IPC-CM-770D-1996.pdf - 第72页
IPC-CM-770 Januaty 1996 lnrulallon Support Wir. Crimp Rac*ptmclo IPC-1-00233 Figure 15-8 Female Receptacles IPC-1-00235 I Figure 15-9 Connector with Press Fit Contacts either to a mother board or to card racks or frames,…
January
1996
IPC-CM-770
internal connectors, but the special board preparation usu-
ally results in higher costs.
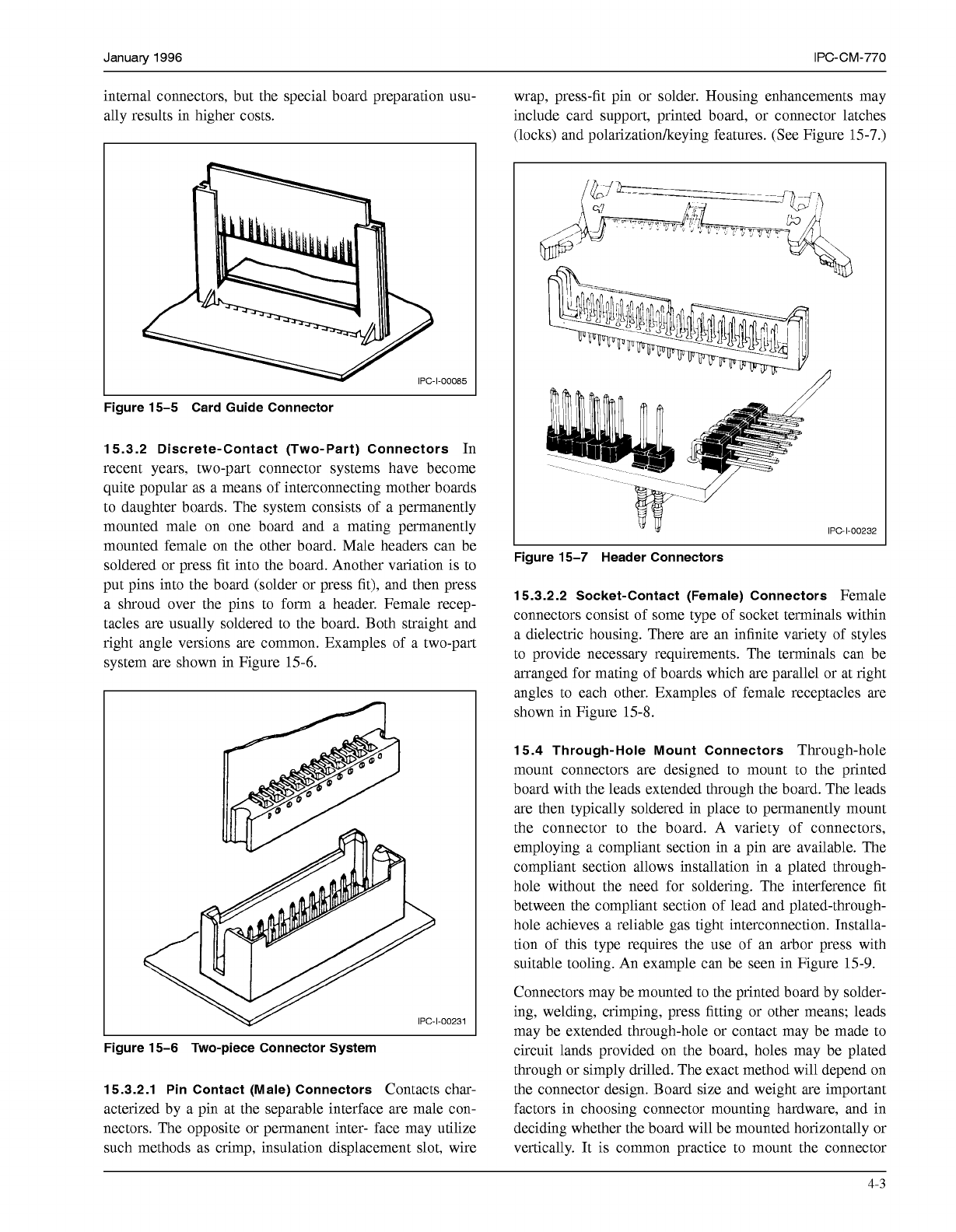
wrap, press-fit pin or solder. Housing enhancements may
include card support, printed board, or connector latches
(locks) and polarizationkeying features. (See Figure
15-7.)
