SI-P850_使用说明书.pdf - 第112页
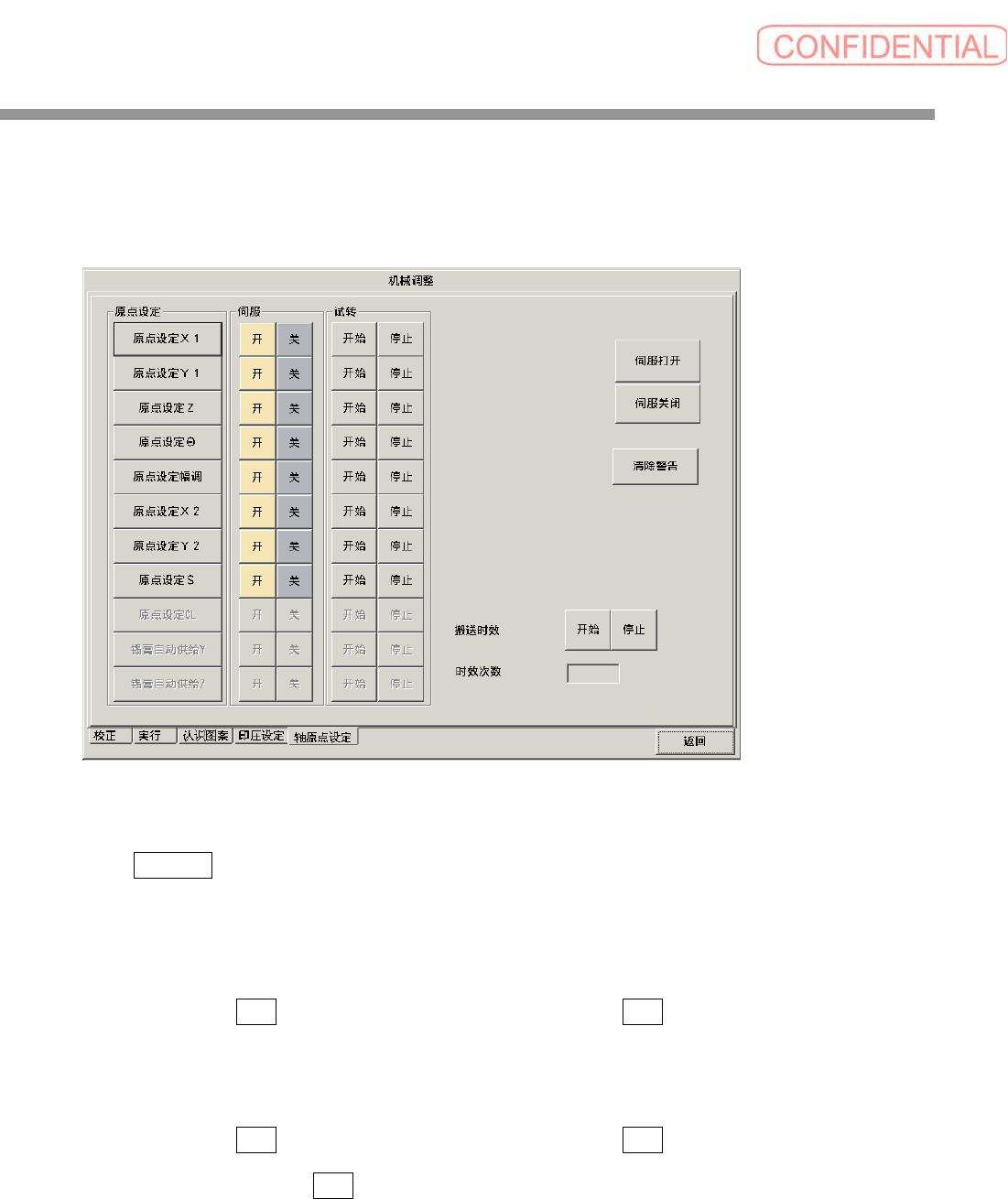
操作篇 11.机械调整 1-84 SI-P850 (CS) 11-3. 轴原点设定 设定各轴的原点位置。 如软盘驱动器中未含有关键字软盘,则无法进行原点设定。 ① 在手动操作画面上,用按钮操作或在伺服关闭时手动将轴移动到原点位置。 ② 按 原点设定 按钮。 此位置为原点。 ③ 试转 对每个轴执行试转动作。 按 开始 即开始试转操作。将反复执行,直到按 停止 。 ④ 搬送时效 执行搬送的旋转时效操作。 按 开始 时开始时效操作,将反复执行…
操作篇
11.机械调整
SI-P850 (CS) 1-83
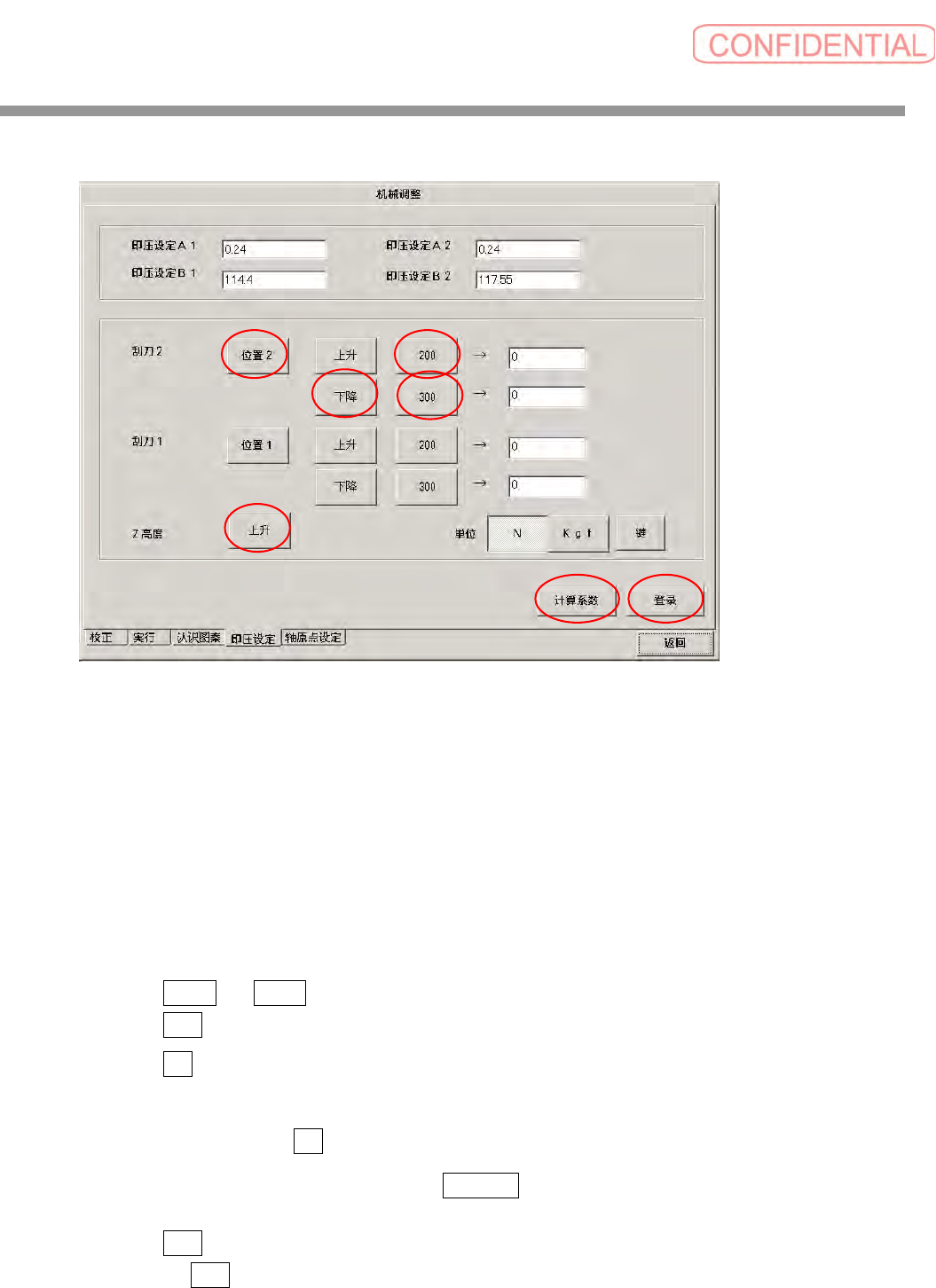
11-2. 设定印压系数
在本画面上设定印压系数。
如果印压系数不正确,将不能显示机种情报中指定的印压。
使用测压组件和刮刀压块检查印压并设定印压系数。
准备
1.将 XY 工作台移动到印刷位置。
2.将测压组件放到 XY 工作台中心,并调整 Z 轴,直到测压组件的上表面与上钢网在同一水平面。
