IPC-CM-770D-1996.pdf - 第40页
IPC-CM-770 Januaty 1996 Lead bend radius requirements should also be followed when mounting these devices. 8.2.4.3 Electrical Insulators and Thermal Conductors When electrical insulators are also thermal conductors, the …
January
1996
IPC-CM-770
Figure 8-7 Straight-through Lead, Unclinched Can
IPC-1-00161
Figure 8-8 Offset Lead Can Mounting
IPC-I-O0152
I
L
Figure 8-9 Transistor Mounting (Unsupported Holes)
Where spacers or spreaders are used, they should deter-
mine the height of the component above the board. The
feet of the spacer should be against the board.
When using spacers, the spacer should be installed in inti-
mate contact to both component and printed board mount-
ing surfaces
so
as to preclude any axial play between the
component body, spacer and the board. Spacers with pro-
trusions on one side should be mounted with the protru-
sions against the board.
A
typical method for mounting of a “TO” component with
a spacer is shown in Figure 8-10. The effect of spacers on
the leadcan seal and on lead forming should be evaluated
before their use is determined.
Spacer
IPC-1-00162
Figure 8-10 Transistor Mounting (with Spacer)
The use of multiple lead can spreaders, Figure 8-11, serve
a similar function for offset can mounting as do spacers for
straight-thru can mounting. Leads may be terminated in the
straight-thru method or the clinched lead method.
SPREADER
IPC-1-00164
Figure 8-11 Can Mounting Spreader
In installations where flux must be removed, a clearance of
0.38 to 3.2 mm should be allowed between the board and
the base of the component. The base of the component
should be parallel to the board.
Suitable fixturing should be provided to help assure that the
component is retained in proper position throughout the
soldering operation. Where no spacer is used, a temporary
spacer may be required until the component has been sol-
dered. Tab or index locations must be closely observed to
assure proper orientation in mounted position.
8.2.4.2 Horizontal Mounting
When transistors in TO
style cans are mounted horizontally, mounting clips should
be used.
A
typical method of mounting a transistor of this
type is shown in Figure 8-12.
Plastic power transistors are designed such that the mount-
