52986107 中文版教学.pdf - 第46页
插件头调校 本文档支持 VCD/ 排序机。 第 42 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 13 在将对中凸轮保持图示方向的同时 ,将对中传动 皮带套到对中从动皮 带轮。 14 拧松用于固定对中皮带张紧器的螺丝,使张紧器 能够顶紧皮带,然后拧紧 固定螺丝,将张紧器固定到位。 步骤结束。 凸轮对正 目的 此步骤旨在对中凸轮轴上的凸轮, 使其与插件刀具正确对正,从而为元件对中 提供初步调整。 调整步骤…
插件头调校
第
41
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
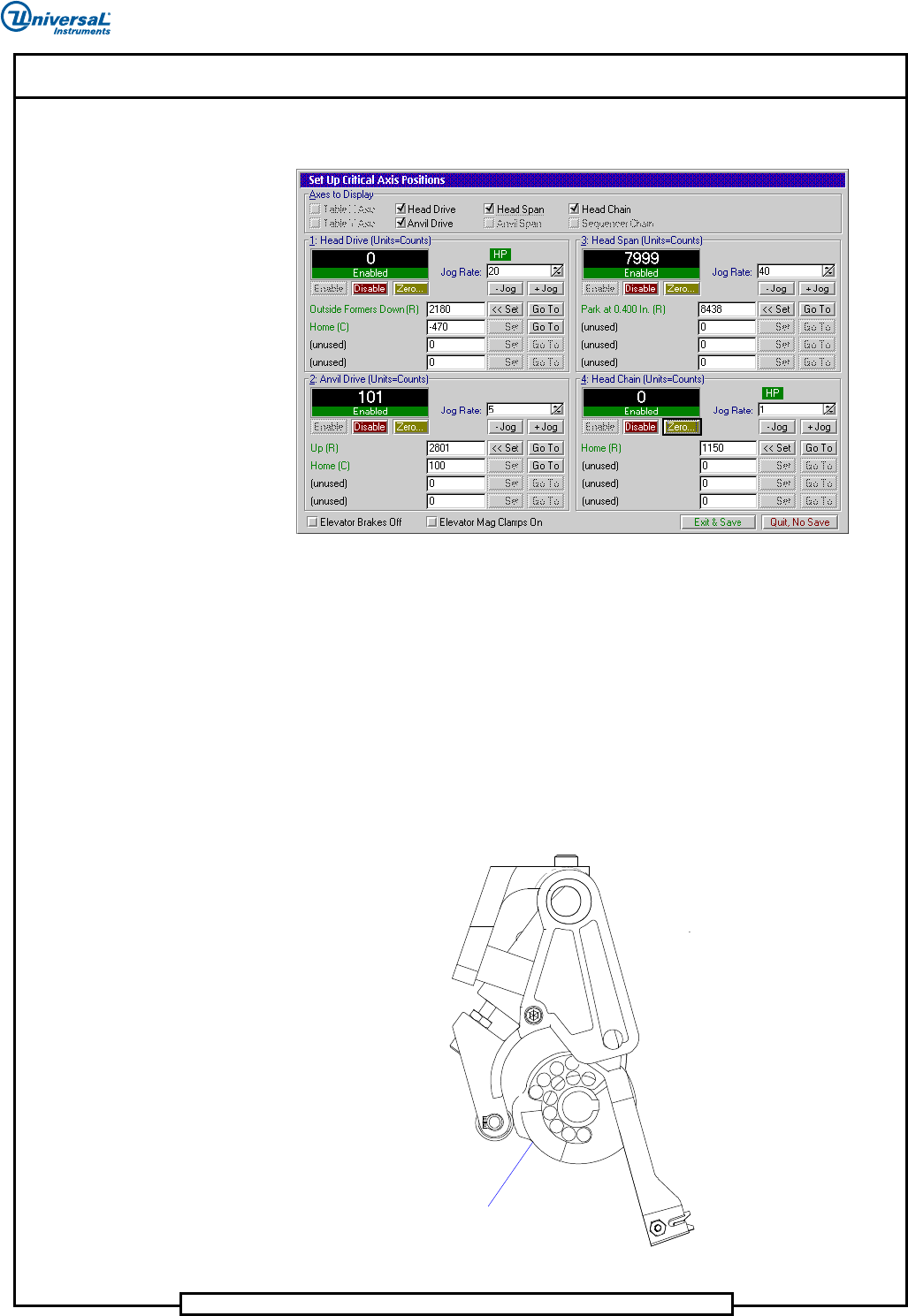
6. 单击 Yes (是)。这会将所有轴归零。随即显示下列屏幕。
7. 在 Set Up Critical Axis Positions(调校主轴位置)屏幕中,单击
Head Chain
(插件头链条)
和 Head Drive (插件头驱动)。
8. 选择
Zero (归零),将插件头驱动轴归零。
9. 选择
Go To (前往),将插件头驱动移至原点位置。
10. 拧松用于固定对中传动皮带张紧器的螺丝,移动张紧器以解除皮带张力,
