52986107 中文版教学.pdf - 第54页
插件头调校 本文档支持 VCD/ 排序机。 第 50 页,共 88 页 52986107 修订版 AV C D / 排序机调校指南 • 对中爪向内调整 调整步骤 1. 按下 STOP 按钮。 2. 按照 《 操作参考手册 》中的详细说明按下机器急停 开关。 3. 单击 IM Diagnostics 图标。等待启动 IM Diagnostics 。 4. 松开机器急停开关并按下 INTLK RESET 按钮。 5. 在 IM Diagno…
插件头调校
第
49
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
如果对中片没有正确地夹合标准销,则继续此步骤。
15 拧松对中本体中的六角螺母。
16 转动调整螺丝,直至标准销居于对中片上的槽末端。
17 拧紧六角螺母,将对中本体中的调整螺丝固定到位。
18 选择
Go To (前往),将插件头移到原点位置,然后选择 + Jog (+ 微调),
微调插件头链条 2000 点。
19 从插件头链夹中取出标准销。
20 单击
Quit, No Save (退出,不保存)。
21 如果不需要执行其他调校,则退出 IM Diagnostics 功能。
步骤结束。
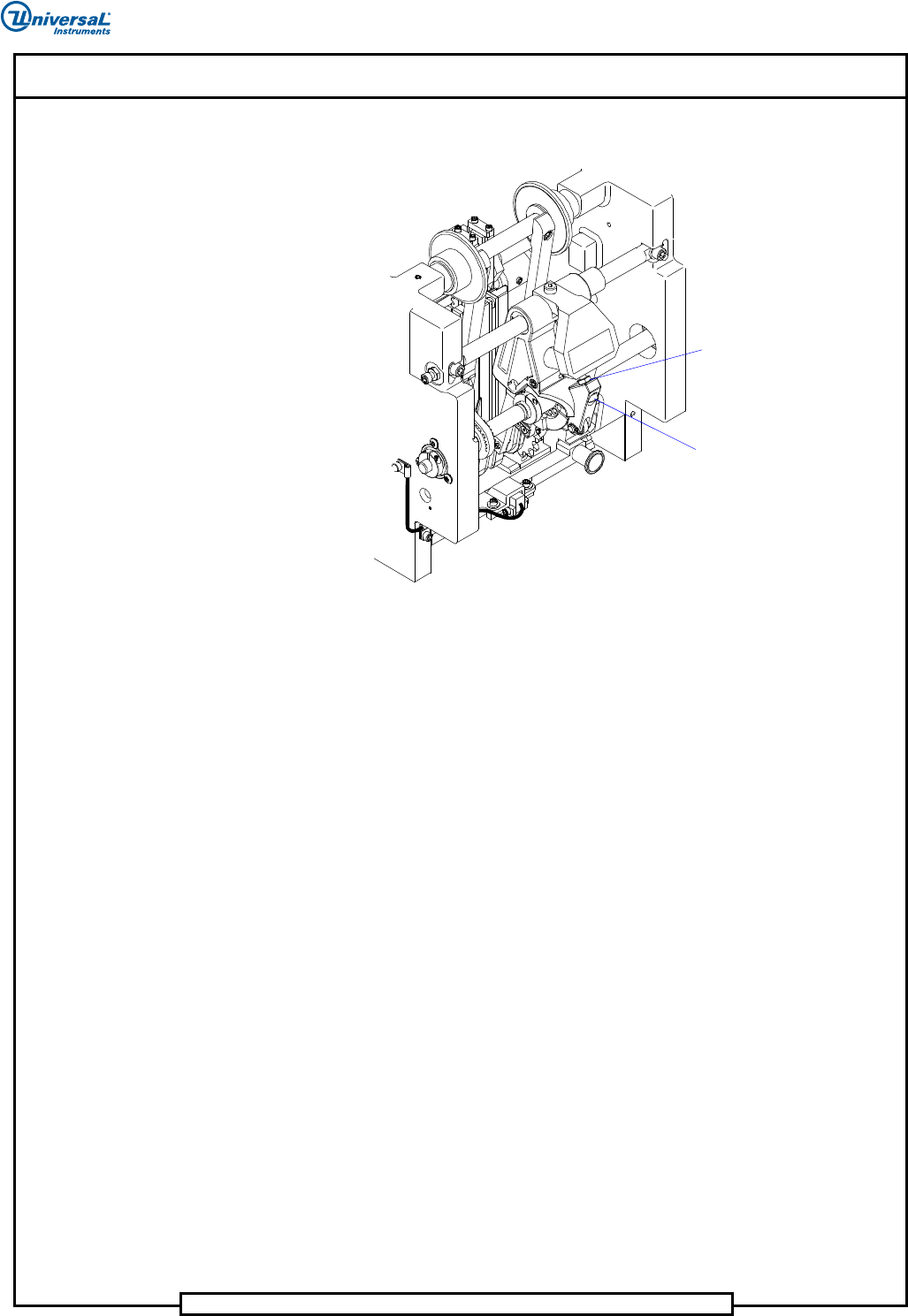
凸轮同步
目的