ing hardware may also be a part of the active circuit.
A
typical mounting of such a device is shown in Figure 8-13.
3-3
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
Lead bend radius requirements should also be followed
when mounting these devices.
8.2.4.3 Electrical Insulators and Thermal Conductors
When electrical insulators are also thermal conductors, the
device mounted on thermal conductors should have a maxi-
mum space of
0.05
mm between the transistor and thermal
conductor, and between the thermal conductor and the
board. However, the transistor should be in contact with the
electrical insulator/thermal conductor and the electrical
insulator/thermal conductor should be in contact with the
board at some point.
SIDE VIEW
I
END VIEW
IPC-1-00153
I
OPTIONAL SPACER
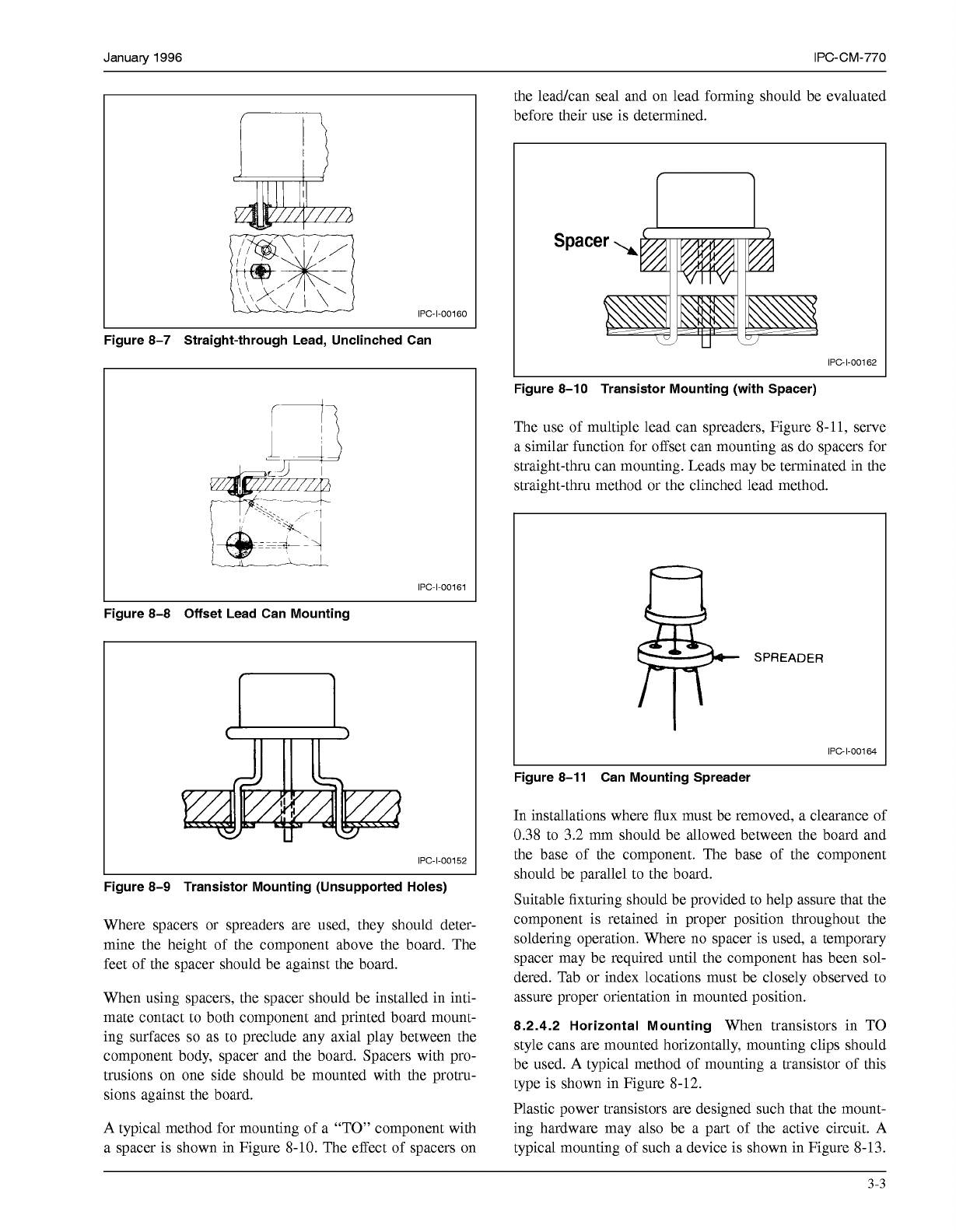
Figure 8-14 Mechanically Secured Transistor
Allow for adequate cleaning after soldering.
Minimize possibility of solder shorts to the component
case.
Minimize thermal expansion induced stresses on the sol-
der joints.
8.3 Surface Mounting
General surface mount consider-
ations that apply to multiple-lead components and assem-
blies are discussed in Section
22.
8.4 Mixed Technology
The general techniques and
sequences for mixed assembly are discussed in Section
25.
Figure 8-1 2 Horizontal “TO” Mounting
8.5 Manual Assembly
Special tools and equipment are
not normally needed or used for manual insertion of mul-
tilead radial components. General manual assembly tech-
niques are discussed in Part
5.
U U
W
IPC-1-00166
I
8.6 Automated Assembly
There are few standards for
automatic insertion of “TO” can type components because
very few are inserted automatically. There are two general
methods for automatic insertion of transistors: axial where
the part is handled by the leads, and radial where the part
is handled by the body.
8.6.1 Design Considerations
Figure 8-1 3 Transistor Can Horizontal Mounting
8.2.4.4 Mechanical Securing
Transistors which are to
be mechanically secured should have proper stress relief in
their mounting procedures.
A method for mounting of a transistor which must be
mechanically secured to the surface of the board is shown
in Figure
8-14.
