IPC-CM-770D-1996.pdf - 第131页
January 1996 IPC-CM-770 A. Axial Parts (2 Leads) B. Radial Parts (2 Leads) C. Radial Parts (3/4 Leads) E. Single ln-Line Packages F. Dual ln-Line Packages G. Pin Grid Arrays H. Sockets and Connectors D. TO-5 ICs D. QE. F…
IPC-CM-770
Januaty
1996
Straight for
1
D
but not
less
than 0.8mm
"
Flush
to
0.635mm [0.25]
Max
Cqonductor
IPC-1-00363
L
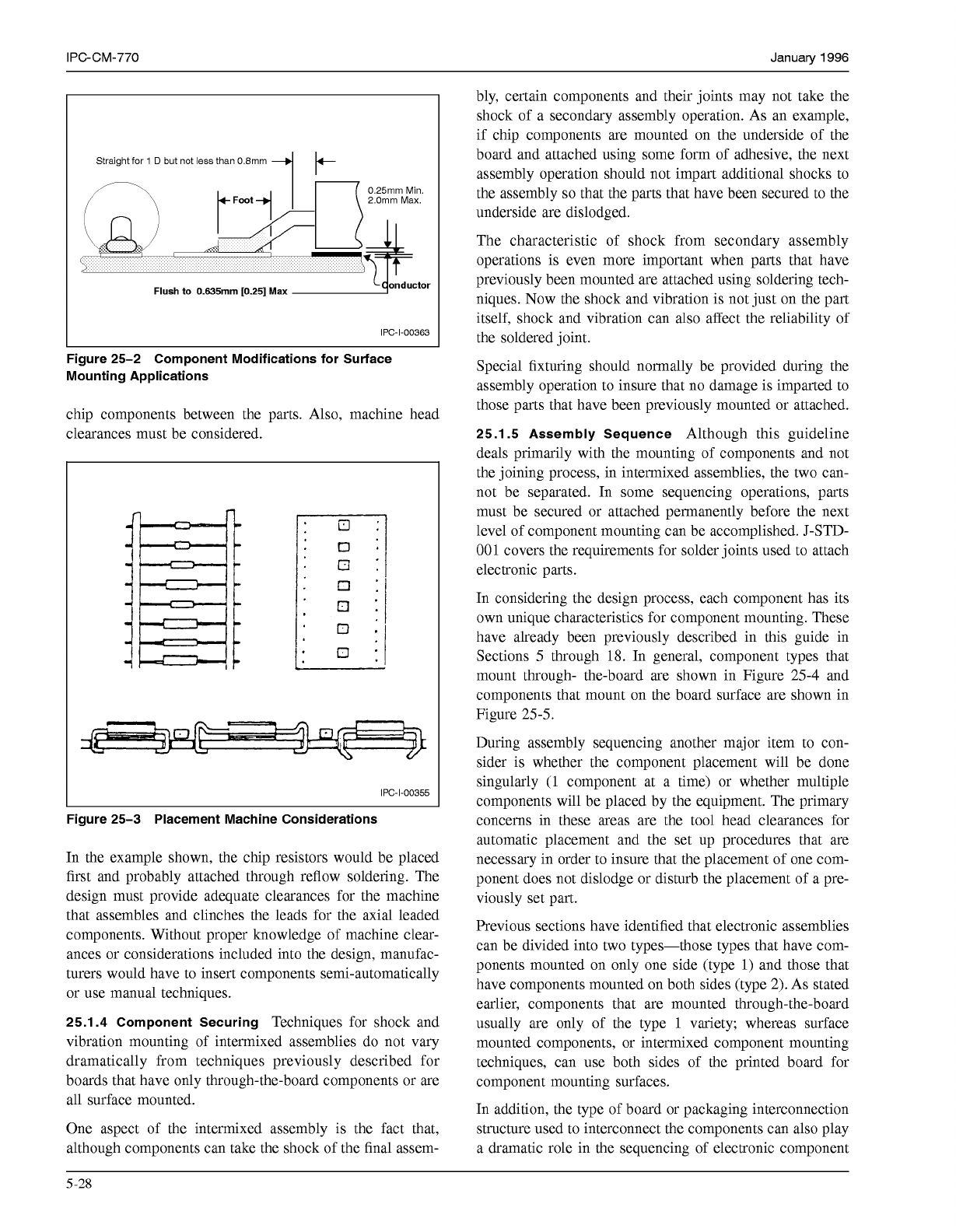
Figure 25-2 Component Modifications for Surface
Mounting Applications
chip components between the parts. Also, machine head
clearances must be considered.
IPC-1-00355
I
Figure 25-3 Placement Machine Considerations
In the example shown, the chip resistors would be placed
first and probably attached through reflow soldering. The
design must provide adequate clearances for the machine
that assembles and clinches the leads for the
axial
leaded
components. Without proper knowledge of machine clear-
ances or considerations included into the design, manufac-
turers would have to insert components semi-automatically
or use manual techniques.