然后将张紧器固定到机器本体。
11. 从对中从动皮带轮拆下对中传动皮带。
12. 手动将对中凸轮旋转到图示的方向。
Centering Cam
Oriented as shown
位于图示方向的
对中凸轮
插件头调校
本文档支持 VCD/ 排序机。
第
42
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
13 在将对中凸轮保持图示方向的同时,将对中传动皮带套到对中从动皮
带轮。
14 拧松用于固定对中皮带张紧器的螺丝,使张紧器能够顶紧皮带,然后拧紧
固定螺丝,将张紧器固定到位。
步骤结束。
凸轮对正
目的
此步骤旨在对中凸轮轴上的凸轮,使其与插件刀具正确对正,从而为元件对中
提供初步调整。
调整步骤
1. 按下 STOP 按钮。
2. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
3. 取下两颗 1/4-20 凹头螺丝,然后取下对中本体组件。
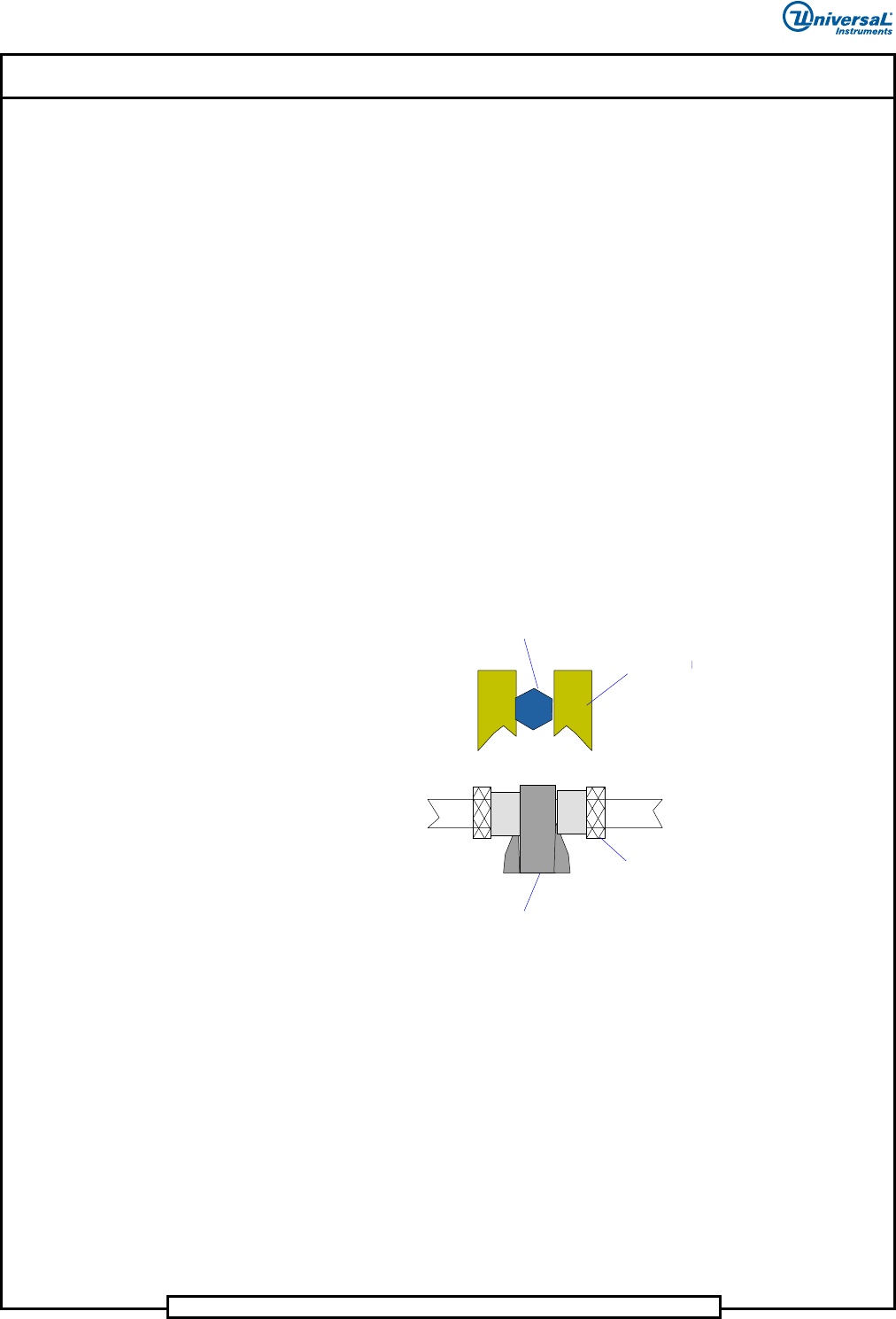
4 将 1/4 英寸内六角扳手放在刀具本体之间,手动闭合插件头跨距轴,直至
内六角扳手固定到位。内六角扳手用于指示刀具中心线。
5 将内六角扳手靠在凸轮顶部,检查凸轮是否已对中。如果凸轮与内六角扳
