52986107 中文版教学.pdf - 第25页
排序机 / 送料器 (分配头)调校 第 21 页,共 88 页 VCD/ 排序机调校指南 52986107 修订版 A 本文档支持 VCD/ 排序机 。 调整元件传送同步 目的是正确地调整在链到链组件传送期间 ,排序机链条驱动机构上的编码器原 点脉冲与元件位置之间的关系。 先决条件 • 将槽轮与插件头传动链轮对正 • 同步轴调整 • 将上导向块组件与槽轮对中 • 上导向块组件相对槽轮的上下位 置调整 • 导向块调整 • 导向托架调整 专…
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
20
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
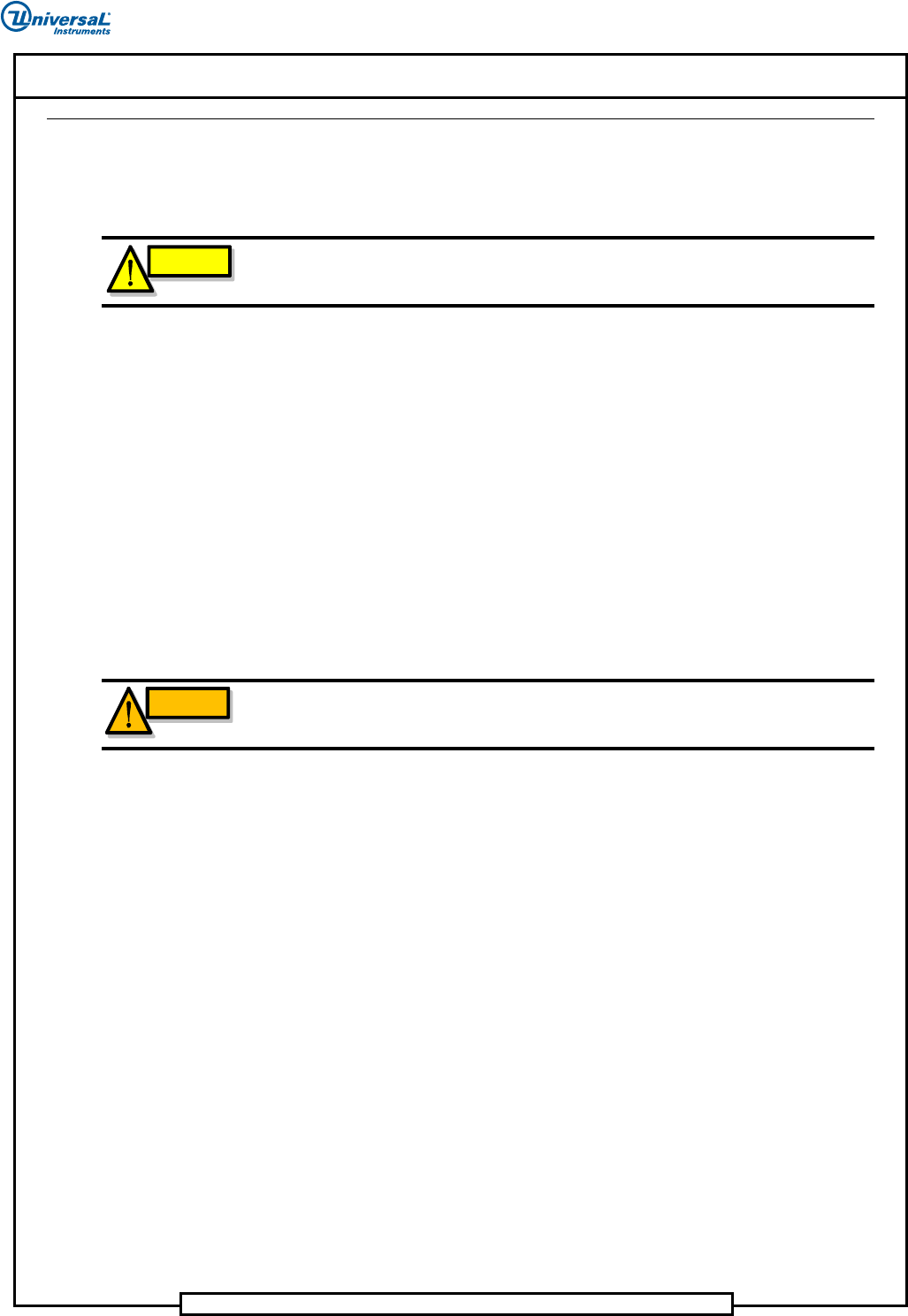
3. 拧松用于将导向托架固定到导向支座和导向托架外壳的 4 颗螺丝。
4 向后移动导向托架,直至链夹闩锁刚好通过导向组件并且在转动时不与导
向托架干涉。
5 拧紧用于固定导向托架的 4 颗螺丝。