此调整旨在设置对中机构同步,以便在元件停在对中位置时执行对中功能。
先决条件
• 凸轮方向
• 对中爪对正
• 对中爪高度调整
Hex Nut
Cap Screw
六角螺母
调整螺丝
插件头调校
本文档支持 VCD/ 排序机。
第
50
页,共
88
页
52986107 修订版 AVCD/排序机调校指南
• 对中爪向内调整
调整步骤
1. 按下 STOP 按钮。
2. 按照 《
操作参考手册
》中的详细说明按下机器急停开关。
3. 单击
IM Diagnostics 图标。等待启动 IM Diagnostics。
4. 松开机器急停开关并按下
INTLK RESET 按钮。
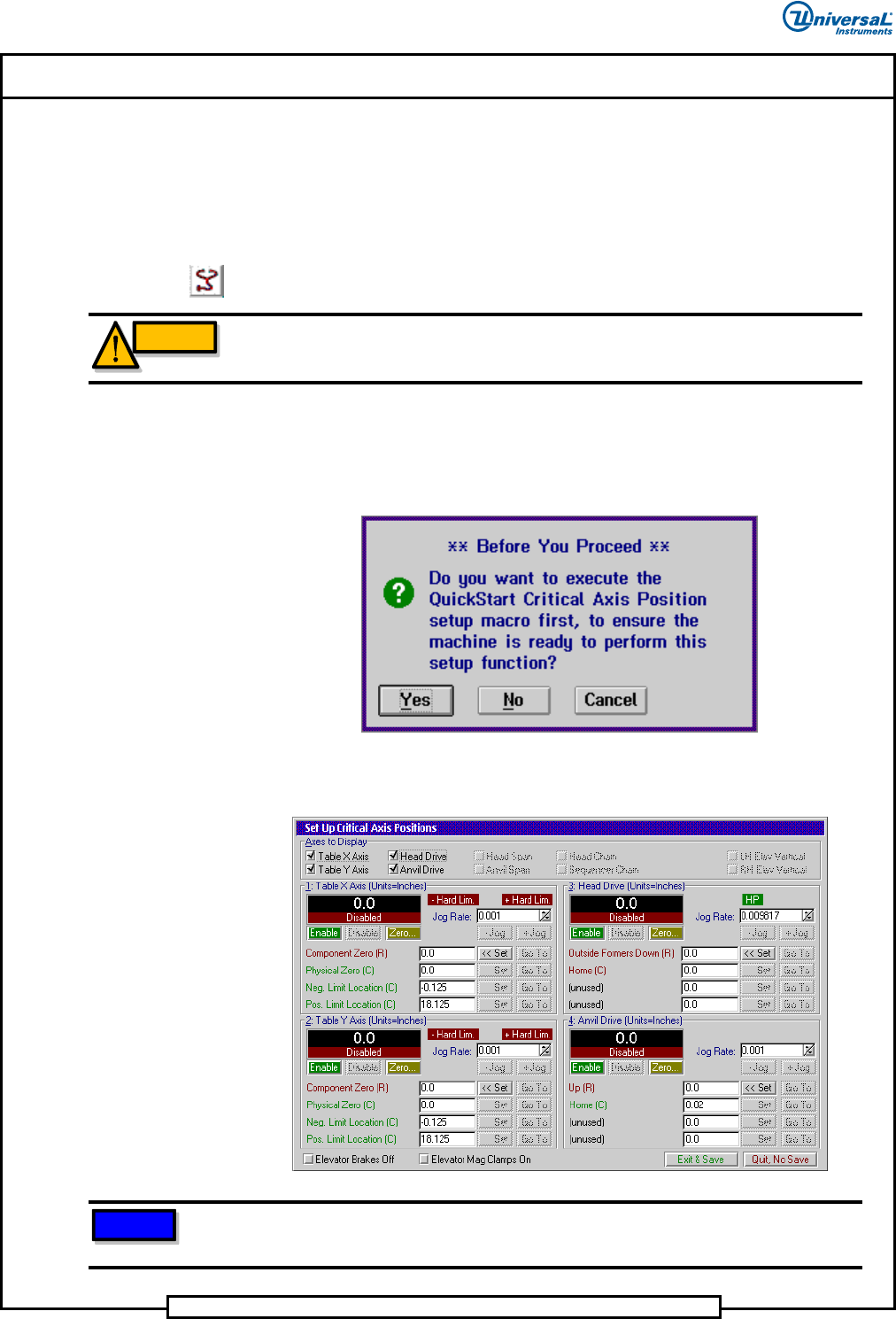
5. 在 IM Diagnostics 完成初始化后,选择:
Machine Set Up (机器调校) >
Critical Axis Positions (主轴位置)
。随即显示下列消息。
6. 单击
Yes (是)。这会将所有轴归零。随即显示下列屏幕。
WARNING
在机器进入 IM Diagnostics 功能时,机器已通电。执行下列步骤时务必小心,以免造
成人身伤害和设备损坏。
如果测量单位不是计数,请右键单击 Rate (速率)字段,并选择 Axis Position in
Counts (按计数显示轴位置)。
警告
注意
插件头调校
第
51
页,共
88
页
