IPC-CM-770D-1996.pdf - 第51页
January 1996 IPC-CM-770 attached to either (a) a solid metal post, or (b) a conven- tional land as illustrated in Figure 11-10. (a) "Post" Method TINNED LEAD (b) "Surface Terminal Area Method" IPC-1-0…
IPC-CM-770
Januaty
1996
used; components can be more readily desoldered and
removed.
a
IPC-I-O0218
Figure 11-7 Through-the-board Mounting with Clinched
Leads and Circumscribing Land
B. Offset Land
A common variation of the through-the-
board, clinched lead flatpack mounting method just
described is that in which the land is offset, instead of
circum- scribing the hole (Figure 11-8).
IPC-I-O0219
Figure 11-8 Through-the-board Mounting with Offset
Land
11.2.4 Mounted Component Configuration
11.2.4.1 lnline Leads
The mounting pattern shown in
Figure 11-3 employs “inline” leads and lands for through-
the-board mount devices. Although such inline lead
arrangements simplify lead forming requirements, they
result in very closely spaced lands (approximately 0.8 mm
clearance) and therefore require the use of close tolerance
manufacturing processes for fabrication and assembly, par-
ticularly for through-the-board mounting.
Another disadvantage of the inline arrangement is the lim-
ited space available for conductor routing between terminal
areas.
11.2.4.2 Staggered Leads
Some of the disadvantages
associated with inline patterns can be overcome by the use
of “staggered” lead arrangements (see Figure
11-4).
In
these mounting patterns the lead hole and lands for adja-
cent leads on the same side of the flatpack are offset by
some convenient distance from the inline axis. Although a
staggered lead arrangement requires somewhat more board
area per device than the inline arrangement, it provides
several advantages:
Tolerances are less critical.
Larger lands can be used.
More space is available for routing conductors between
adjacent lands.
Larger component lead holes can be used to simplify
