FAG超精密轴承.pdf - 第66页
64 SP 1 Schaeffler Group Industrial 安装 具有圆锥孔的轴承采用在锥轴上滑动的方法调整内圈。 对于圆柱孔轴承,采用预先研磨的内圈 ( 后缀 F12 )并通过精磨 得到符合要求的滚道直径。 用于轴承 NNU4920 的量规的定货代号示例: MGI21-4920 FAG 包络圆量规 MGA 31 MGA 31 用于调整锥孔,外圈可分离的圆柱滚子轴承的径向游隙。 用于圆柱滚子轴承 NN3006-K 到 NN3…
Schaeffler Group Industrial
SP 1
63
工业安装服务
Schaeffler Group
为各种类型的轴承布置提供高品质的产品、服务
以及培训。
工业安装服务包括:
■ 安装和拆卸各种类型的滚动轴承
■ 检查相邻部件 (轴和轴承座)
■ 轴承布置的维护和检查
■ 轴承布置运转不良的失效分析
■ 安装操作的合理化建议
■ 特殊工具的设计和制造。
优点 工业服务可以给您带来的好处:
■ 延长轴承寿命
■ 大大降低成本
■ 减少计划外停机时间
■ 提升工厂的生产效率。
Schaeffler Group
为主轴安装提供大量的工具和测量设备。