VCD/ 排序机调校指南 52986107 修订版 A
本文档支持 VCD/ 排序机。
7. 在 Set Up Critical Axis Positions(调校主轴位置)屏幕中,单击 Head Chain
(插件头链条)
和 Head Drive (插件头驱动)。
8. 选择
Zero (归零),将插件头驱动归零。
9. 选择
Go To(前往),将插件头驱动移至 Outside Formers Down(外成型器
下位)位置。
10. 选择 Head Drive(插件头驱动)对应的
+Jog(+ 微调),并将刀具移动 320
计数 (这代表了最大插深值)。
11. 如果对中同步正确,对中爪应该向前伸展并闭合,使得对中片刚好彼此接
触。否则,继续下列步骤。
12. 然后通过拧松用于将对中传动皮带轮固定到皮带轮轴的两颗凹头螺丝,进
行更精细的调整。旋转传动皮带轮,使对中爪向前伸展并闭合,使得对中
片刚好彼此接触。
13. 选择 Head Drive (插件头驱动)对应的
-Jog (- 微调)并移动刀具,直至
对中片之间留有一点间隙 (约 150 计数)。
14. 选择 Head Drive(插件头驱动)对应的 +Jog(+ 微调)并移动刀具,直至
对中片刚好彼此接触。确保插件头驱动位置比 Outside Formers Down (外
成型器下位)位置高出 320 计数。
15. 单击
Quit, No Save (退出,不保存)。
步骤结束。