component insertion.
In the staggered lead arrangement a good compromise
between loss of available board area and the increase in the
number of through conductors can be achieved by the use
of an
2.5
mm offset between adjacent land area. With this
arrangement conventional manu- facturing tolerance are
applicable, and a
2.5
mm annular ring (a practicable mini-
mum) is possible. The maximum offset that can be
achieved with flatpack leads of
6.4
mm length is 3.8 mm.
When this maximum offset is used, only the through-the-
board type of mounting is practicable.
11.3 Surface Mounting
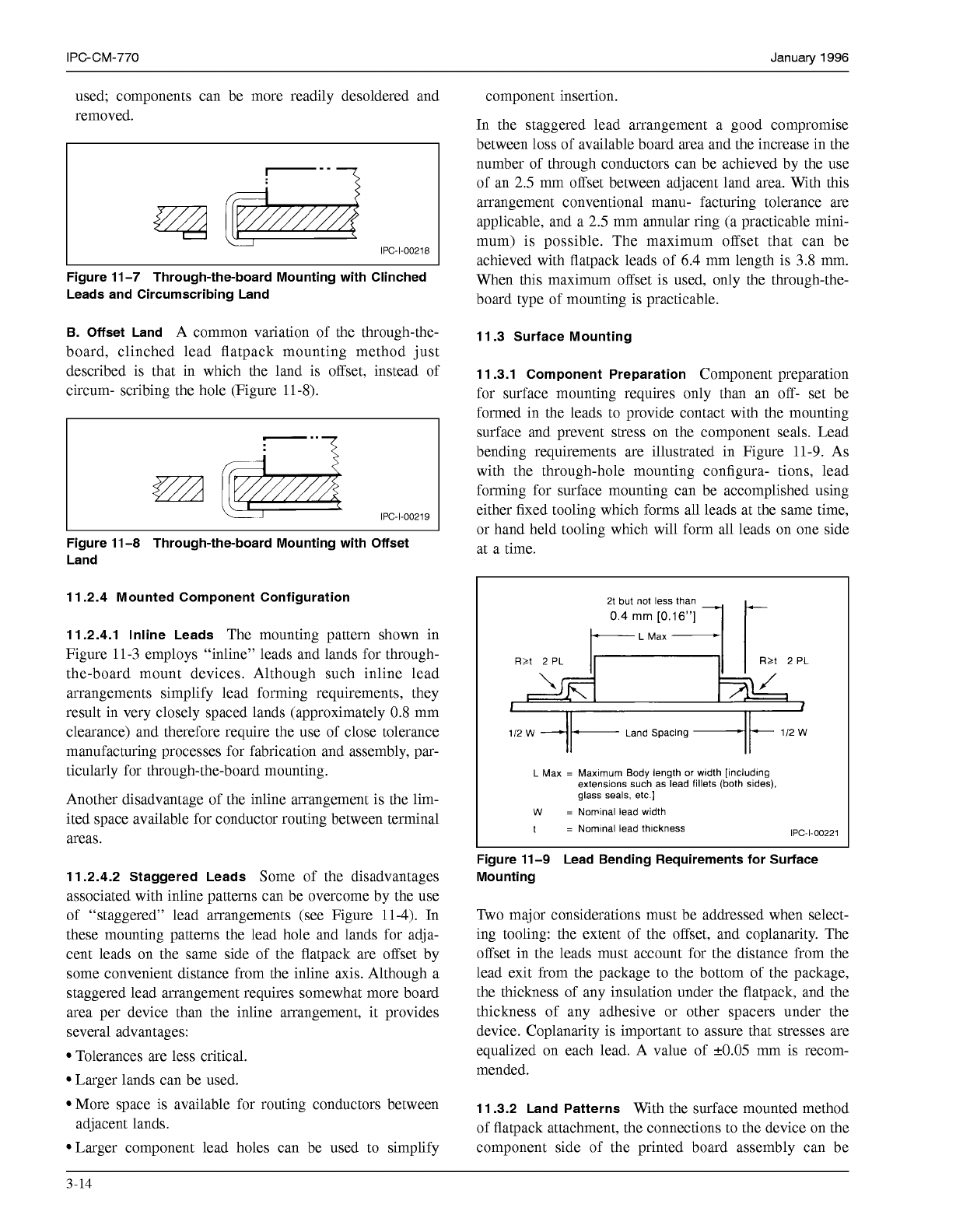
11.3.1 Component Preparation
Component preparation
for surface mounting requires only than an off- set be
formed in the leads to provide contact with the mounting
surface and prevent stress on the component seals. Lead
bending requirements are illustrated in Figure
11-9.
As
with the through-hole mounting configura- tions, lead
forming for surface mounting can be accomplished using
either fixed tooling which forms all leads at the same time,
or hand held tooling which will form all leads on one side
at a time.
21
but
not
less
than
0.4
mm
[0.16”]
7
I
I
112
W
-
-
1/2
W
Land Spacing
+
L
Max
=
Maxlmurn Body length
or
wldth [includmg
extensions such as lead fillets (both sides),
glass seals, etc
]
W
=
Normnal lead width
t
=
NomInal lead thickness
IPC-I-O0221
Figure 11-9 Lead Bending Requirements for Surface
Mounting
Two major considerations must be addressed when select-
ing tooling: the extent of the offset, and coplanarity. The
offset in the leads must account for the distance from the
lead exit from the package to the bottom of the package,
the thickness of any insulation under the flatpack, and the
thickness of any adhesive or other spacers under the
device. Coplanarity is important to assure that stresses are
equalized on each lead. A value of
k0.05
mm is recom-
mended.