25.1.4 Component Securing
Techniques for shock and
vibration mounting of intermixed assemblies do not vary
dramatically from techniques previously described for
boards that have only through-the-board components or are
all surface mounted.
One aspect of the intermixed assembly is the fact that,
although components can take the shock of the final assem-
bly, certain components and their joints may not take the
shock of a secondary assembly operation. As an example,
if chip components are mounted on the underside of the
board and attached using some form of adhesive, the next
assembly operation should not impart additional shocks to
the assembly
so
that the parts that have been secured to the
underside are dislodged.
The characteristic of shock from secondary assembly
operations is even more important when parts that have
previously been mounted are attached using soldering tech-
niques. Now the shock and vibration is not just on the part
itself, shock and vibration can also affect the reliability of
the soldered joint.
Special fixturing should normally be provided during the
assembly operation to insure that no damage is imparted to
those parts that have been previously mounted or attached.
25.1.5 Assembly Sequence
Although this guideline
deals primarily with the mounting of components and not
the joining process, in intermixed assemblies, the two can-
not be separated. In some sequencing operations, parts
must be secured or attached permanently before the next
level of component mounting can be accomplished. J-STD-
001
covers the requirements for solder joints used to attach
electronic parts.
In considering the design process, each component has its
own unique characteristics for component mounting. These
have already been previously described in this guide in
Sections
5
through
18.
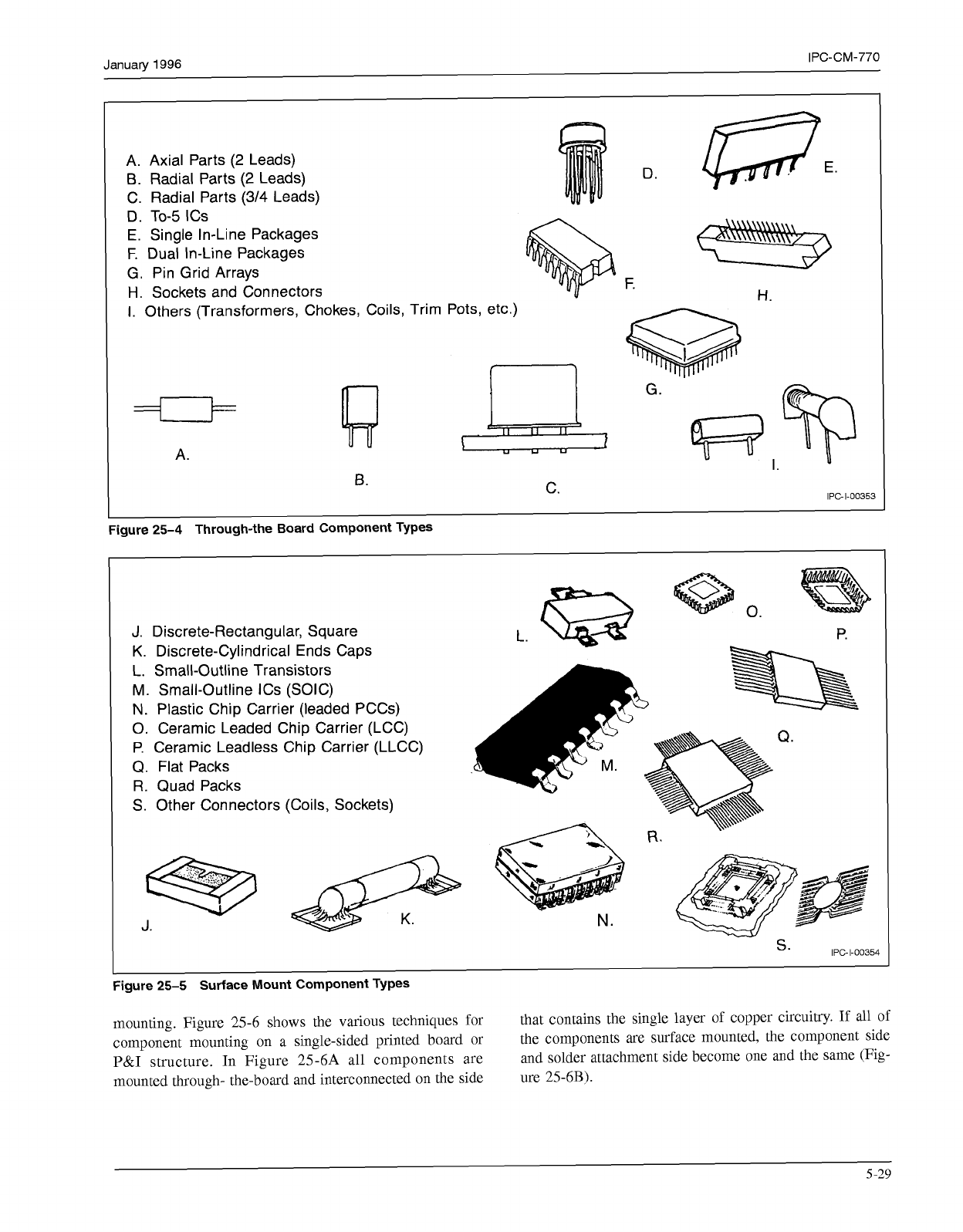
In general, component types that
mount through- the-board are shown in Figure
25-4
and
components that mount on the board surface are shown in
Figure
25-5.
