SM481(L)_Admin.pdf - 第302页
10-10 Fast Flexible Placer SM481( L) Administrator’s Guide 序。 所有 Head 均为使用 中止状态则无法执行最佳化作业 。 < 阵列选项 > 领域 编辑拼板 PCB 时用来 指定 MMI 步骤程序的优化选项 和标示方法。 < 延伸 > 检查框 如果是 array PCB 可选择 < 扩张 > 校验框。 此时 MM I 把一个 Arra…
10-9
Optimization
<禁止> 目录箱
不需要布置任何装置的喂料器底座插槽请点击箭头按钮 () 移动到< 禁止布
置> 目录框领域。
显示在<禁止布置>目录框的喂料器底座插槽则optimizer不布置任何装置。点击
()可以返回。
Optimizer考虑已布置在喂料器底座插槽或将新布置的装置间的干扰进行布置。
10.5. Parameter
图
10.6 "
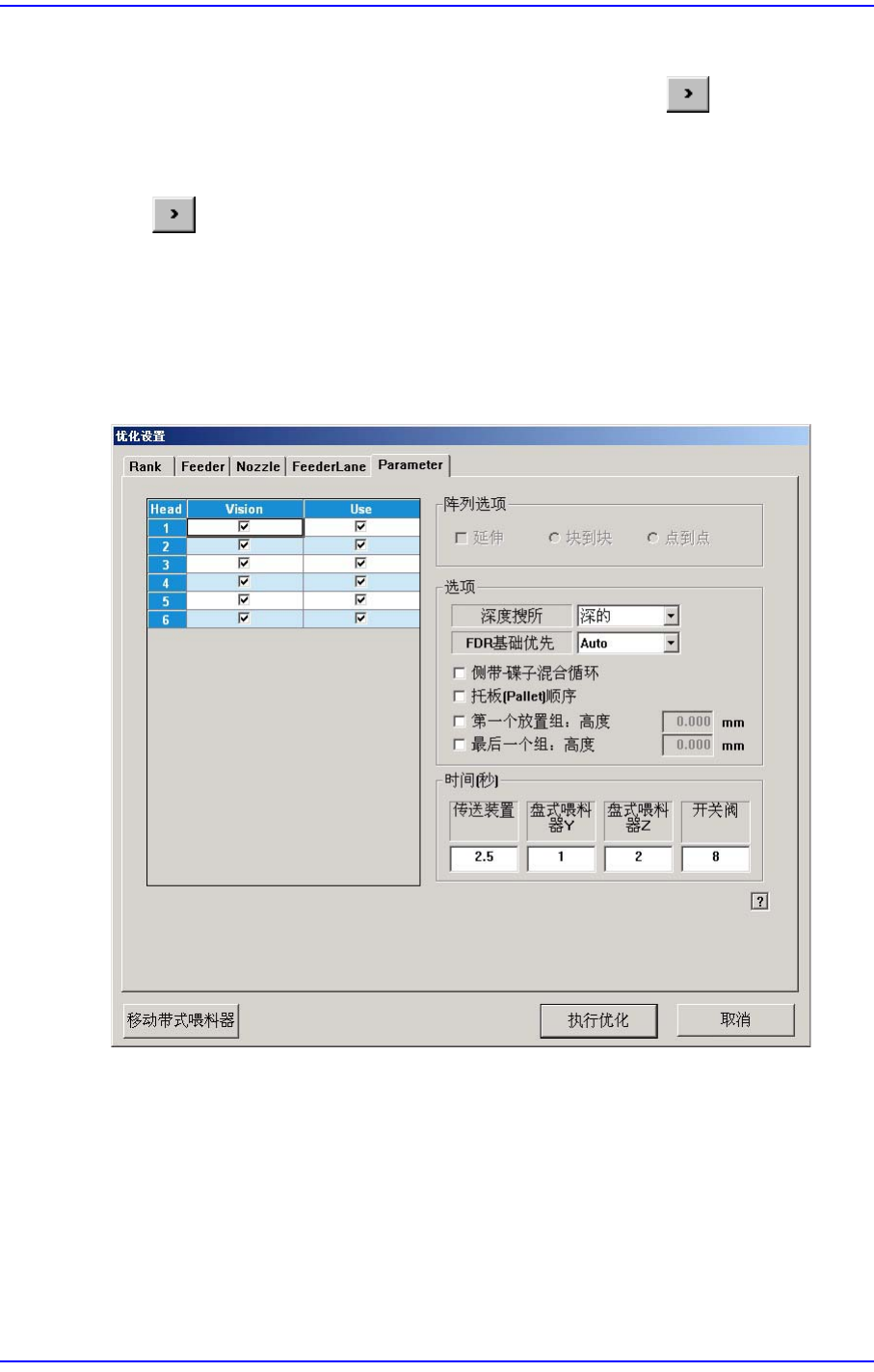
优化设置
: Parameter"
对话框
最后在执行优化时设定要使用的选项和参数。
<头> 检查领域
各Head分别设置使用与否。
<使用> 检查框
表示是否使用相应HEAD。 例如,3 号Head有问题无法作业时选择3 号Head
的校验框清空。
那么在optimizer使用除使用停止的 HEAD以外的剩下的HEAD 生成作业程