3.升高 XY 工作台支撑。
4.设定刮刀压块检查面头的印压,进行印压设定。
步骤
① 按 位置 1 或 位置 2 刮刀移动到 XY 工作台的中心。
② 按 下降 降低刮刀。
③ 按 200 时,开启印压,如果再按一次,则印压关闭。
开关几次后,停在开启。然后在右侧的方块中输入测压组件测得的压力值。
④ 以同样的方式,用 300 测量压力,并输入测得的数值。
⑤ 从 N 和 Kgw 中选择一个单位,然后按 计算系数 。
开始计算印压系数,并显示在画面顶部的方块中。
⑥ 按 登录 ,将印压系数写入系统设定资料。
但是,登录 要在保养用软盘插入后才能启用。
⑦ 移动 Z 轴,使测压组件(厚度 25mm)的上表面与上钢网在同一水平面。
④
⑥
⑤
①
②
③
⑦
操作篇
11.机械调整
1-84 SI-P850 (CS)
11-3. 轴原点设定
设定各轴的原点位置。
如软盘驱动器中未含有关键字软盘,则无法进行原点设定。
① 在手动操作画面上,用按钮操作或在伺服关闭时手动将轴移动到原点位置。
② 按 原点设定 按钮。
此位置为原点。
③ 试转 对每个轴执行试转动作。
