52986107 中文版教学.pdf - 第56页
剪脚器调校 本文档支持 VCD/ 排序机。 第 52 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 剪脚器调校 剪脚器与插件头对正 目的 剪脚器与插件头对正旨在确定整个剪脚和 固定组件的位置,使其与插件头刀具 保持正确的关系。 专用工具 • 插件头调校工具 – ( 43806307 大引脚和跳线机刀具) – ( 43806311 5mm 、 5.5mm 和标准刀具) • 剪脚器调校工具 (47490803…
插件头调校
第
51
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
7. 在 Set Up Critical Axis Positions(调校主轴位置)屏幕中,单击 Head Chain
(插件头链条)
和 Head Drive (插件头驱动)。
8. 选择
Zero (归零),将插件头驱动归零。
9. 选择
Go To(前往),将插件头驱动移至 Outside Formers Down(外成型器
下位)位置。
10. 选择 Head Drive(插件头驱动)对应的
+Jog(+ 微调),并将刀具移动 320
计数 (这代表了最大插深值)。
11. 如果对中同步正确,对中爪应该向前伸展并闭合,使得对中片刚好彼此接
触。否则,继续下列步骤。
12. 然后通过拧松用于将对中传动皮带轮固定到皮带轮轴的两颗凹头螺丝,进
行更精细的调整。旋转传动皮带轮,使对中爪向前伸展并闭合,使得对中
片刚好彼此接触。
13. 选择 Head Drive (插件头驱动)对应的
-Jog (- 微调)并移动刀具,直至
对中片之间留有一点间隙 (约 150 计数)。