超精密轴承的安装设备 可以从
Schaeffler Group
购买测量和加热设备。也可以出租有关
设备。
FAG
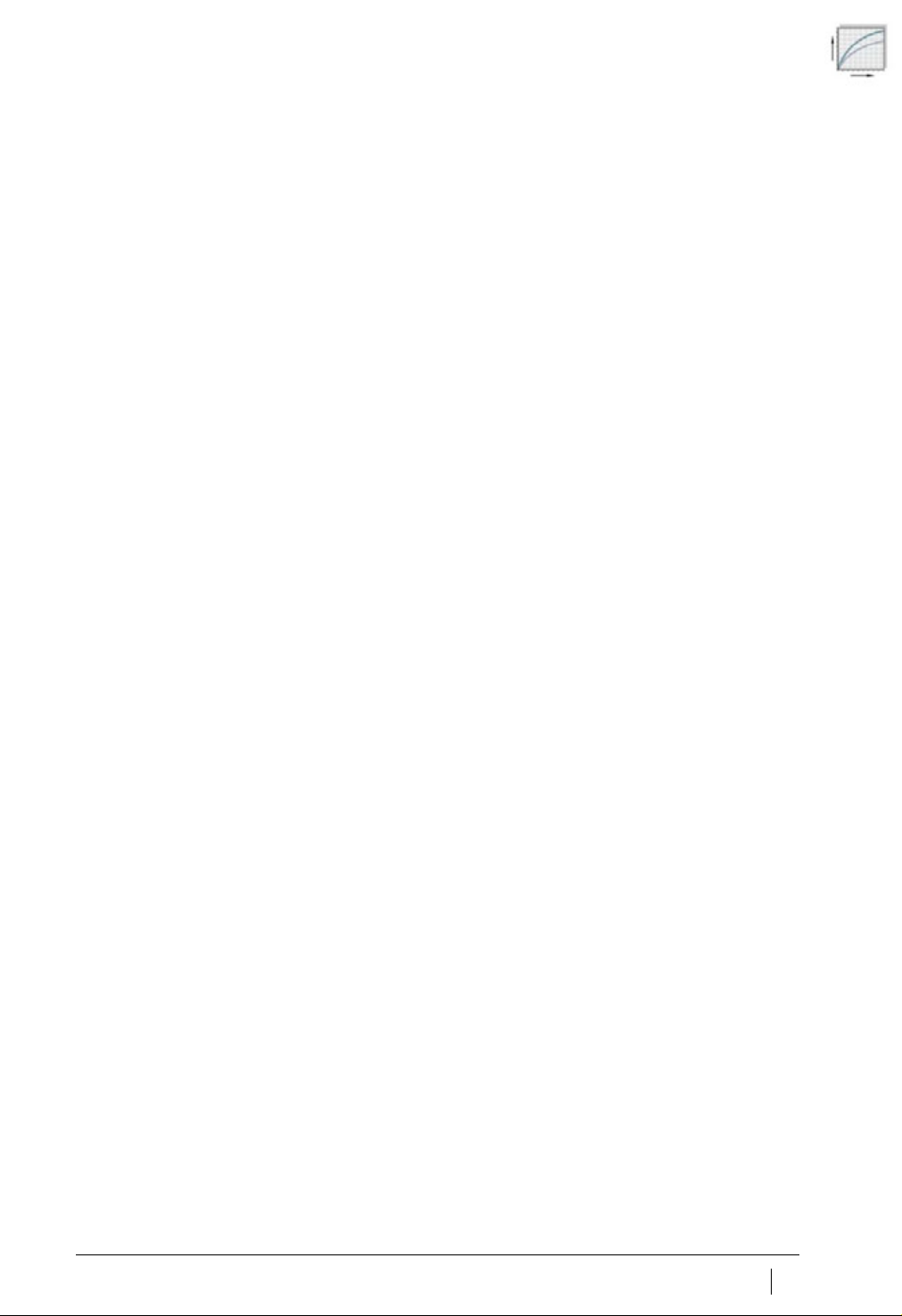
包络圆量规
MGI 21
包络圆量规有两个分离的内圈,可以用于调整圆柱滚子轴承的
径向游隙。适用于圆柱滚子轴承
NU4920-K
到
NNU4948-K
和
NNU4920
到
NNU4948
。直径从
100
到
240 mm
内圈可拆卸的
轴承。
FAG
包络圆量规
MGI 21
,通过两个经过淬火和精磨的表面测量
滚子和保持架组件的包络圆,其中一个表面是可移动的。
安装好外圈之后,将量规调整到滚子和保持架组件的包络圆。
这个数值可用卡规测得,例如卡规
SNAP-GAUGE
。然后调整内圈
的直径以达到所要求的径向游隙。
64
SP 1
Schaeffler Group Industrial
安装
具有圆锥孔的轴承采用在锥轴上滑动的方法调整内圈。
对于圆柱孔轴承,采用预先研磨的内圈 (后缀
F12
)并通过精磨
得到符合要求的滚道直径。
用于轴承
NNU4920
的量规的定货代号示例:
MGI21-4920
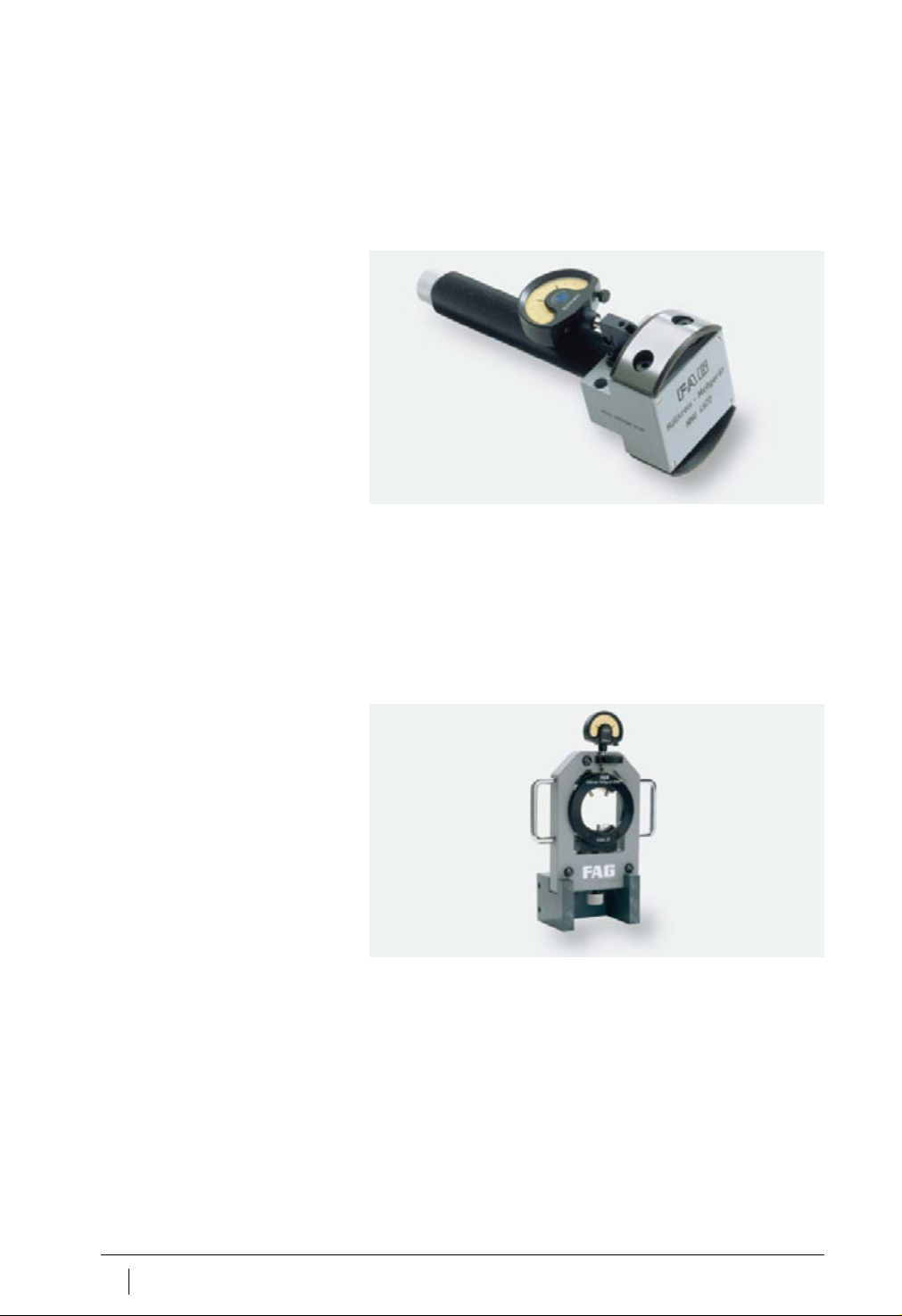