During assembly sequencing another major item to con-
sider is whether the component placement will be done
singularly
(1
component at a time) or whether multiple
components will be placed by the equipment. The primary
concerns in these areas are the tool head clearances for
automatic placement and the set up procedures that are
necessary in order to insure that the placement of one com-
ponent does not dislodge or disturb the placement of a pre-
viously set part.
Previous sections have identified that electronic assemblies
can be divided into two types-those types that have com-
ponents mounted on only one side (type
1)
and those that
have components mounted on both sides (type
2).
As stated
earlier, components that are mounted through-the-board
usually are only of the type
1
variety; whereas surface
mounted components, or intermixed component mounting
techniques, can use both sides of the printed board for
component mounting surfaces.
In addition, the type of board or packaging interconnection
structure used to interconnect the components can also play
a dramatic role in the sequencing of electronic component
5-28
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
A. Axial Parts
(2
Leads)
B.
Radial Parts
(2
Leads)
C. Radial Parts
(3/4
Leads)
E. Single ln-Line Packages
F.
Dual ln-Line Packages
G.
Pin Grid Arrays
H.
Sockets and Connectors
D. TO-5 ICs
D.
QE.
F.
H
I.
Others (Transformers, Chokes, Coils, Trim Pots, etc.)
.
..
=El===
A.
W
G.
L.
IPC-1-00353
J.
Discrete-Rectangular, Square
K.
Discrete-Cylindrical Ends Caps
L. Small-Outline Transistors
M.
Small-Outline ICs (SOC)
N.
Plastic Chip Carrier (leaded PCCs)
O.
Ceramic Leaded Chip Carrier (LCC)
P. Ceramic Leadless Chip Carrier (LLCC)
Q.
Flat Packs
R. Quad Packs
S.
Other Connectors (Coils, Sockets)
L.
Q
N.
O.
P.
Q.
c
J.
IPC-1-00354
Figure
25-5
Surface Mount Component Types
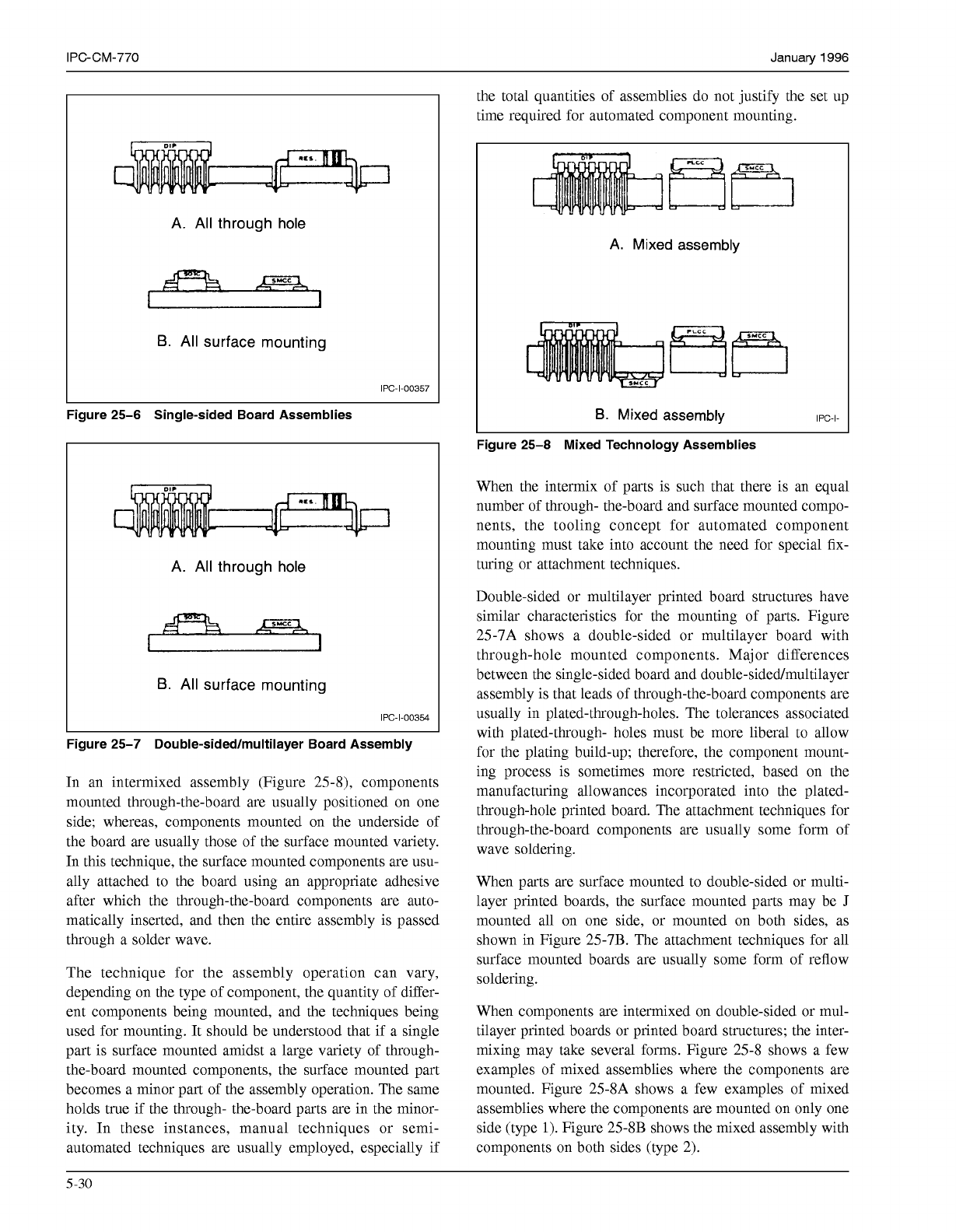
mounting. Figure 25-6 shows the various techniques for
that contains the single layer
of
copper circuitry.
If
all
of
component mounting on a single-sided printed board or
the components are surface mounted, the component side
P&I structure. In Figure 25-6A all components are
and solder attachment side become one and the same (Fig-
mounted through- the-board and interconnected on the side
ure 25-6B).
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
A. All
through hole
B.
All
surface mounting
IPC-1-00357
I
the total quantities of assemblies do not justify the set up
time required for automated component mounting.
A.
Mixed assembly
B.
Mixed assembly
IPC-I-
Figure
25-6
Single-sided Board Assemblies
Figure 25-8 Mixed Technology Assemblies
A. All
through hole
B.
All
surface mounting
IPC-1-00354
Figure
25-7
Double-sidedlmultilayer Board Assembly
In an intermixed assembly (Figure 25-S), components