In this configuration it is essential to:
8.6.1.1 Hole Diameter
A factor to be considered with
the radial insertion is the uncertainty of lead position,
caused by the fact that leads cannot be guided directly into
the board holes. Generally, the component hole diameter
must be increased at least an additional
0.25
mm to allow
for lead position variation.
8.6.1.2 Location Considerations
Both axial and radial
insertion require tooling clearances. Above the board clear-
ances similar to Figure
8-15
must be used in the axial
3-4
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
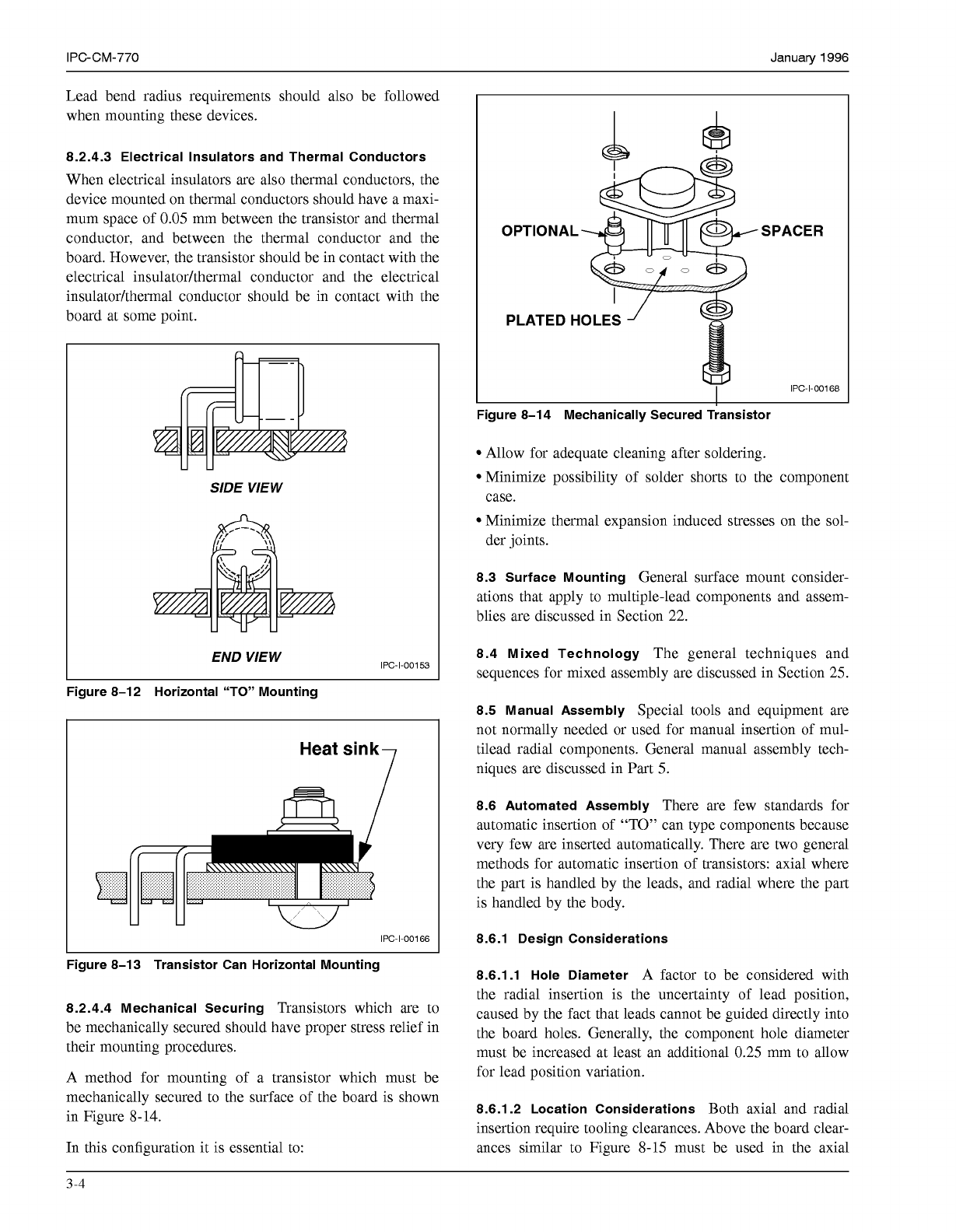
method. The radial method requires a clearance around the
body diameter of approximately 2.0 mm larger than the
body.