FAG
包络圆量规
MGA 31
MGA 31
用于调整锥孔,外圈可分离的圆柱滚子轴承的径向游隙。
用于圆柱滚子轴承
NN3006-K
到
NN3048-K
和
N1006-K
到
N1048-K
。该测量仪有助于精确调整其径向游隙和预载。
在安装好外圈之后,首先要测量它的滚道直径。再将这个尺寸
传递到包络圆测量仪的两个经过淬硬和精加工的测量表面上。
之后将预装有轴承内圈、滚子和保持架组件的锥轴装入测量仪。
利用液压方法使主轴轴向移动,直到测量仪显示正确的径向游隙
或预载。
用于轴承
NN3006-K
的量规的定货代号示例:
MGA31-3006
FAG
包络圆量规
MGI 21
图6
内圈可分离圆柱滚子轴承的量规
00016C6E
FAG
包络圆量规
MGA 31
图7
用于测量可拆外圈的
圆柱滚子轴承的量规
00016C77
Schaeffler Group Industrial
SP 1
65
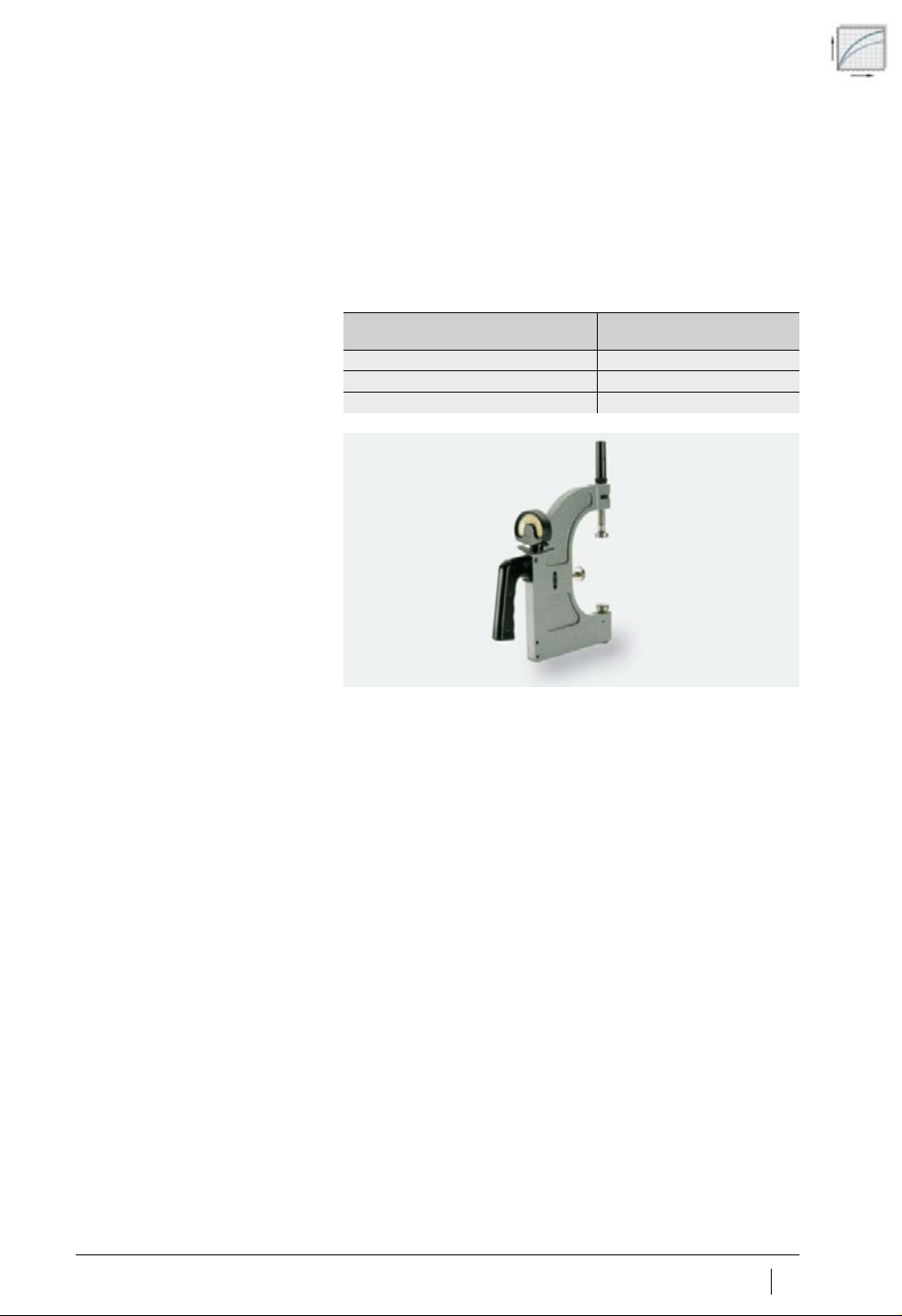
FAG
卡规
SNAP-GAUGE
这种卡规用于检查圆柱轴直径以及直接安装在机床上的所有类型
的工件, 并且可以调节包络圆量规
MGI 21
