IPC-CM-770D-1996.pdf - 第25页
January 1996 IPC-CM-770 Part Two Discrete (Two- and Three-Lead) Components 5.0 AXIAL-LEADED DISCRETE COMPONENTS Axial leaded components with two leads are perhaps the most common electrical components used in printed wir…

IPC-CM-770
Januaty
1996
1-10
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
Part Two
Discrete (Two- and Three-Lead) Components
5.0 AXIAL-LEADED DISCRETE COMPONENTS
Axial leaded components with two leads are perhaps the
most common electrical components used in printed wiring
assemblies. The component body is usually cylindrical in
shape with two leads exiting from the opposite ends of the
component along its longitudinal axis. The lead is usually
round in cross section. Component identification as well as
polarity, when necessary, are generally marked on the body
of the component. Many resistors, capacitors and diodes
are supplied in this configuration (see Figure
5-1).
IPC-1-00173
I
L
Figure 5-1 Axial-leaded Component
Automatic processing technology and equipment handle
this type of com- ponent very effectively when the compo-
nents are provided in tape reels (see Figure 5-2).
I
3
\
L
U
U
U
U U
v
IPC-1-00136
I
L
Figure 5-2 Taped Axial-leaded Components
5.1 Part Type Description
In addition to Figure
5-1,
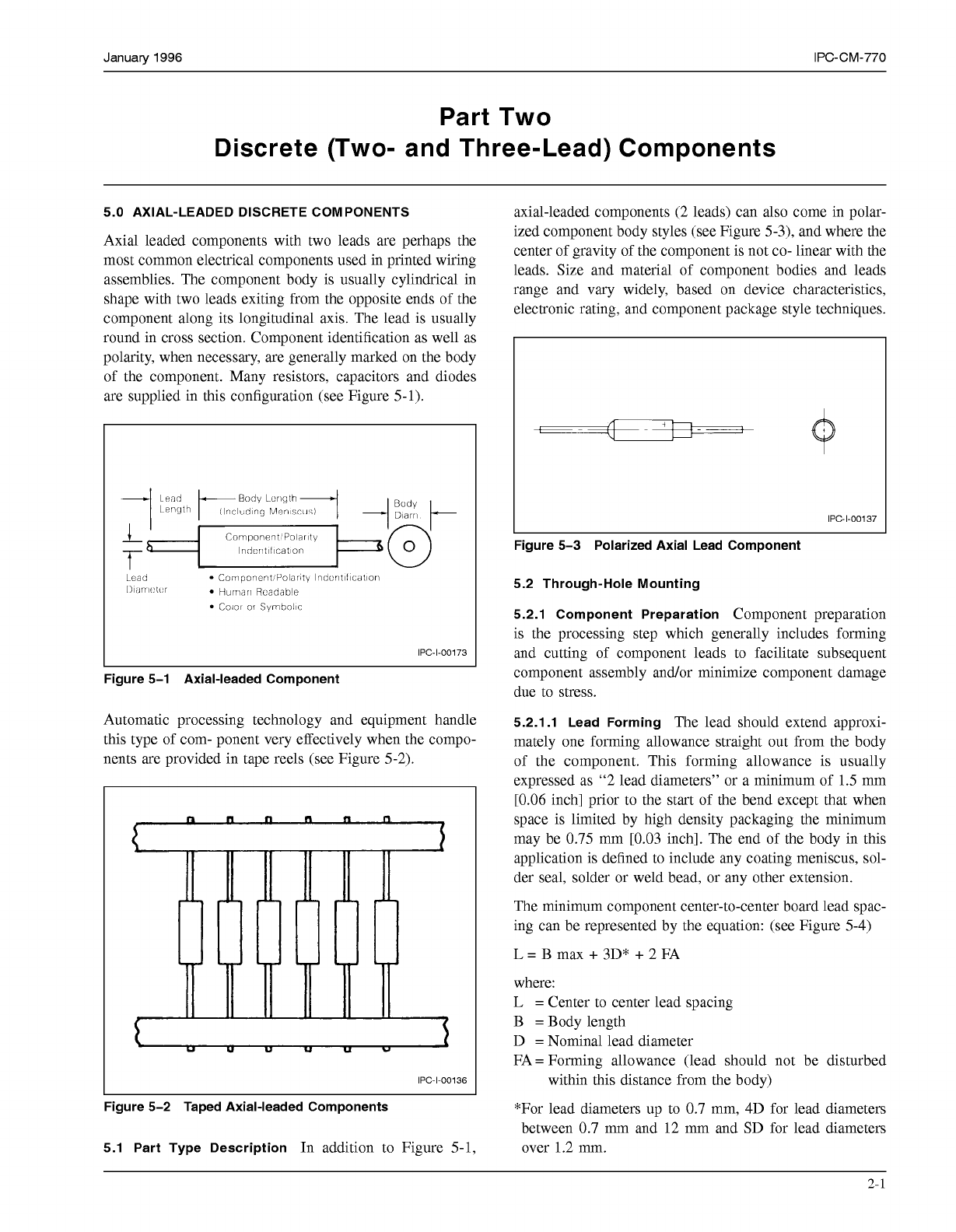
axial-leaded components (2 leads) can also come in polar-
ized component body styles (see Figure 5-3), and where the
center of gravity of the component is not CO- linear with the
leads. Size and material of component bodies and leads
range and vary widely, based on device characteristics,
electronic rating, and component package style techniques.