6 完成调整后,必须检查导向托架间距。
7 按照图示,测量导向托架之间的内侧间距。
8 如果间距不在 2.10 +/-.01 in. (53,3 +/-0,25 mm) 范围内,则拧松用于固定导
向支座的 4 颗螺丝,并在保持上述间距的同时,围绕槽轮对中这些螺丝。
9 拧紧用于固定导向支座的 4 颗螺丝。
步骤结束。
Guide Brackets
Socket Head
Cap Screws
Guide Supports
Guide Bracket Width Adjustment
2.10 +/- .01
Socket Head
Cap Screws
导向托架
凹头螺丝
导向支座
凹头螺丝
导向托架宽度调整
排序机 / 送料器 (分配头)调校
第
21
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
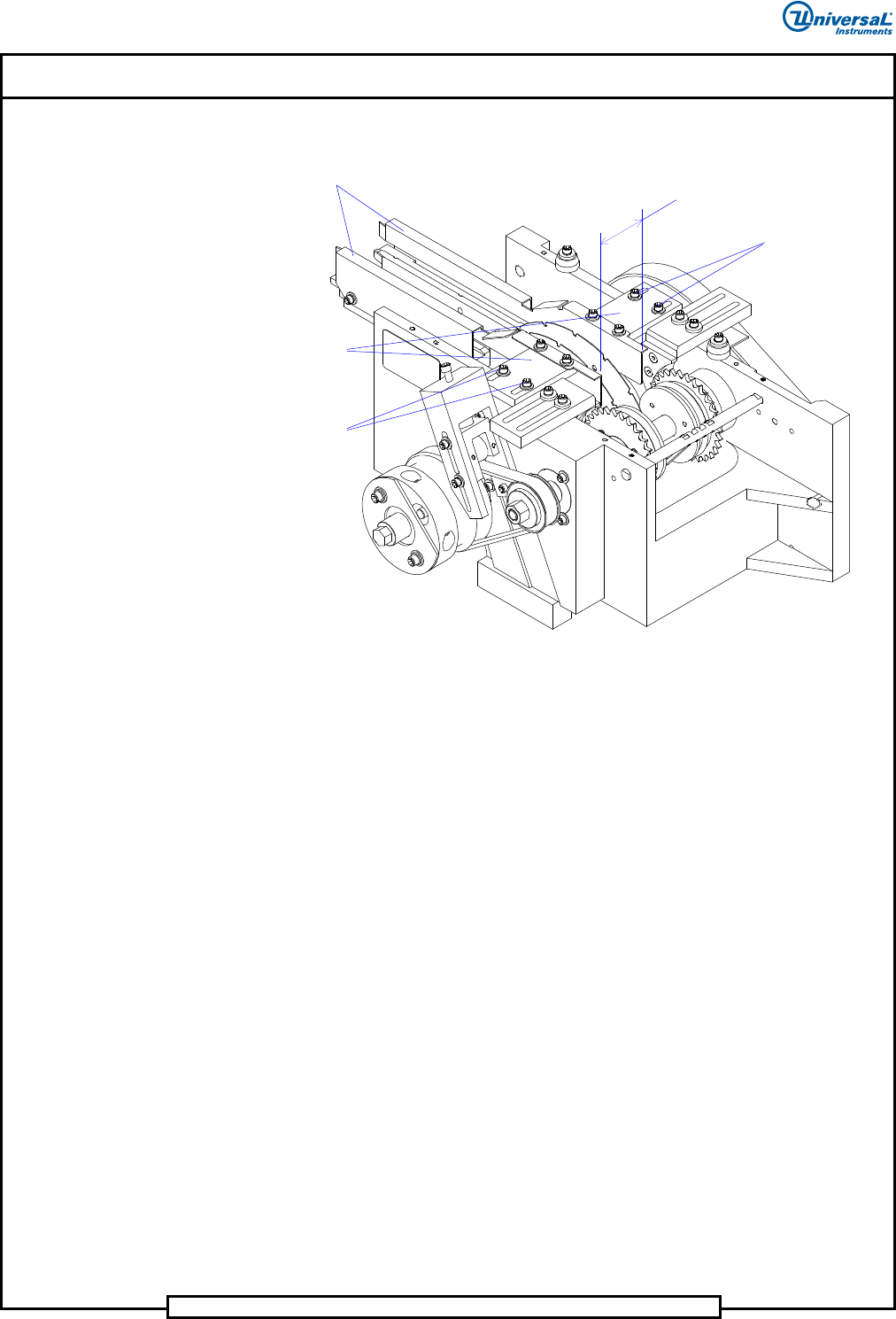
调整元件传送同步
目的是正确地调整在链到链组件传送期间,排序机链条驱动机构上的编码器原
点脉冲与元件位置之间的关系。
