SM481(L)_Admin.pdf - 第426页
14-70 Fast Flexible Placer SM481( L) Administrator’s Guide 12. 结果值可在 R Axis 对 话框中确认。 备 注 R- 轴偏移的校正基准值如下 。 Real Max(Min): 命令值与测定值之 间的最大 (最小) 误差 Head1~Head10 : -0.50 0 ~ 0.500(deg) Err Max(Min) : 测定值与补偿值之间的最大 (最小) 误差 H…
14-69
Machine Calibration
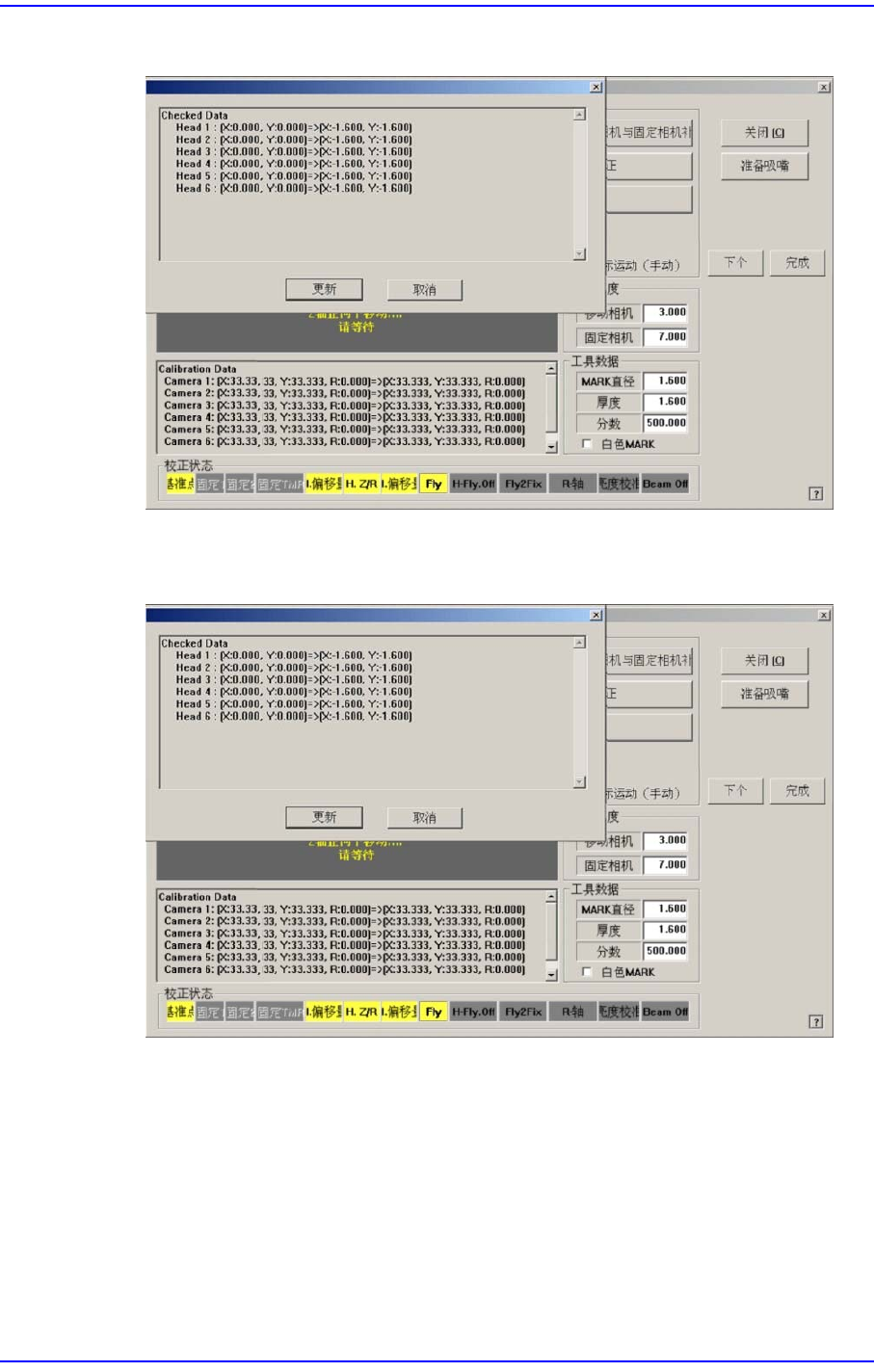
9. 自动执行 Calibration后,完成校正则如下图显示结果值。
10. 按照Head 2的校正方法,对Head 2~ 10执行校正。
