和
链夹中如上图所示的位置。
7 降低上导向块组件,使其接触到所有标准销,但允许标准销通过导向片
拐角。
8 拧紧上导向块组件上的 2 颗凹头螺丝,将导向片固定到位。
步骤结束。
Pins must clear
guide corner
10mm (.040 in.)
minimum
Gauge Pin 1
Gauge Pin 2Gauge Pin 3
Gauge Pins on Pitchwheel and Chain Clip
Timing Hub Shaft
同步轴
销必须能够通过
导向片拐角
标准销 1
标准销 2
最小值 10mm (.040 in.)
标准销 3
槽轮和链夹上的标准销
排序机 / 送料器 (分配头)调校
第
19
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
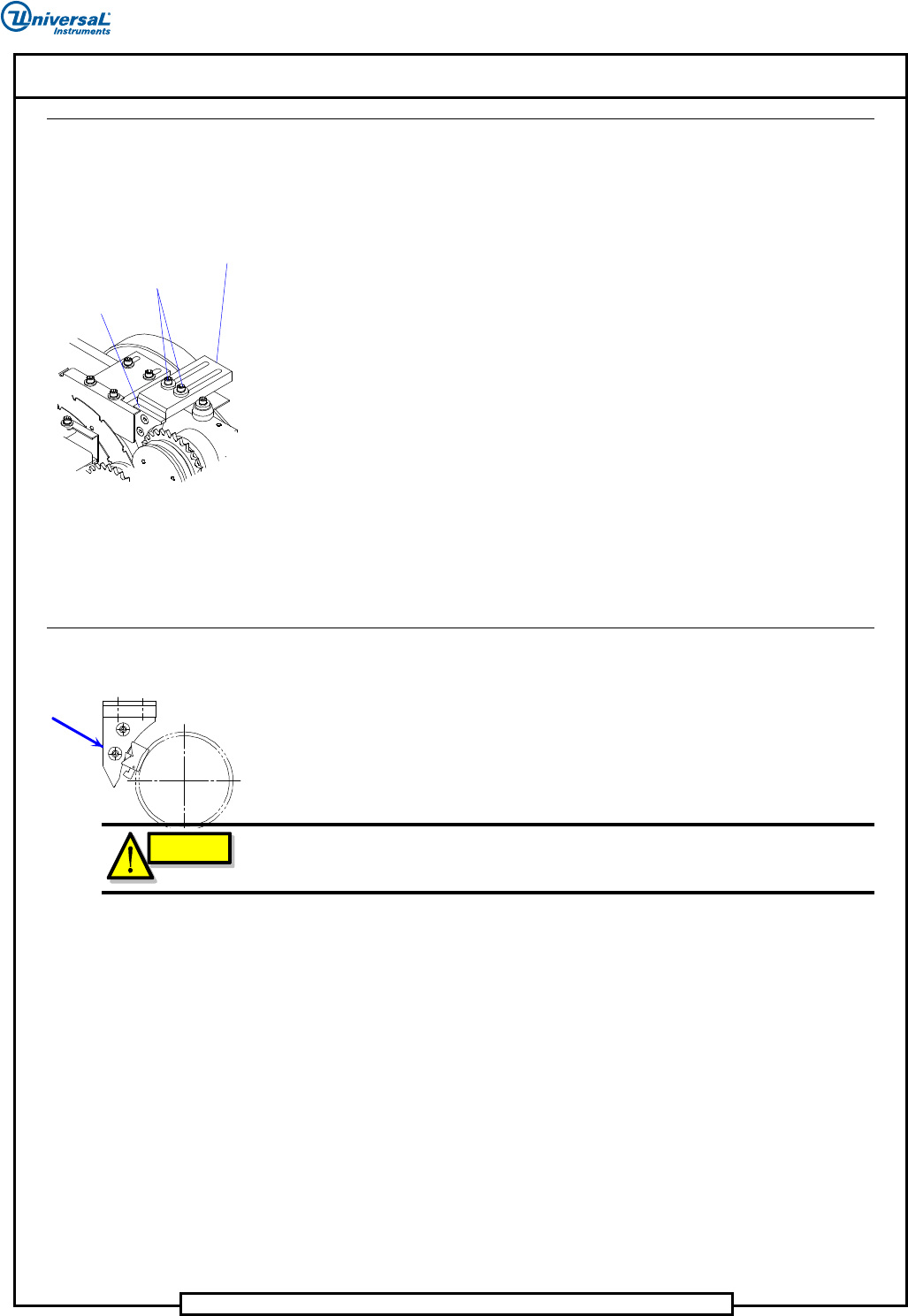
调整导向组件块
此步骤用于正确地放置导向块,使其靠近插件头链条。这样可以确保链夹正确
地打开,以接收从槽轮传送的元件。
1. 按照 《
机器操作指南
》中的说明关机。
2 拧松用于将导向支座固定到链条传送加工铸件的 4 颗螺丝。
3 通过转动同步轴,手动调整插件头链条位置,直至链夹在导向块径向中心
位置。
4 调整导向支座,使导向块两端均在链夹上对中,然后向前推动导向块,
使其紧近链夹。
5 在保持导向块紧紧靠近链夹的同时,拧紧固定螺丝,将导向支座固定
到位。
6 通过执行下列步骤,完成链到链调整。
步骤结束。
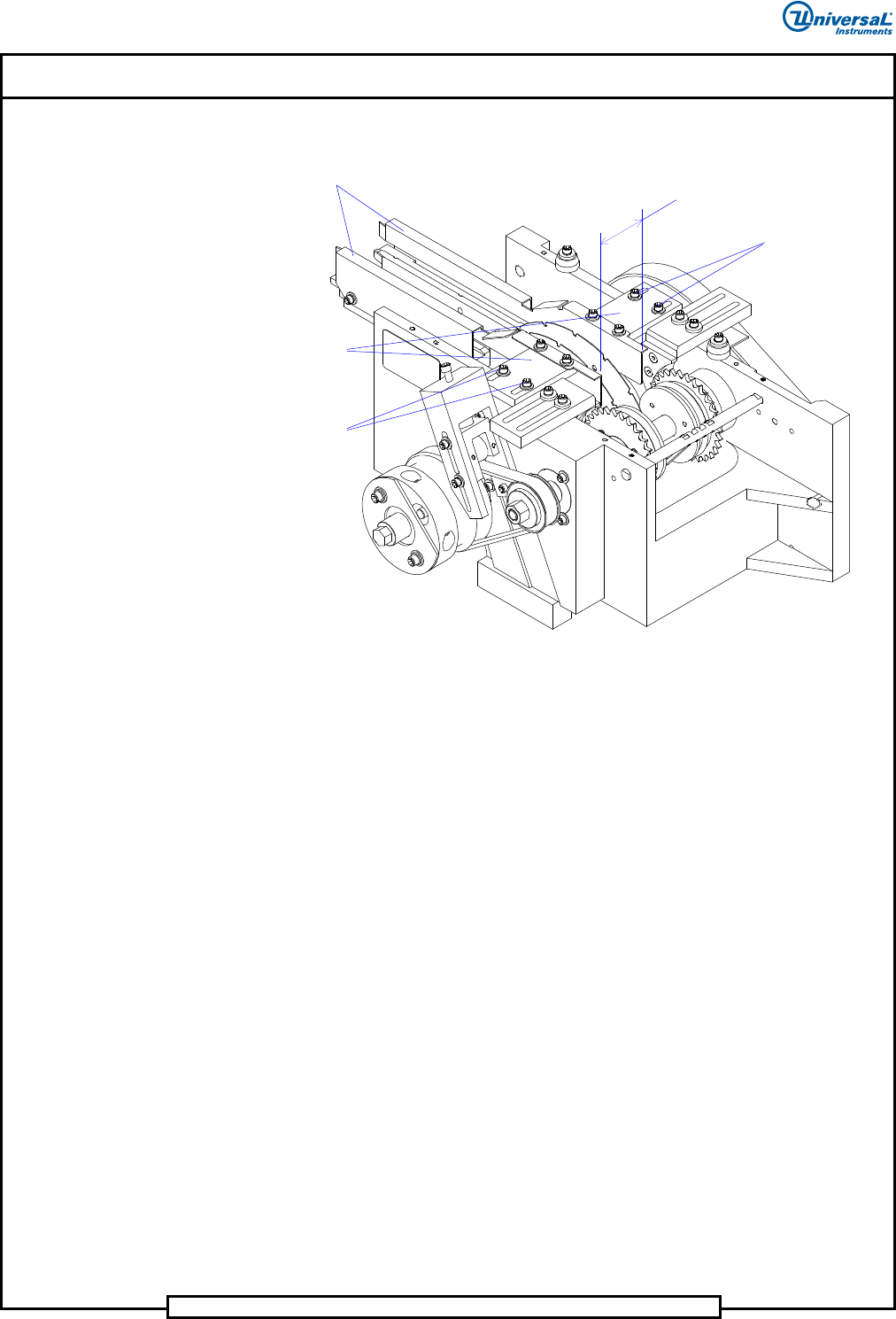
调整导向组件托架
