SM481(L)_Admin.pdf - 第432页
15-2 Fast Flexible Placer SM481( L) Administrator’s Guide 15.1. 传达装置 (Conveyor) [F3] 设定与 Conv eyor 有关的事项。 图 15.3 “Conveyor Cofiguration” 对话框 1: Curr ent Define < 当前界限 > 领域 表示当前 Conveyor 的设定状态。 < 固定轨道 > 组合…
15-1
系统设置
第15章. 系统设置
叙述除前一章记述的校正项目以外的系统设定。
本菜单里的项目在设备出货时已被设定完毕。除了因设备维护而需要重新设置的情
形以外,请不要执行“Calibration(System Setup)” 。
警 告 设置状态如果被非指定的操作人员改变可能会损伤设备或引起
人员受伤。除了被指定的操作人员以外的其他人员绝不可以任意
改变设备设置状态。
选择‘ 系统设定’ 菜单的子菜单时,该对话框显示在画面上。显示子菜单相应的对话
框的状态下,再次选择菜单时该对话框将会处于活性化状态。
图
15.1
选择
‘
系统设定
’
菜单的状态
图
15.2 ‘
系统设定
’
菜单的子菜单
15-2
Fast Flexible Placer SM481(L) Administrator’s Guide
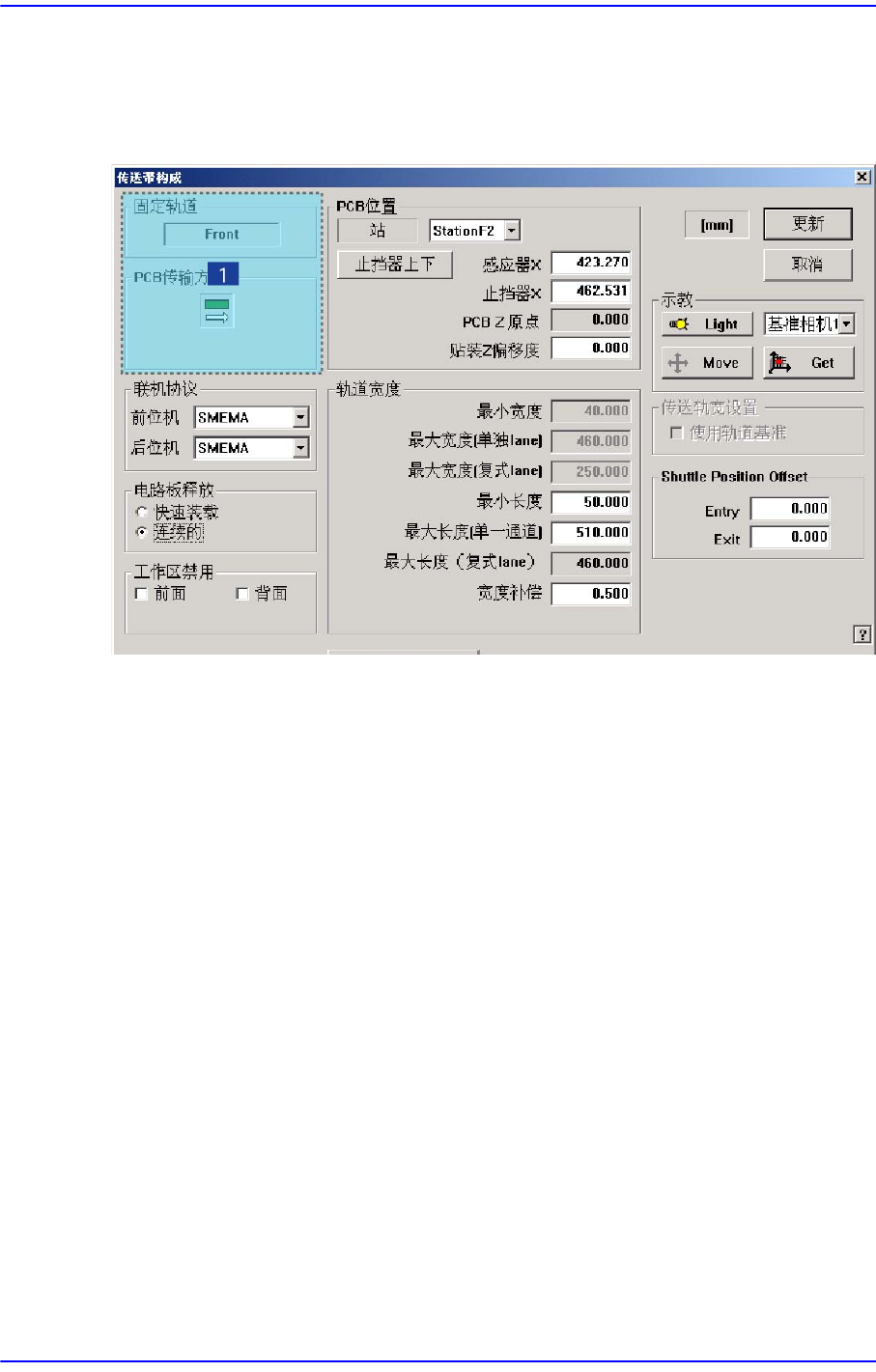
15.1. 传达装置 (Conveyor) [F3]
设定与Conveyor有关的事项。
图
15.3 “Conveyor Cofiguration”
对话框
1: Current Define
<当前界限 > 领域
表示当前 Conveyor的设定状态。
<固定轨道> 组合框
Conveyor 的固定方式(前/ 后)。