Figure 5-3 Polarized Axial Lead Component
5.2 Through-Hole Mounting
5.2.1 Component Preparation
Component preparation
is the processing step which generally includes forming
and cutting of component leads to facilitate subsequent
component assembly and/or minimize component damage
due to stress.
5.2.1.1 Lead Forming
The lead should extend approxi-
mately one forming allowance straight out from the body
of the component. This forming allowance is usually
expressed as “2 lead diameters” or a minimum of
1.5
mm
[0.06
inch] prior to the start of the bend except that when
space is limited by high density packaging the minimum
may be
0.75
mm [0.03 inch]. The end of the body in this
application is defined to include any coating meniscus, sol-
der seal, solder or weld bead, or any other extension.
The minimum component center-to-center board lead spac-
ing can be represented by the equation: (see Figure 5-4)
L=Bmax+3D*+2FA
where:
L
=
Center to center lead spacing
B
=
Body length
D
=
Nominal lead diameter
FA
=
Forming allowance (lead should not be disturbed
within this distance from the body)
*For lead diameters up to
0.7
mm, 4D for lead diameters
between
0.7
mm and 12 mm and SD for lead diameters
over 1.2 mm.
2-
1
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
Figure 5-4
The value of
"L"
is usually adjusted upward to coincide
with the grid used. The total length of both leads should
not exceed
25
mm in length unless this component is
mechanically supported to the mounting base.
5.2.1.2 Minimum Inside Bend Radius
The minimum
inside bend radius of a single
90
bend of a component lead
should be in accordance with Figure
5-5.
-
Straightfor2
11
[O.(u,hch]
,
diameters, but not
le88
than
0.76mm
A.
Standard bend
I-Dia.
B.
Welded bend
1.22mm
[0.048
inches] and larger
2
diameters
IPC-I-O0025
L
Figure
5-5
Lead Diameter Versus Bend Radius
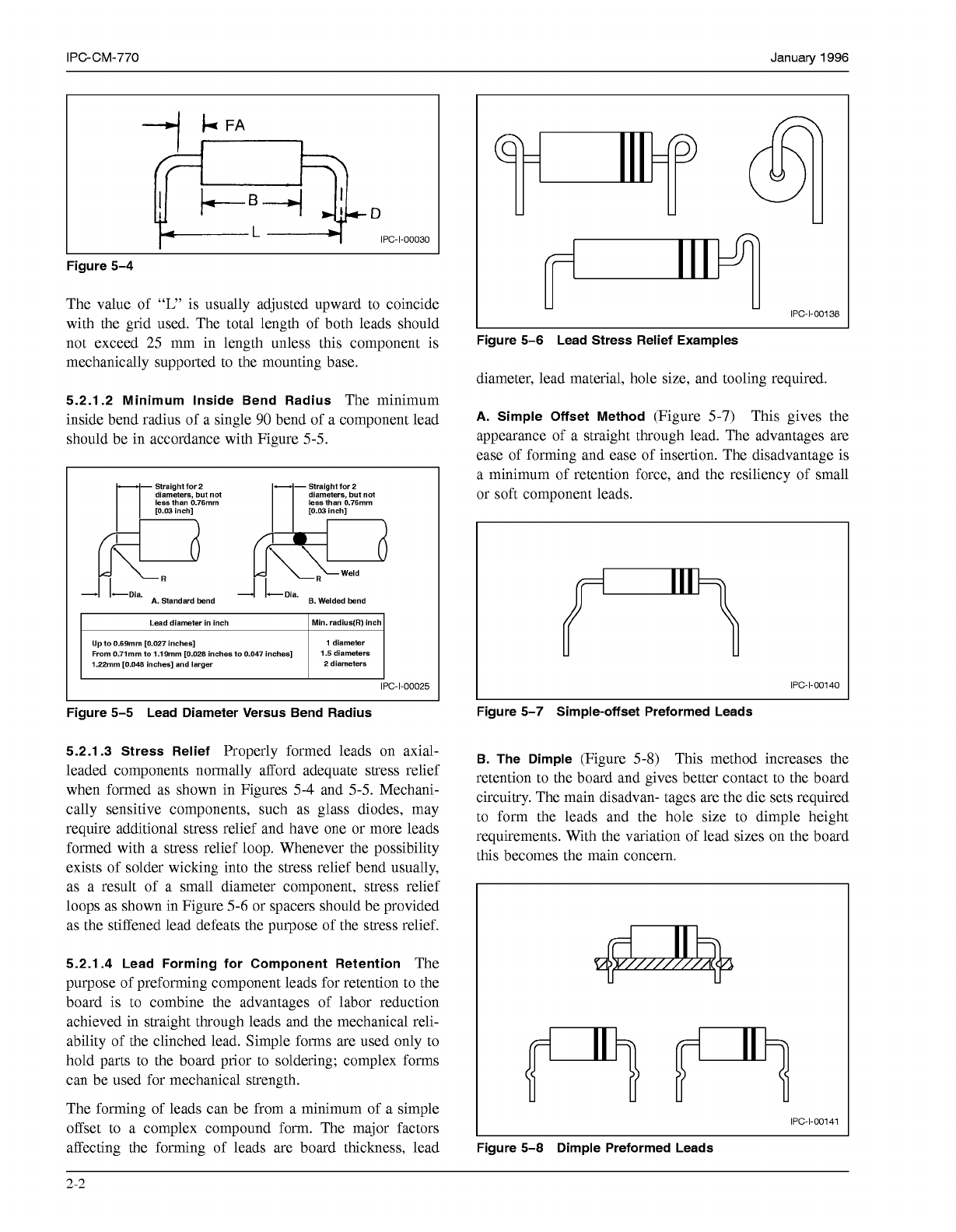
5.2.1.3 Stress Relief