。
为了精确测量工件的实际尺寸。这种外径千分尺用比较法的测量
原理。可以通过环规去检验精度。
直径是
120 mm
订货示例:
SNAP-GAUGE-100/150
(卡规)
SNAP-GAUGE.MASTER120
(环规)
SNAP-GAUGE
卡规定货号
FAG
锥度仪
MGK 132
FAG
锥度仪
MGK 132
建议测量外锥面锥度从
0°
到
6°
且直径从
90 mm
到
510 mm
的锥轴。
这个仪器的重复测量误差小于
1
m
。锥度仪
MGK 132
与工件
接触的是四个经过淬硬、磨削、研磨的凸缘。这些凸缘形成
90°
的空间。量规通过一个置于前面或后面的止动块精确定位。垫块
之间是测量滑块,它们安装在被预紧的滚子轴承上。一只千分表
装在测量仪上,表针接触滑块,测量的是锥轴直径和名义值的
偏差。这个仪器通过标准锥度规 (可协议供货)调节。
卡规定货号 测量范围
mm
SNAP
-
GAUGE
-
30
/
60 30
–
60
SNAP
-
GAUGE
-
60
/
100 60
–
100
SNAP
-
GAUGE
-
100
/
150 100
–
150
FAG
卡规
SNAP-GAUGE
图8
卡规
00016C78