mounted through-the-board are usually positioned on one
side; whereas, components mounted on the underside of
the board are usually those of the surface mounted variety.
In this technique, the surface mounted components are usu-
ally attached to the board using an appropriate adhesive
after which the through-the-board components are auto-
matically inserted, and then the entire assembly is passed
through a solder wave.
The technique for the assembly operation can vary,
depending on the type of component, the quantity of differ-
ent components being mounted, and the techniques being
used for mounting. It should be understood that if a single
part is surface mounted amidst a large variety of through-
the-board mounted components, the surface mounted part
becomes a minor part of the assembly operation. The same
holds true if the through- the-board parts are in the minor-
ity. In these instances, manual techniques or semi-
automated techniques are usually employed, especially
if
When the intermix of parts is such that there is an equal
number of through- the-board and surface mounted compo-
nents, the tooling concept for automated component
mounting must take into account the need for special fix-
turing or attachment techniques.
Double-sided or multilayer printed board structures have
similar characteristics for the mounting of parts. Figure
25-7A shows a double-sided or multilayer board with
through-hole mounted components. Major differences
between the single-sided board and double-sidedmultilayer
assembly is that leads of through-the-board components are
usually in plated-through-holes. The tolerances associated
with plated-through- holes must be more liberal to allow
for the plating build-up; therefore, the component mount-
ing process is sometimes more restricted, based on the
manufacturing allowances incorporated into the plated-
through-hole printed board. The attachment techniques for
through-the-board components are usually some form of
wave soldering.
When parts are surface mounted to double-sided or multi-
layer printed boards, the surface mounted parts may be
J
mounted all on one side, or mounted on both sides, as
shown in Figure 25-7B. The attachment techniques for all
surface mounted boards are usually some form of reflow
soldering.
When components are intermixed on double-sided or mul-
tilayer printed boards or printed board structures; the inter-
mixing may take several forms. Figure 25-8 shows a few
examples of mixed assemblies where the components are
mounted. Figure 25-SA shows a few examples of mixed
assemblies where the components are mounted on only one
side (type
1).
Figure 25-SB shows the mixed assembly with
components on both sides (type 2).
5-30
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services