-1-00085
Figure 15-5 Card Guide Connector
15.3.2 Discrete-Contact (Two-Part) Connectors
In
recent years, two-part connector systems have become
quite popular as a means of interconnecting mother boards
to daughter boards. The system consists of a permanently
mounted male on one board and a mating permanently
mounted female on the other board. Male headers can be
soldered or press fit into the board. Another variation is to
put pins into the board (solder or press fit), and then press
a shroud over the pins to form a header. Female recep-
tacles are usually soldered to the board. Both straight and
right angle versions are common. Examples of a two-part
system are shown in Figure
15-6.
r
Figure 15-6 Two-piece Connector System
15.3.2.1 Pin Contact (Male) Connectors
Contacts char-
acterized by a pin at the separable interface are male con-
nectors. The opposite or permanent inter- face may utilize
such methods as crimp, insulation displacement slot, wire
IPC-1-00232
Figure 15-7 Header Connectors
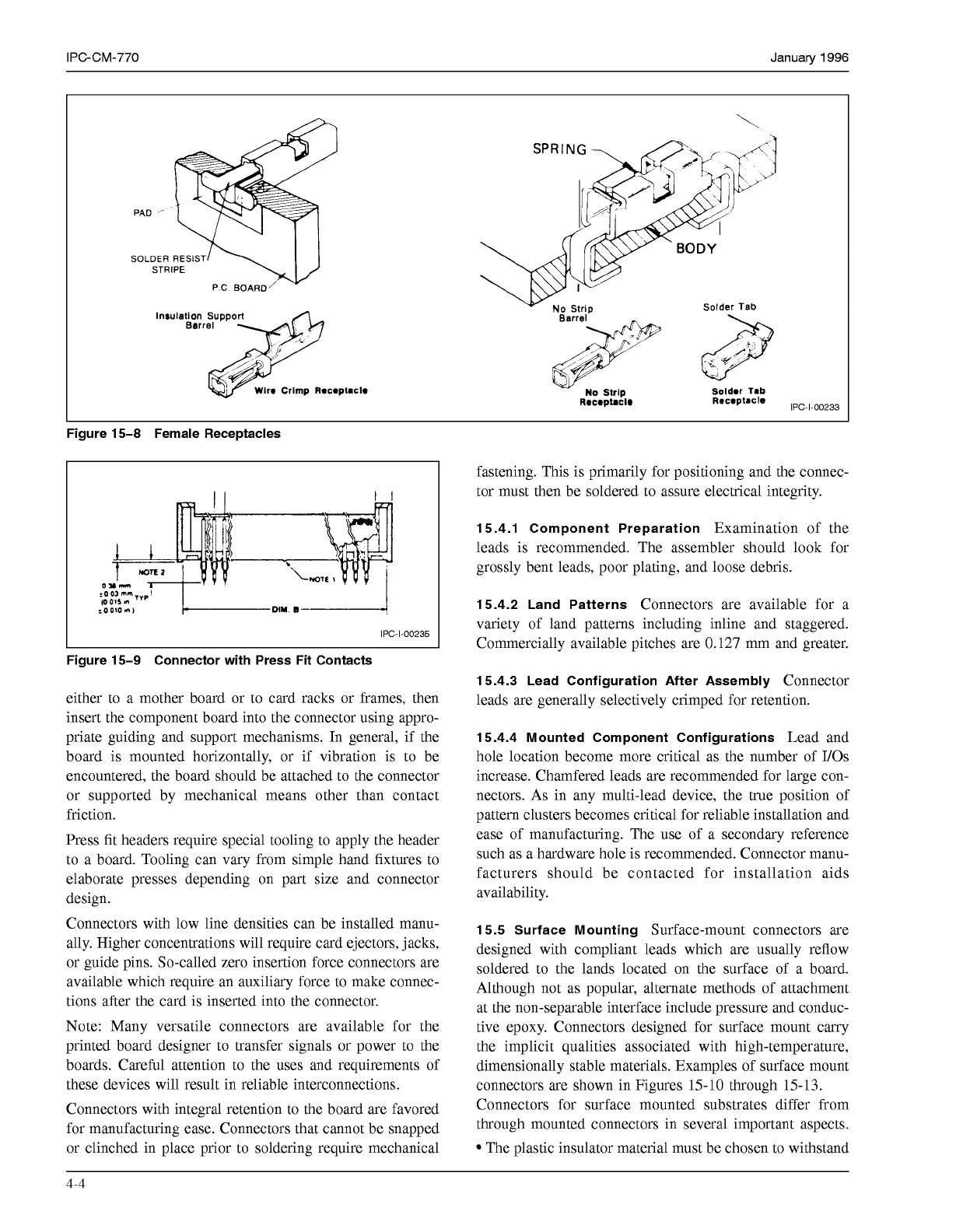
15.3.2.2 Socket-Contact (Female) Connectors
Female
connectors consist of some type of socket terminals within
a dielectric housing. There are an infinite variety of styles
to provide necessary requirements. The terminals can be
arranged for mating of boards which are parallel or at right
angles to each other. Examples of female receptacles are
shown in Figure
15-8.
15.4 Through-Hole Mount Connectors
Through-hole
mount connectors are designed to mount to the printed
board with the leads extended through the board. The leads
are then typically soldered in place to permanently mount
the connector to the board. A variety of connectors,
employing a compliant section in a pin are available. The
compliant section allows installation in a plated through-
hole without the need for soldering. The interference fit
between the compliant section of lead and plated-through-
hole achieves a reliable gas tight interconnection. Installa-
tion of this type requires the use of an arbor press with
suitable tooling. An example can be seen in Figure
15-9.
Connectors may be mounted to the printed board by solder-
ing, welding, crimping, press fitting or other means; leads
may be extended through-hole or contact may be made to
circuit lands provided on the board, holes may be plated
through or simply drilled. The exact method will depend on
the connector design. Board size and weight are important
factors in choosing connector mounting hardware, and in