Properly formed leads on axial-
leaded components normally afford adequate stress relief
when formed as shown in Figures
5-4
and
5-5.
Mechani-
cally sensitive components, such as glass diodes, may
require additional stress relief and have one or more leads
formed with a stress relief loop. Whenever the possibility
exists of solder wicking into the stress relief bend usually,
as a result of a small diameter component, stress relief
loops as shown in Figure
5-6
or spacers should be provided
as the stiffened lead defeats the purpose of the stress relief.
5.2.1.4 Lead Forming for Component Retention
The
purpose of preforming component leads for retention to the
board is to combine the advantages of labor reduction
achieved in straight through leads and the mechanical reli-
ability of the clinched lead. Simple forms are used only to
hold parts to the board prior to soldering; complex forms
can be used for mechanical strength.
The forming of leads can be from a minimum of a simple
offset to a complex compound form. The major factors
affecting the forming of leads are board thickness, lead
m
IPC-1-00138
Figure
5-6
Lead Stress Relief Examples
diameter, lead material, hole size, and tooling required.
A.
Simple Offset Method
(Figure
5-7)
This gives the
appearance of a straight through lead. The advantages are
ease of forming and ease of insertion. The disadvantage is
a minimum of retention force, and the resiliency of small
or soft component leads.
IPC-I-O0140
Figure
5-7
Simple-offset Preformed Leads
B. The Dimple
(Figure
5-8)
This method increases the
retention to the board and gives better contact to the board
circuitry. The main disadvan- tages are the die sets required
to form the leads and the hole size to dimple height
requirements. With the variation of lead sizes on the board
this becomes the main concern.
IPC-1-00141
Figure 5-8 Dimple Preformed Leads
2-2
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services