11.3.2 Land Patterns
With the surface mounted method
of flatpack attachment, the connections to the device on the
component side of the printed board assembly can be
3-14
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
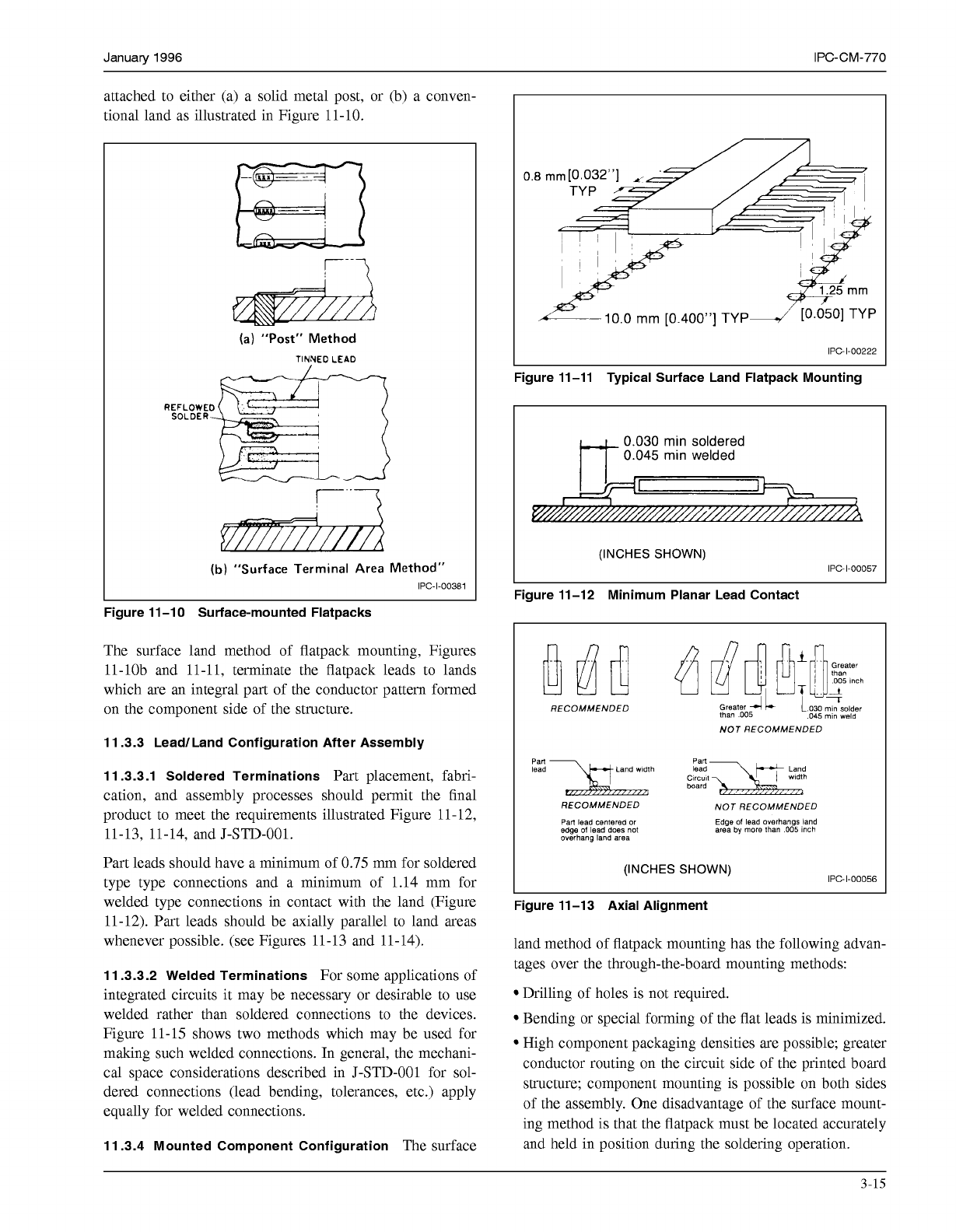
attached to either (a) a solid metal post, or
(b)
a conven-
tional land as illustrated in Figure
11-10.
(a)
"Post" Method
TINNED
LEAD
(b)
"Surface
Terminal Area
Method"
IPC-1-00381
Figure 11-10 Surface-mounted Flatpacks
The surface land method of flatpack mounting, Figures
11-10b and
11-11,
terminate the flatpack leads to lands
which are an integral part of the conductor pattern formed
on the component side of the structure.
11.3.3 LeadlLand Configuration After Assembly
11.3.3.1 Soldered Terminations
Part placement, fabri-
cation, and assembly processes should permit the final
product to meet the requirements illustrated Figure
11-12,
11-13,
11-14,
and J-STD-001.
Part leads should have a minimum of
0.75
mm for soldered
type type connections and a minimum of
1.14
mm for
welded type connections in contact with the land (Figure
11-12).
Part leads should be axially parallel to land areas
whenever possible. (see Figures
11-13
and
11-14).