相对插件头链条和槽轮正确地放置导向托架。这样可实现在导向托架之间正确
地传送元件,并确保将元件正确地锁定在链夹中。
1. 按照 《
机器操作指南
》中的说明关机。
2. 拆下上导向块组件中的 2 颗固定螺丝,然后拆下上导向块组件。
Guide
Cap Screws
Guide Support
导向组件
导向支座
螺丝
CAUTION
不要拧松用于固定调整套的螺丝。拧松调整套会导致无法对正,并需要再次执行调整
步骤。
小心
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
20
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
3. 拧松用于将导向托架固定到导向支座和导向托架外壳的 4 颗螺丝。
4 向后移动导向托架,直至链夹闩锁刚好通过导向组件并且在转动时不与导
向托架干涉。
5 拧紧用于固定导向托架的 4 颗螺丝。
6 完成调整后,必须检查导向托架间距。
7 按照图示,测量导向托架之间的内侧间距。
8 如果间距不在 2.10 +/-.01 in. (53,3 +/-0,25 mm) 范围内,则拧松用于固定导
向支座的 4 颗螺丝,并在保持上述间距的同时,围绕槽轮对中这些螺丝。
9 拧紧用于固定导向支座的 4 颗螺丝。
步骤结束。
Guide Brackets
Socket Head
Cap Screws
Guide Supports
Guide Bracket Width Adjustment
2.10 +/- .01
Socket Head
Cap Screws
导向托架
凹头螺丝
导向支座
凹头螺丝
导向托架宽度调整