FRONT
VIEW
PLAN
VIEW
.O70
4
4
.O70
Spacing
on
two-lead
side
may
be
.100/.125"
IPC-1-00167
L
Figure 8-15 Transistor Assembly Tools
8.6.2 Radial Method
The component body is held during
the insertion process for means of inserting and locating
the part on the board. After the leads are prepped, the major
problem with the radial technique is that the physical con-
figuration of the parts vary substantially from batch to
batch, and from manufacturer to manufacturer.
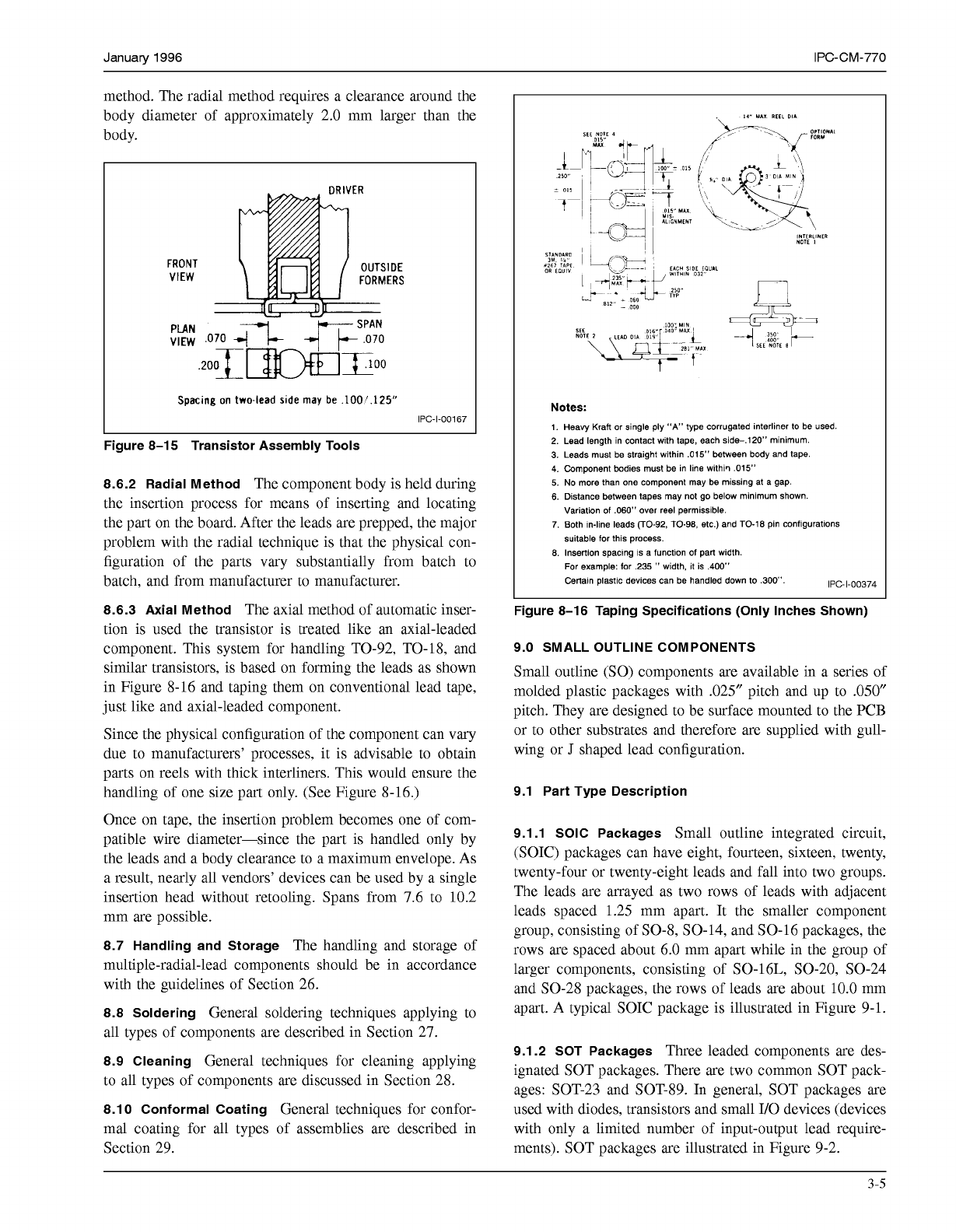
8.6.3 Axial Method
The axial method of automatic inser-
tion is used the transistor is treated like an axial-leaded
component. This system for handling TO-92, TO-18, and
similar transistors, is based on forming the leads as shown
in Figure 8-16 and taping them on conventional lead tape,
just like and axial-leaded component.