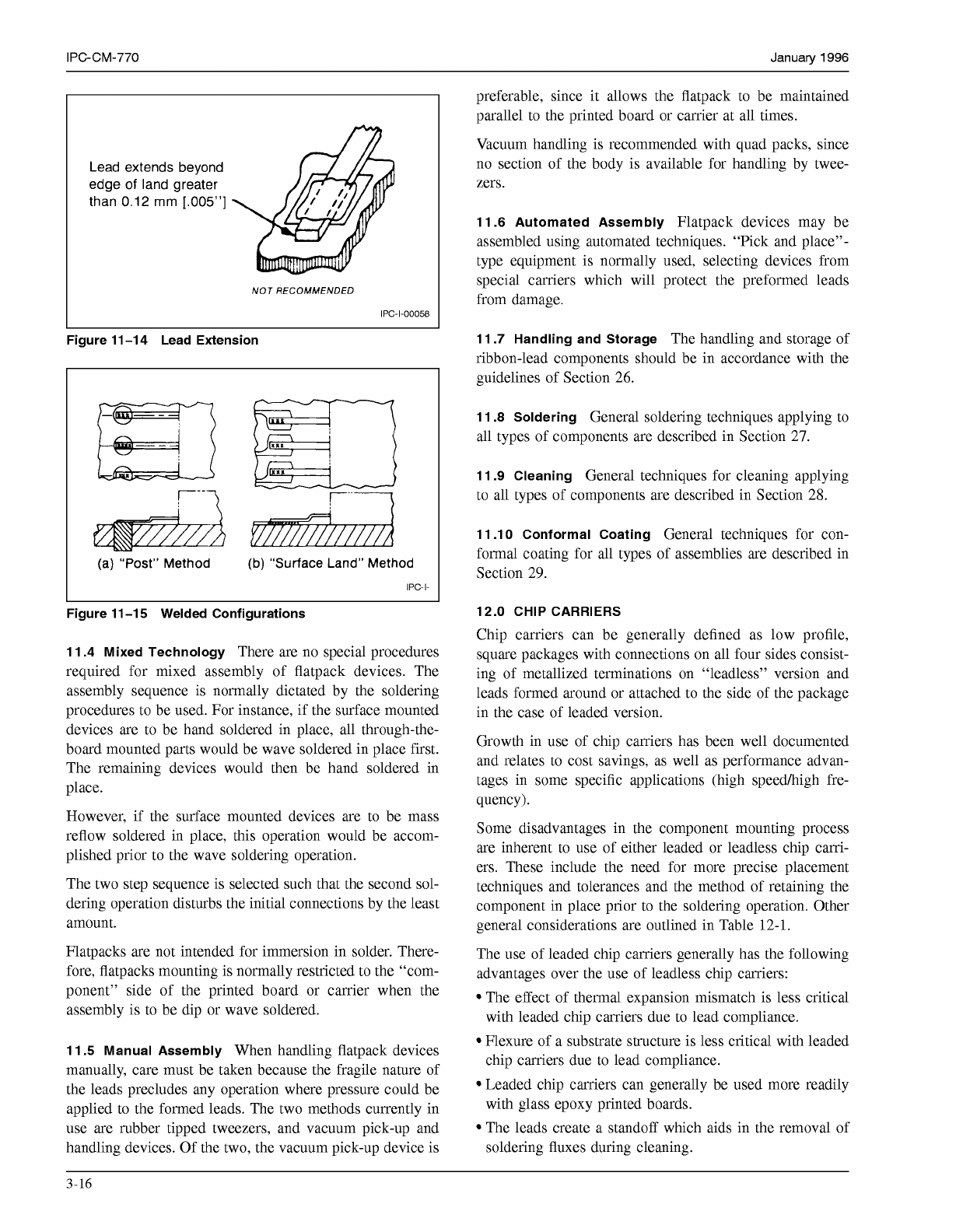
11.3.3.2 Welded Terminations
For some applications of
integrated circuits it may be necessary or desirable to use
welded rather than soldered connections to the devices.
Figure
11-15
shows two methods which may be used for
making such welded connections. In general, the mechani-
cal space considerations described in J-STD-O01 for sol-
dered connections (lead bending, tolerances, etc.) apply
equally for welded connections.