11. 正常结束对所有磁头的校正,则显示如下结果值。如下图显示结果值。
14-70
Fast Flexible Placer SM481(L) Administrator’s Guide
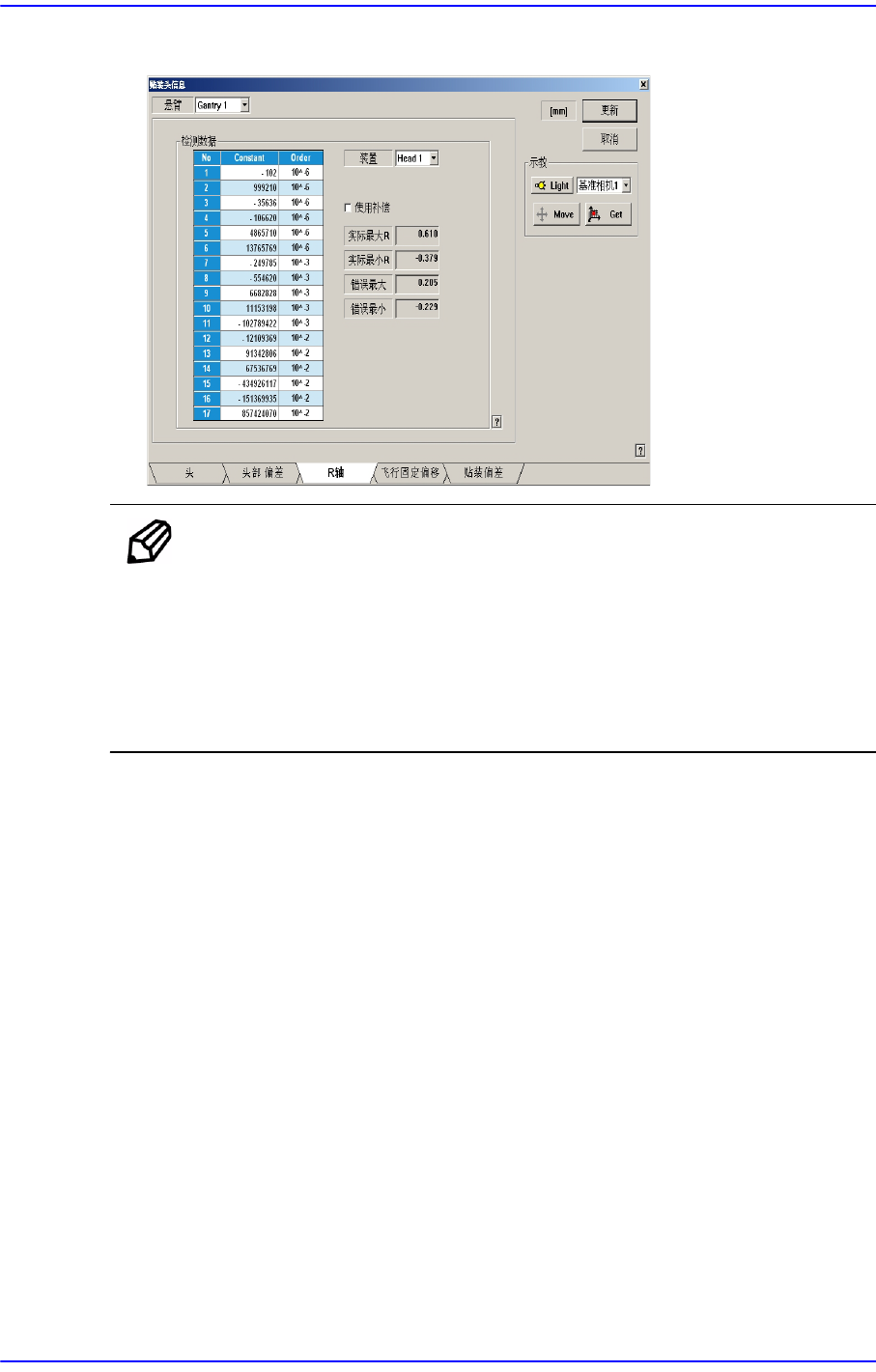
12. 结果值可在R Axis对话框中确认。
备 注 R-轴偏移的校正基准值如下。
Real Max(Min): 命令值与测定值之间的最大(最小)误差
Head1~Head10 : -0.500 ~ 0.500(deg)
Err Max(Min) : 测定值与补偿值之间的最大(最小)误差
Head1~Head10 : -0.200 ~ 0.200(deg)
14-71
Machine Calibration
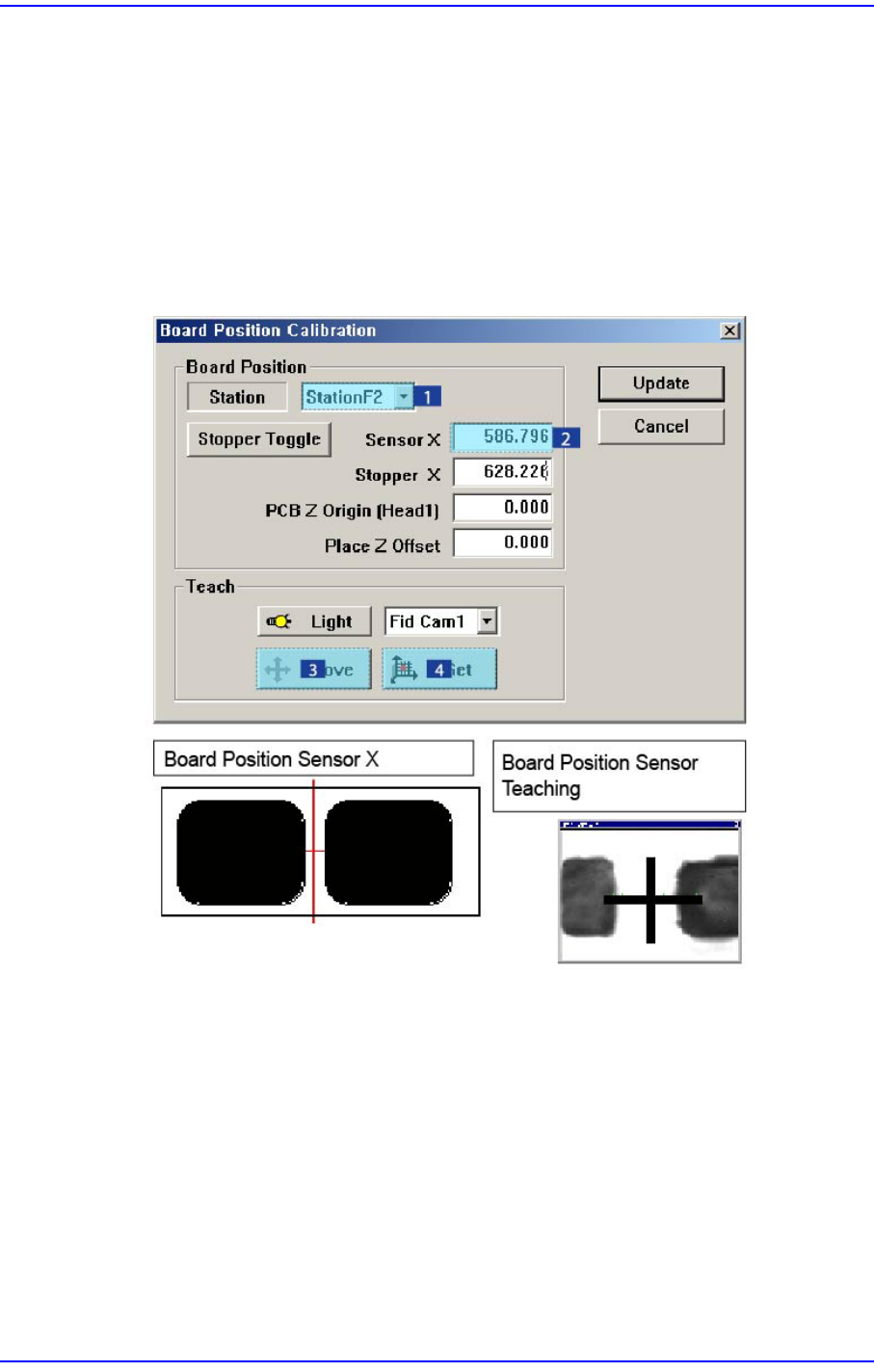
14.3.8. Board Positon Calibration
示教Conveyor贴装领域的Stopper位置和Sensor 的X位置。
以下是对Board Position进行Calibration 的过程。
1. 用鼠标选择<Sensor X> 编辑箱,点击 <移动 >按扭,把示教相机移动到 Sensor X
位置。
2. 利用示教盒示教正确的位置。然后点击示教盒的‘Enter’ 按扭输入正确的Sensor
X坐标值
3. 用鼠标选择<Stopper X> 编辑箱,点击 < 移动> 按扭,把示教相机移动到Stopper
X位置。
4. <Stopper Toggle>按钮,先Up Stopper后再利用示教框 (Teaching Box)请准确示教
Stopper位置。
5. <Get> 按钮 再利用示教框 <Stopper X>的 板定位传感器 X坐标值。
6. 然后点击<Stopper Toggle>按钮Down Stopper。