10-10
Fast Flexible Placer SM481(L) Administrator’s Guide
序。所有Head均为使用中止状态则无法执行最佳化作业。
<阵列选项 > 领域
编辑拼板PCB 时用来指定 MMI 步骤程序的优化选项和标示方法。
<延伸> 检查框
如果是array PCB可选择< 扩张>校验框。此时MMI把一个 Array PCB假定为
包括所有排列安装点的一个 PCB而实施最优化,这样可以提高整个操作效
率。
如果未选择<Extend>复选框,就可以选择 ‘块到块’, ‘ 点到点’ 中的一个。
<块到块> 选项按钮
使Optimizer 可以对一个小型PCB执行最佳化后依次对多个小型PCB进行作
业生成STEP程序。
<点到点> 选项按钮
是指对array的第一个贴装点,第二个array的第一个贴装点,最后array的第
一个贴装点完成作业后按第一个 array的第二个贴装带你顺序进行作业。
一般喷嘴更换频繁时以‘贴装点’优先顺序作业的效率较高。
但是如果PCB不良太多则下降作业效率。
<选项> 领域
设置对Optimizer中执行的最佳化法则的选择条件。
<Search Depth> 组合框
选择贴装顺序可达到最优化的水准。
Quick
Optimizer最近的贴装点为基准最优化贴装顺序的方式,最优化所需要的
时间相对短。