手对中,则无需进行调整。当内六角扳手的侧边与凸轮侧边对正,则表示
凸轮已对中。如果凸轮未与六角扳手对中,则继续下列步骤。
1/4 in. 内六角扳手
插件头刀具
滚花螺母
对中凸轮
插件头调校
第
43
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
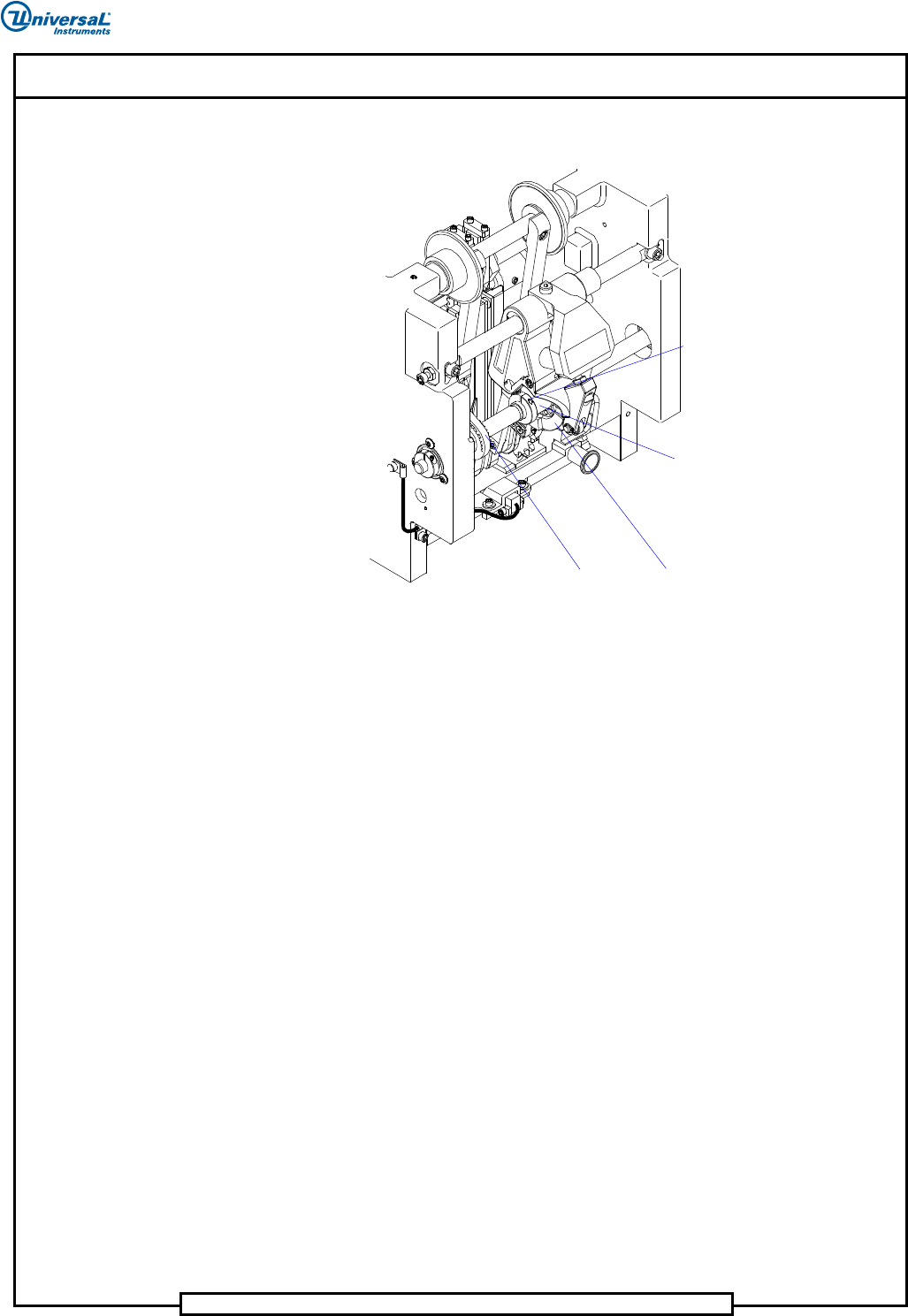
6 在凸轮需要调整的方向一侧,将凸轮旁边的滚花旋钮中的凹头螺丝拧松。
朝远离凸轮的方向转动旋钮。
7 拧松凸轮相对侧的滚花旋钮中的固定螺丝,然后转动滚花旋钮,直至凸轮
与内六角扳手对中。
8 往回转动另一个滚花旋钮,直至其接触到凸轮,然后拧紧两个滚花旋钮中
的固定螺丝将其固定到位。
9 装回对中本体组件。
步骤结束。
对中爪对正
目的
此步骤旨在调整对中本体组件的侧面到侧面位置,以确保正确地对中元件。它
是用于纠正元件在插件时偏离中心的精细调整。
先决条件
凸轮对正
调整步骤
1. 按下 STOP 按钮。
2. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
Centering Cam
Centering Drive Belt
Knurled Knob
Socket Head
Cap Screws
对中传动皮带
对中凸轮
滚花旋钮
凹头螺丝