11.3.4 Mounted Component Configuration
The surface
I
IPC-I-O0222
Figure 11-11 Typical Surface Land Flatpack Mounting
0.030
rnin
soldered
0.045
rnin
welded
(INCHES SHOWN)
IPC-1-00057
Figure 11-12 Minimum Planar Lead Contact
RECOMMENDED
L
030
mlnlsolder
045
mln
weld
NOT
RECOMMENDED
I
RECOMMENDED NOT RECOMMENDED
Pan lead centered
or
edge
of
lead
does not
Edge
of
lead overhangs land
overhang land
area
area
by
more
than
005 Inch
(INCHES SHOWN)
IPC-1-00056
Figure 11-13 Axial Alignment
land method of flatpack mounting has the following advan-
tages over the through-the-board mounting methods:
Drilling of holes is not required.
Bending or special forming of the flat leads is minimized.
High component packaging densities are possible; greater
conductor routing on the circuit side of the printed board
structure; component mounting is possible on both sides
of the assembly. One disadvantage of the surface mount-
ing method is that the flatpack must be located accurately
and held in position during the soldering operation.
3-15
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
Lead extends beyond
edge
of
land greater
than
0.12
mm
[.005”]
NOT
RECOMMENDED
IPC-I-O0058
Figure 11 -1 4 Lead Extension
(a)
“Post”
Method
(b)
“Surface Land” Method
IPC-I-
Figure 11-15 Welded Configurations
1 1.4 Mixed Technology
There are no special procedures
required for mixed assembly of flatpack devices. The
assembly sequence is normally dictated by the soldering
procedures to be used. For instance, if the surface mounted
devices are to be hand soldered in place, all through-the-
board mounted parts would be wave soldered in place first.
The remaining devices would then be hand soldered in
place.
However, if the surface mounted devices are to be mass
reflow soldered in place, this operation would be accom-
plished prior to the wave soldering operation.
The two step sequence is selected such that the second sol-
dering operation disturbs the initial connections by the least
amount.
Flatpacks are not intended for immersion in solder. There-
fore, flatpacks mounting is normally restricted to the “com-
ponent” side of the printed board or carrier when the
assembly is to be dip or wave soldered.
11.5 Manual Assembly
When handling flatpack devices
manually, care must be taken because the fragile nature of
the leads precludes any operation where pressure could be
applied to the formed leads. The two methods currently in
use are rubber tipped tweezers, and vacuum pick-up and
handling devices. Of the two, the vacuum pick-up device is
preferable, since it allows the flatpack to be maintained
parallel to the printed board or carrier at all times.
Vacuum handling is recommended with quad packs, since
no section of the body is available for handling by twee-
zers.
11.6 Automated Assembly
Flatpack devices may be
assembled using automated techniques. “Pick and place”-
type equipment is normally used, selecting devices from
special carriers which will protect the preformed leads
from damage.
11.7 Handling and Storage
The handling and storage of
ribbon-lead components should be in accordance with the
guidelines of Section
26.
11.8 Soldering
General soldering techniques applying to
all types of components are described in Section
27.
11.9 Cleaning
General techniques for cleaning applying
to all types of components are described in Section
28.
11.1
O
Conformal Coating
General techniques for con-
formal coating for all types of assemblies are described in
Section
29.
12.0 CHIP CARRIERS
Chip carriers can be generally defined as low profile,
square packages with connections on all four sides consist-
ing of metallized terminations on “leadless” version and
leads formed around or attached to the side of the package
in the case of leaded version.
Growth in use of chip carriers has been well documented
and relates to cost savings, as well as performance advan-
tages in some specific applications (high speedhigh fre-
quency).
Some disadvantages in the component mounting process
are inherent to use of either leaded or leadless chip carri-
ers. These include the need for more precise placement
techniques and tolerances and the method of retaining the
component in place prior to the soldering operation. Other
general considerations are outlined in Table
12-1.
The use of leaded chip carriers generally has the following
advantages over the use of leadless chip carriers:
The effect of thermal expansion mismatch is less critical
with leaded chip carriers due to lead compliance.
Flexure of a substrate structure is less critical with leaded
chip carriers due to lead compliance.
Leaded chip carriers can generally be used more readily
with glass epoxy printed boards.
The leads create a standoff which aids in the removal of
soldering fluxes during cleaning.
3-16
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services