14. 选择 Head Drive(插件头驱动)对应的 +Jog(+ 微调)并移动刀具,直至
对中片刚好彼此接触。确保插件头驱动位置比 Outside Formers Down (外
成型器下位)位置高出 320 计数。
15. 单击
Quit, No Save (退出,不保存)。
步骤结束。
剪脚器调校
本文档支持 VCD/ 排序机。
第
52
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
剪脚器调校
剪脚器与插件头对正
目的
剪脚器与插件头对正旨在确定整个剪脚和固定组件的位置,使其与插件头刀具
保持正确的关系。
专用工具
• 插件头调校工具
– (43806307 大引脚和跳线机刀具)
– (43806311 5mm、 5.5mm 和标准刀具)
• 剪脚器调校工具 (47490803)
1. 按下
STOP 按钮。
2. 按照
操作手册
中的详细说明按下机器的急停开关。
3. 手动降低插件刀具,直至摆臂回撤。手动旋转插件头丝杠,直至调校工具
贴合在外成型器之间,然后拧紧刀具,直至调校工具固定到位。
4. 手动旋转剪脚器丝杠,直至剪脚器调校工具贴合在砧座之间。旋紧砧座,
直至砧座与凹槽贴合,并将工具固定到位。
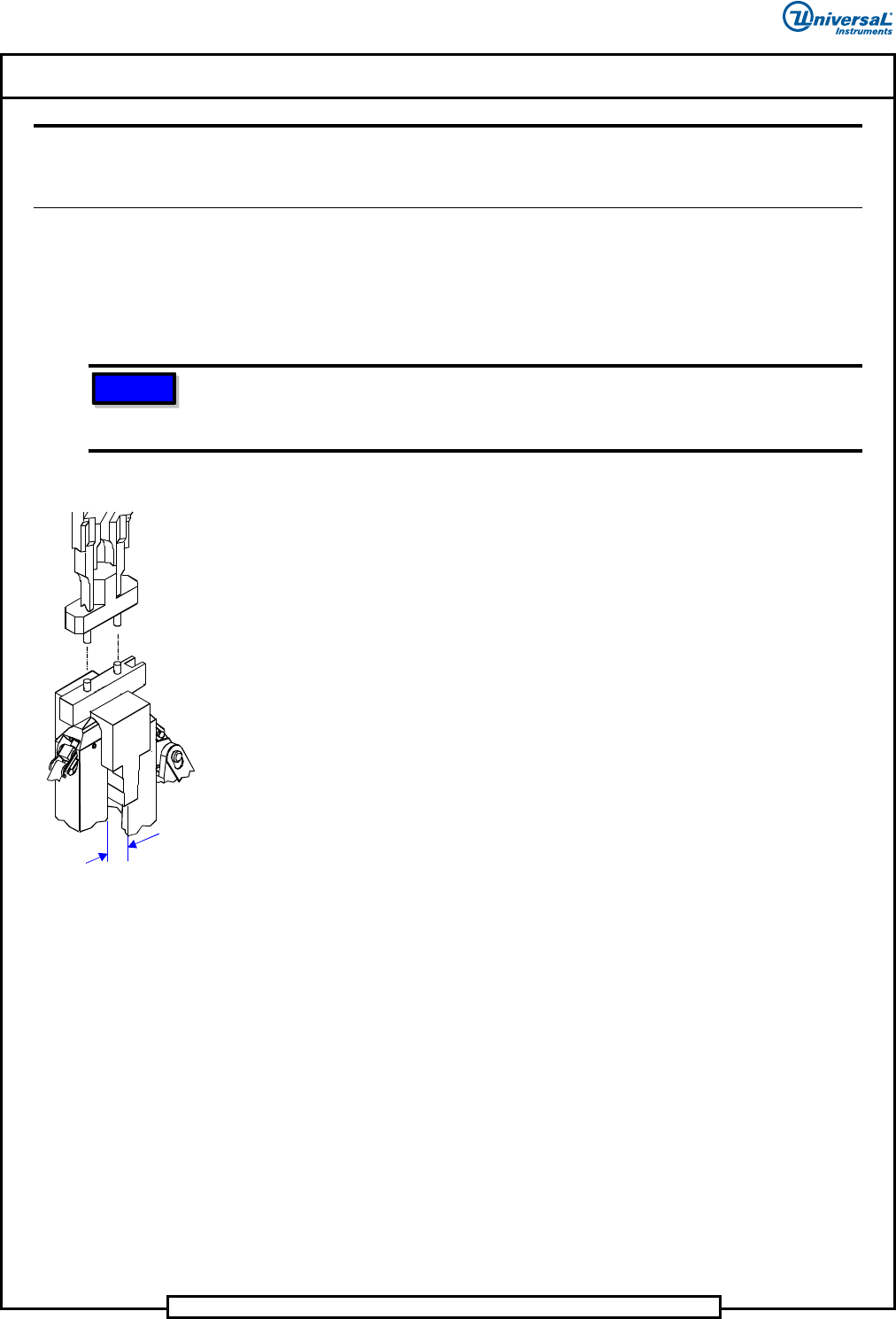
5. 手动降低插件头刀具,直至插件头调校工具中的销与剪脚器调校工具中的
销对正 (如图所示)。
6. 如果调校工具中的销没有正确对正,则拧松剪脚器上用于固定 X-Y 轴的四
颗凹头螺丝 (如图所示)。
任何时候需要改善剪脚的角度、长度或对正质量时,都必须执行该调整步骤。
执行此步骤的前提条件是,已按照本文档中的描述正确地组装剪脚器。
To o l in g
Alignment
.210
Ref.