Deep
所有贴装点为对象Optimizer比较可贴装的所有情况数来决定最优化的
贴装方式,最优化所需要的时间长。
<FDR基础优先> 组合框
Optimizer排列feeder时可以选择优先顺序。
Auto
Optimizer自动配置喂料器。
Front
Optimizer优先配置前面feeder base 的喂料器。
Rear
10-11
Optimization
Optimizer优先配置后面 feeder base的喂料器。
<Join/Twin基础优先> 组合框
对于在搬入输送机的PCB上贴装元件的悬臂指定优先顺序。
Join
在正面与背面少量生产同一型号时选择。正面与背面能够共同使用供料
器,因此只安装较少的供料器后生产时可以选择该型号。
Twin
在正面与背面批量生产同一型号时选择。需要在正面与背面各自安装供
料器,因此需要较多供料器。
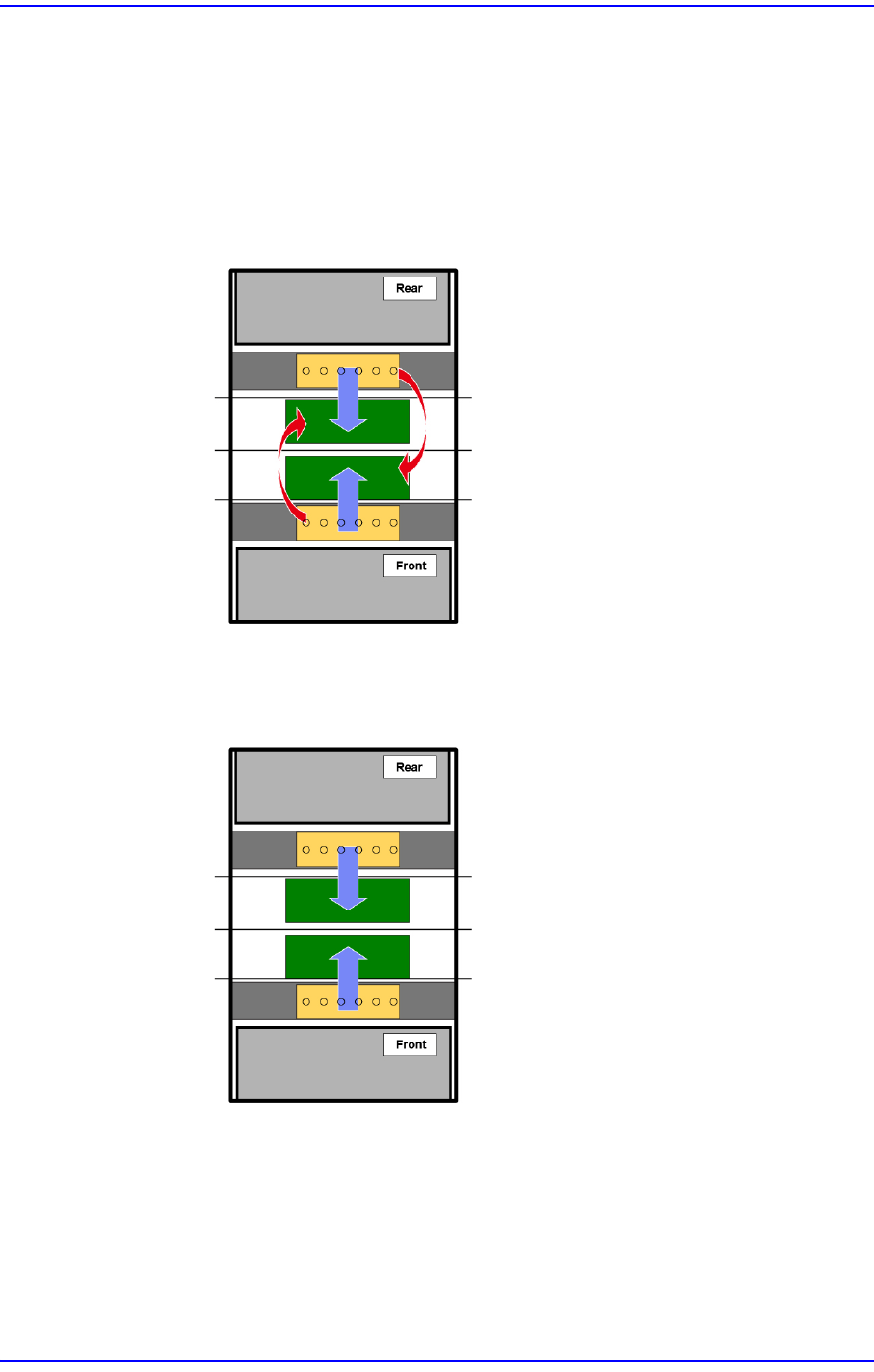
Join (Partial Twin)
在正面与背面以结合模式(join mode)与双动模式(twin mode)混合的形态
生产同一型号时使用。
如下图所示,在贴装①、②、③元件的型号中指定给元件①的贴装点很
多而指定给其余元件(②、③) 的贴装点少时,正面与背面的悬臂以结合
模式(join mode)贴装元件①而其余元件(②、③)则以双动模式(twin