先决条件
• 将槽轮与插件头传动链轮对正
• 同步轴调整
• 将上导向块组件与槽轮对中
• 上导向块组件相对槽轮的上下位置调整
• 导向块调整
• 导向托架调整
专用工具
1. 调校销 (40968201)
2. 要调整元件传送同步,请执行下列操作:
3. 按照 《
操作参考手册
》中的详细说明,松开机器的急停开关。
4. 按照 《
操作参考手册
》中的详细说明将机器归零。
5. 拧松用于固定排序机链条传动编码器的 2 颗螺丝。
CAUTION
未能正确地进行此项调整会导致元件传送错误和降低插件可靠性。
WARNING
此步骤必须在机器处于开机状态时进行。必须小心操作,以免造成人身伤害或机器
损坏。
小心
警告
排序机 / 送料器 (分配头)调校
本文档支持 VCD/ 排序机。
第
22
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
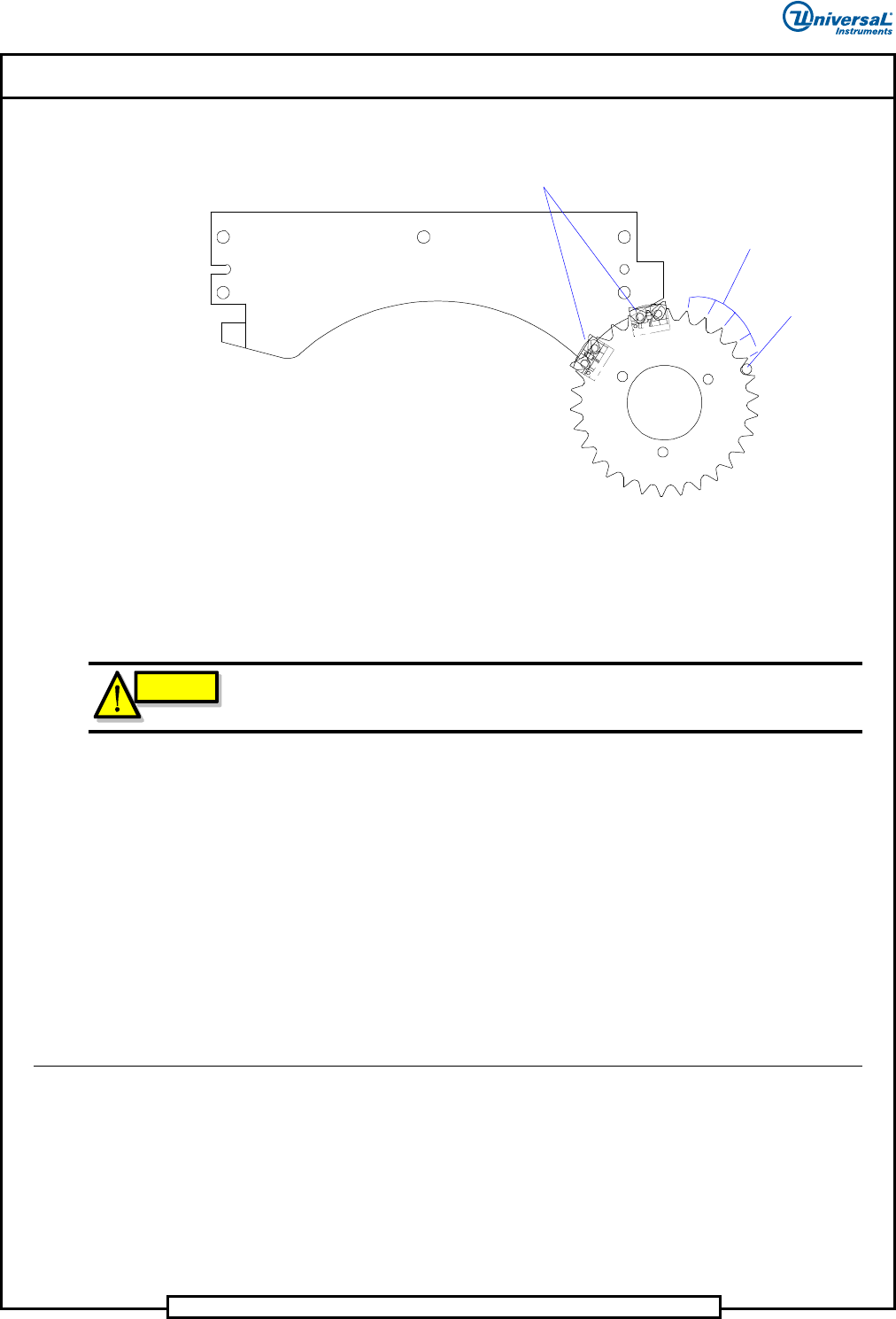
6. 按照图示,将调校销插入链到链本体的孔中。
7 按照图示,小心地旋转编码器,使插件头链条上的 2 个连续链夹完全处于
上导向块组件以下。
8 滑动调校销通过链到链组件,使其与插件头传动链轮的轮齿配合,并进入
链到链本体相对侧的孔中。
9 如果销不能完全插入到位,请取出销,然后将编码器旋转到能够完全插入
销的位置。
10 将调校销完全插入后,确保调校销与插件头链条配合部位之间露出插件头
传动链轮上的 5 个轮齿 (如图所示)。
11 取出调校销。
12 拧紧编码器上的螺丝,将编码器固定到位。
13 检查以确保能够轻松地完全插入调校销。如果不能,则重复调整步骤。
步骤结束。
多元件检测器组件 (选件)调校
如果安装了此选件,则使用下列步骤将多元件检测器组件与链条对正。
1. 开机并归零。执行此步骤时,排序机链条必须处于零位置。
Five exposed teeth
Set Up Pin
Two Chain Clips in Position
Component Transfer Timing Adjustment
安装到位的两个链夹
元件传送同步调整
露出的五个轮齿
调校销
CAUTION
调校销采用软合金金属制成。在插入或取出时,小心不要弯曲调校销。
小心