<PCB传输方向> 组合框
Conveyor board 的方向(右->左/ 左->右 )。
<内嵌协议 > 领域
在组合框中选择对前后设备的In-line protocol。
独立使用: 不操作Line ,独立启动设备的时候。
只用于临时导入: Line作业时,为了与前后设备进行通信,使用本设备开发
业体规定的protocol。
SMEMA: Line 作业时,使用SMEMA protocol前后设备通信 protocol。
<电路板释放 >选项按钮 领域
<快速装载> 选项按钮
可以极大限度地减少PCB的出发与移动时间。命令设备在送出当前PCB 的
15-3
系统设置
同时传送下一个PCB。
<连续的 > 选项按钮
当完成作业的PCB完全退出后,命令传送其它PCB。
<通道停用> 领域
使Front Lane与Rear Lane中的一个成为Disable 状态。
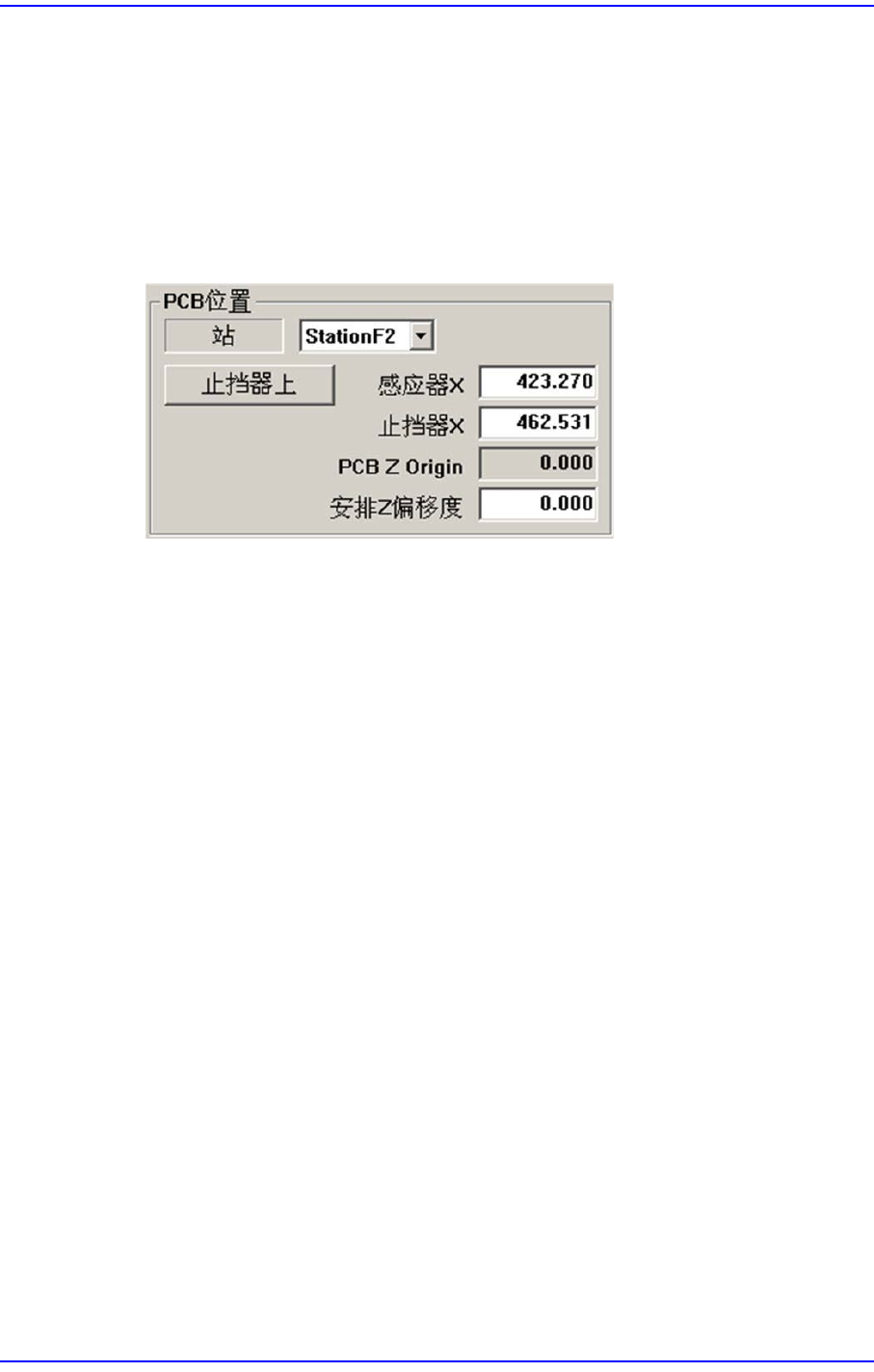
< PCB位置> 领域
<站> 组合框
选择Working Station.
<止挡器 X> 编辑框
在选择的Staiton中设置PCB感应传感器的坐标值。
<制动器 X> 编辑框
在选择的Staiton中设置Stopper的坐标值。
<PCB Z 原点> 编辑框
显示为补正ANC顶面与PCB 顶面差的补正值
<安排Z偏移度> 编辑框
为了全体部件都按照在此处设置的Offset值向Z轴方向进行贴装时使用。
<止挡器上下 > 按钮
对Stopper的位置进行示教时,对Stopper 进行Up或者Down 时使用。
<轨道宽度> 领域
设定
Conveyor宽度调整有关数据。
最小宽度
显示传送带的最小宽度。
最大宽度
分别显示Single-Lane 和Dual Lane时可作业的PCB最大宽度。