刀具对正
.210 参
考值
注意
剪脚器调校
第
53
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
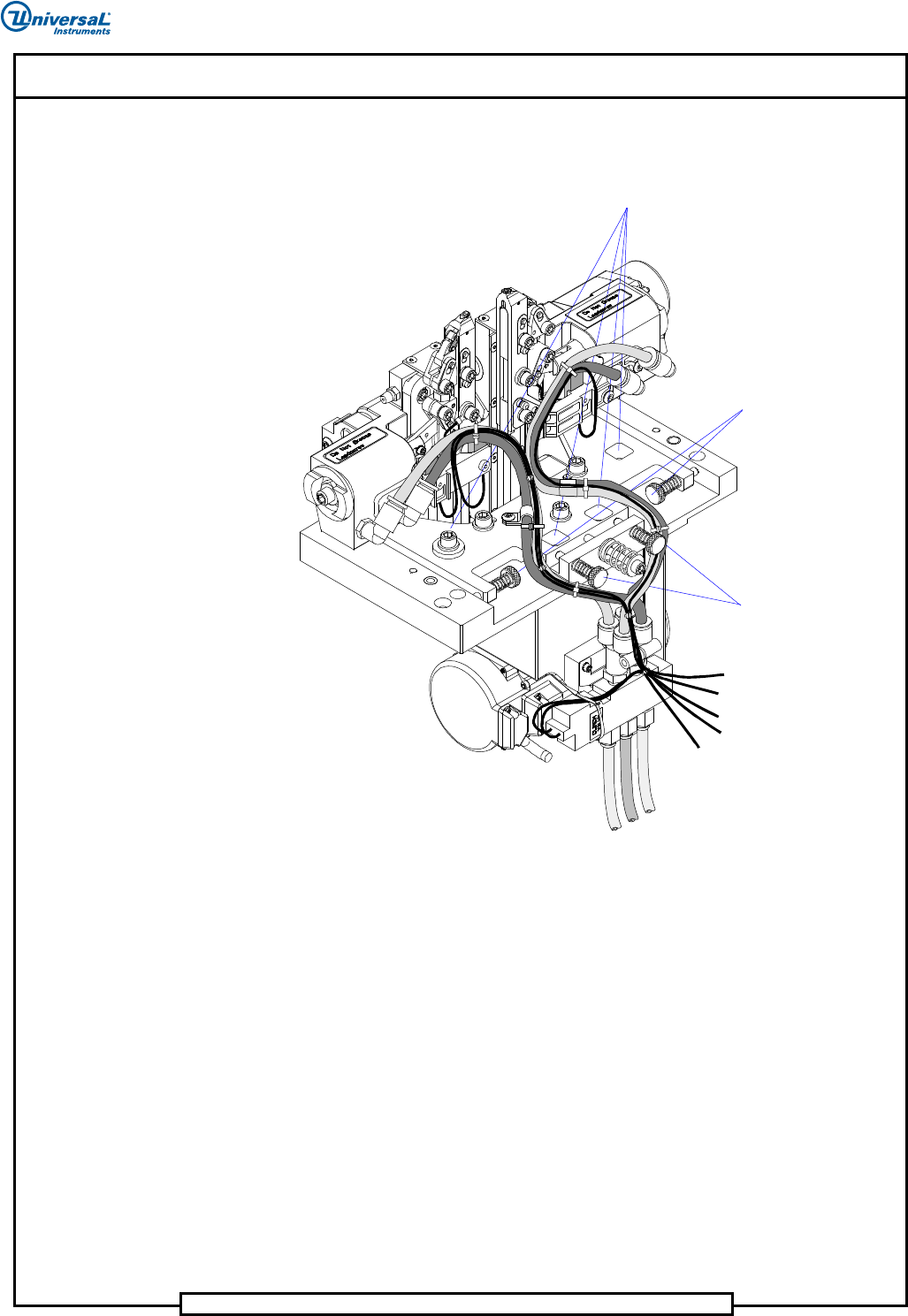
7. 使用 X-Y 轴调整螺丝,根据需要移动剪脚器,将剪脚器与插件头对正。
8 正确对正调校工具中的销后,拧紧剪脚器上用于固定 X-Y 轴的四颗凹
头螺丝。
9 提升插件刀具并从插件头刀具和剪脚器砧座中取出调校工具。
10 完成此步骤后必须执行剪脚器跨距调整。
步骤结束。
Socket Head
Cap Screws
X-Axis Adjusting
Screws
Y-Axis Adjusting
Screws
Clinch Axes Adjustments
凹头螺丝
X 轴调整螺丝
Y 轴调整螺丝
剪脚器轴调整