Since the physical configuration of the component can vary
due to manufacturers' processes, it is advisable to obtain
parts on reels with thick interliners. This would ensure the
handling of one size part only. (See Figure 8-16.)
Once on tape, the insertion problem becomes one of com-
patible wire diameter-since the part is handled only by
the leads and a body clearance to a maximum envelope. As
a result, nearly all vendors' devices can be used by a single
insertion head without retooling. Spans from 7.6 to 10.2
mm are possible.
8.7 Handling and Storage
The handling and storage of
multiple-radial-lead components should be in accordance
with the guidelines of Section 26.
8.8 Soldering
General soldering techniques applying to
all types of components are described in Section 27.
8.9 Cleaning
General techniques for cleaning applying
to all types of components are discussed in Section 28.
8.10 Conformal Coating
General techniques for confor-
mal coating for all types of assemblies are described in
Section 29.
Notes:
1. Heavy Kraft
or
single ply
"A*
type corrugated interliner to be used.
2. Lead length in contact with tape, each side-,120" minimum.
3.
Leads must be straight within ,015" between body and tape.
4.
Component bodies
must
be in line withil .015"
5.
No
more than one component may be missing at a gap.
6.
Distance between tapes may not go below minimum shown.
Variation of
,060"
over reel permisslble.
7.
Both In-line leads (TO-92, TO-98, etc.) and TO-18 pin conflgurations
suitable for this process.
8. Insertion spacmg
IS
a function of part width.
For example: for
,235
"
width, it is
,400'
Certain plastlc devices can be handled down to
300'.
IPC-1-00374
L
Figure 8-16 Taping Specifications (Only Inches Shown)
9.0 SMALL OUTLINE COMPONENTS
Small outline
(SO)
components are available in a series of
molded plastic packages with .025" pitch and up to
.050"
pitch. They are designed to be surface mounted to the PCB
or to other substrates and therefore are supplied with gull-
wing or
J
shaped lead configuration.
9.1 Part Type Description
9.1.1 SOIC Packages
Small outline integrated circuit,
(SOIC) packages can have eight, fourteen, sixteen, twenty,
twenty-four or twenty-eight leads and fall into two groups.
The leads are arrayed as two rows of leads with adjacent
leads spaced 1.25 mm apart. It the smaller component
group, consisting of SO-8, SO-14, and SO-16 packages, the
rows are spaced about 6.0 mm apart while in the group of
larger components, consisting of S0-16L, SO-20, SO-24
and SO-28 packages, the rows of leads are about
10.0
mm
apart. A typical SOIC package is illustrated in Figure 9-1.
9.1.2 SOT Packages
Three leaded components are des-
ignated SOT packages. There are two common SOT pack-
ages: SOT-23 and SOT-89. In general, SOT packages are
used with diodes, transistors and small I/O devices (devices
with only a limited number of input-output lead require-
ments). SOT packages are illustrated in Figure 9-2.
3-5
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services