deciding whether the board will be mounted horizontally or
vertically. It is common practice to mount the connector
4-3
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
lnrulallon Support
Wir.
Crimp
Rac*ptmclo
IPC-1-00233
Figure 15-8 Female Receptacles
IPC-1-00235
I
Figure 15-9 Connector with Press Fit Contacts
either to a mother board or to card racks or frames, then
insert the component board into the connector using appro-
priate guiding and support mechanisms. In general, if the
board is mounted horizontally, or if vibration is to be
encountered, the board should be attached to the connector
or supported by mechanical means other than contact
friction.
Press fit headers require special tooling to apply the header
to a board. Tooling can vary from simple hand fixtures to
elaborate presses depending on part size and connector
design.
Connectors with low line densities can be installed manu-
ally. Higher concentrations will require card ejectors, jacks,
or guide pins. So-called zero insertion force connectors are
available which require an auxiliary force to make connec-
tions after the card is inserted into the connector.
Note: Many versatile connectors are available for the
printed board designer to transfer signals or power to the
boards. Careful attention to the uses and requirements of
these devices will result in reliable interconnections.
Connectors with integral retention to the board are favored
for manufacturing ease. Connectors that cannot be snapped
or clinched in place prior to soldering require mechanical
fastening. This is primarily for positioning and the connec-
tor must then be soldered to assure electrical integrity.
15.4.1 Component Preparation
Examination of the
leads is recommended. The assembler should look for
grossly bent leads, poor plating, and loose debris.
15.4.2 Land Patterns
Connectors are available for a
variety of land patterns including inline and staggered.
Commercially available pitches are
0.127
mm and greater.
15.4.3 Lead Configuration After Assembly
Connector
leads are generally selectively crimped for retention.
15.4.4 Mounted Component Configurations
Lead and
hole location become more critical as the number of I/Os
increase. Chamfered leads are recommended for large con-
nectors. As in any multi-lead device, the true position of
pattern clusters becomes critical for reliable installation and
ease of manufacturing. The use of a secondary reference
such as a hardware hole is recommended. Connector manu-
facturers should be contacted for installation aids
availability.