按 开始 即开始试转操作。将反复执行,直到按 停止 。
④ 搬送时效 执行搬送的旋转时效操作。
按 开始 时开始时效操作,将反复执行,直到按 停止
另外,在按 停止 前的操作次数在时效次数处显示。
未附带的选项中使用的轴以浅色显示。
操作篇
12.各种功能
SI-P850 (CS) 1-85
12. 各种功能
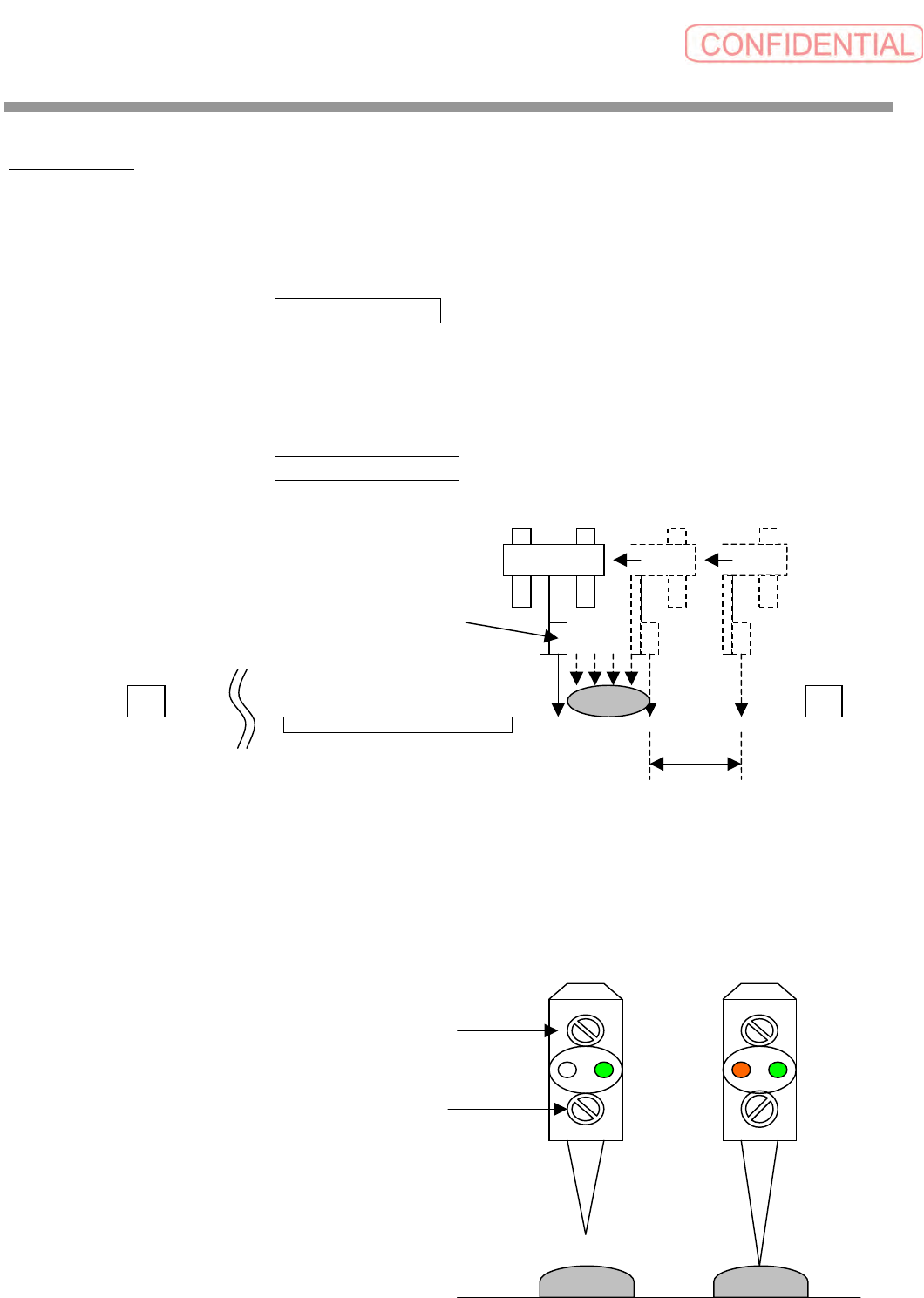
12-1. 检查锡膏余量
通过安装在左侧的感应器(两个刮刀之间)检查锡膏余量。
检查定时
在印刷完系统设定的 锡膏余量的检查间隔 中登录的指定基板块数后,检查定时。
搬入基板、认识基点和工作台上升后以及刮刀开始操作前发生此操作。
只有在刮刀向回移动时此行此检查。印刷的基板达到指定的数目且刮刀向前移动时,对下一块基板
执行检查。
检查方法
感应器从系统设定的 检测锡膏余量的偏移量 中登录的位置移动,在多个位置检查锡膏的高度,并
移动锡膏宽度。
调整感应器
调整距离设定量,从而在探测到指定的高度时,橙色的 LED 将开启。
动作切换开关
距离设定量
检测锡膏余量的偏移量
前侧
感应器