15.5 Surface Mounting
Surface-mount connectors are
designed with compliant leads which are usually reflow
soldered to the lands located on the surface of a board.
Although not as popular, alternate methods of attachment
at the non-separable interface include pressure and conduc-
tive epoxy. Connectors designed for surface mount carry
the implicit qualities associated with high-temperature,
dimensionally stable materials. Examples of surface mount
connectors are shown in Figures
15-10
through
15-13.
Connectors for surface mounted substrates differ from
through mounted connectors in several important aspects.
The plastic insulator material must be chosen to withstand
4-4
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
IPC-1-00234
Figure
15-1
O
Surface Mount Connector
the high temperatures (215°C) encountered during reflow
solder processes.
The leads have been formed to make contact with the
lands on the board. The more intimate the contact is
between lead and land, the better.
The leads should be plated
so
as to assure good solder-
ability to the land. Solderability of leads can be checked
using simple tests described in MIL-STD-202, Method
208 or J-STD-002.
The connectors may require features for mechanical
attachment to the board. This is especially desirable for
longer connectors or connectors that are potentially sub-
jected to abuse during mating and unmating.
Alternative methods of surface mounting include the use of
pressure contacts to maintain electrical contact at the
board, as well as the separable interface. A point in these
applications is the need to provide board stiffening struc-
tures to neutralize the effect of "normal" forces.
An evolving technology is the use of conductive epoxies to
surface-mount a connector to board. Utilization of this
method affords the potential of lower processing tempera-
tures.
15.5.1
Component Preparation
Extra care should be
taken with surface mount connectors to assure that the
leads are not damaged prior to placement on the board.
15.5.2
Land Patterns
The size of the land on the board
is directly related to the size of the lead to be soldered plus
a tolerance needed to adapt to any inaccuracies in place-
ment. Generally, a land that is 0.25 mm larger on all sides
than the lead is recommended. The minimum land size
must be sufficient to provide a fillet on all sides of the lead.
15.5.3 LeadlLand Configurations After Assembly
Con-
nector leads are not reconfigured after surface mounting.
15.5.4
Mounted Component Configuration
The loca-
tion, or true position, of component leads becomes more
critical as the number of inputs/outputs increase. Board
hole tolerances and lead tolerances over the length of some
of the larger connectors can cause interference problems
when mounting. In such instances, mounting aids are
required and are provided by the connector manufacturer.
An important consideration with larger surface mounted
connectors is the difference in thermal expansion between
the connector plastic and the printed board. All commonly
used plastic materials have a coefficient of thermal expan-
sion (CTE) that exceeds that of epoxy glass boards by at
least
7
ppm/C"
(17
ppm/C" for ceramic substrates). The
mechanical connector design must be able to absorb this
CTE difference to avoid solder joint failures during thermal
cycling. Visual examination of leads of the mounted con-
nectors is recommended. Reposition individual leads if
required.
15.6 Mixed Technology
These assemblies generally are
wave soldered as the last attachment step. Standard
through-hole connectors can therefore generally be used for
mixed assemblies. These connectors should be applied
after the reflow solder process or must be chosen to be
compatible with the high temperatures seen during reflow
soldering.
15.7
Manual Assembly
Most connectors are inserted or
placed using manual techniques. Assembly may occur the
same time as other components or as a separate secondary
operation. Care should be exercised to not disturb previ-
ously assembled parts.
15.8 Automated Assembly
For many backplane assem-
blies, computer controlled machines are used which stake
individual pins into the backplane. Those pins that are actu-
ally needed are staked. Also, pin lengths can be selected for
staged mating of ground, power, and signal contacts.
Increasingly, robots are being used to place connectors.
Where robots are being used, it is important to specify
connectors with true position tolerances and other key
dimensions compatible with the board and robotic place-
ment system. Packaging should also be selected to make
delivery of the connector to the robot simple.
15.9 Handling and Storage
The handling and storage of
connectors should be in accordance with the guidelines of
Section 26.
4-5
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services