SI-P850_使用说明书.pdf - 第54页
操作篇 4.新机种生产 1-26 SI-P850 (CS) (1) 自动对位 执行 自动对位 时,设备将: 1) 自动识别钢网的基点; 2) 移动到钢网边的对正点; 3) 执行自动认识,并移动到中心点。 显示以下讯息。 按① 确定 键。 检查并确保显示的位置在中心, 且钢网的点应对正。 如果已经对正, 则无需其它操 作,否则,按动箭头调整没有对正的情况,然后按② OK 键。 对两点执行上述操作。 然后,照相机移动到基板的对正点。以同样的…
操作篇
4.新机种生产
SI-P850 (CS) 1-25
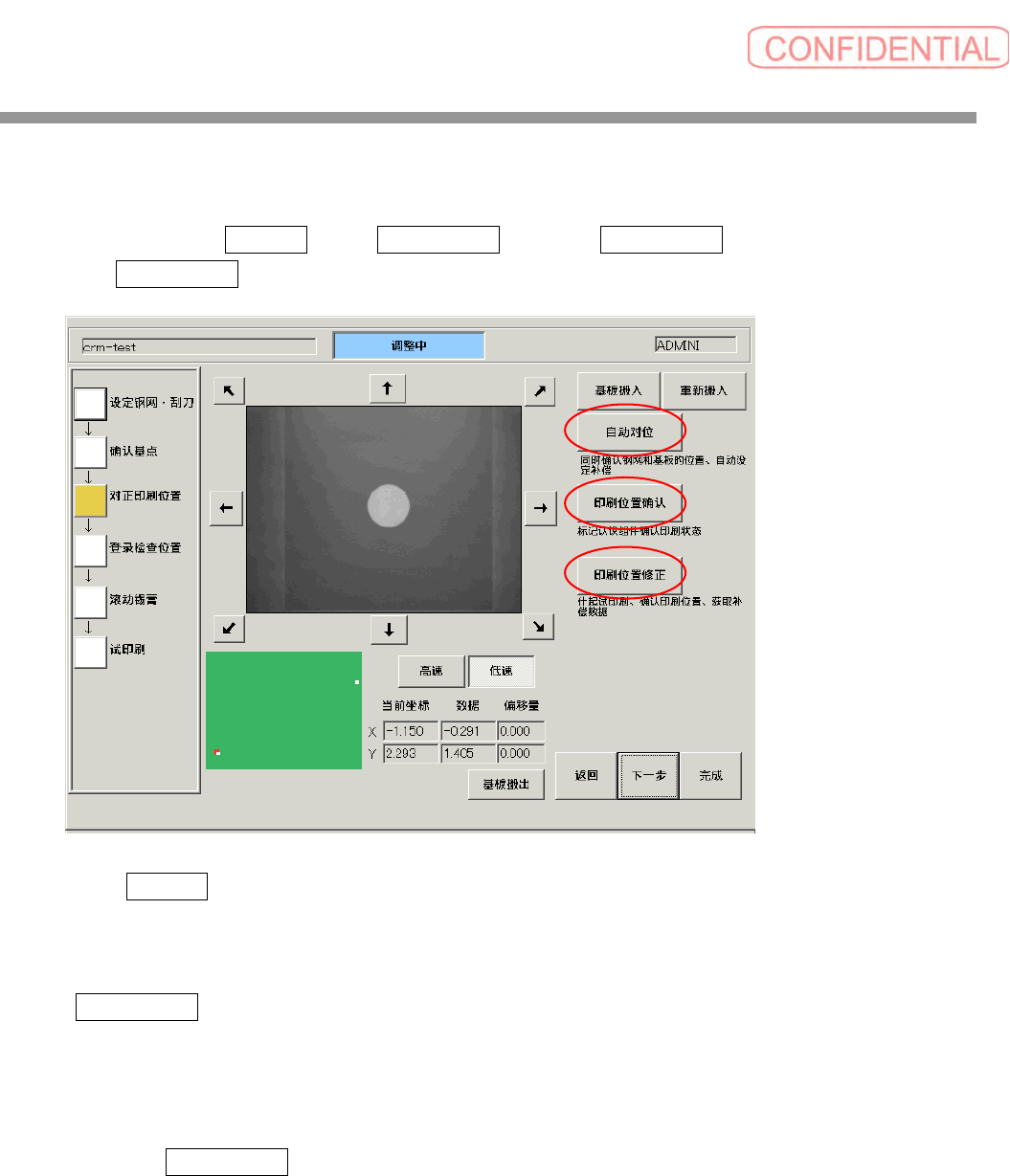
4-2-3. 对正印刷位置
印刷时必须设定印刷偏移量来对正钢网和基板。
按顺序运行(1)自动对位 ,(2)印刷位置确认 ,和(3)印刷位置修正 。
(2)印刷位置确认 是备选的。在第(3)步执行印刷前,必要时应检查印刷位置。
⑴ 实行 自动对位
认识钢网的对位点,自动设定印刷偏移量。
自动调整印刷位置。
⑵ 印刷位置确认
在钢网和基板上识别基点,幷修正印刷位置。修正后,工作台上移,设备进入印刷状态。
目测检查印刷位置是否正确。
如果没有对正,可以轻按触摸屏上显示的箭头按钮进行对正。
⑶ 然后运行 印刷位置修正 。
执行印刷操作,将印刷前自动识别的对准点与焊接位置进行比照,检测不对正的情况,然后设定印刷偏
移量,来准确地调整印刷位置。
(1)
(2)
(3)
操作篇
4.新机种生产
1-26 SI-P850 (CS)
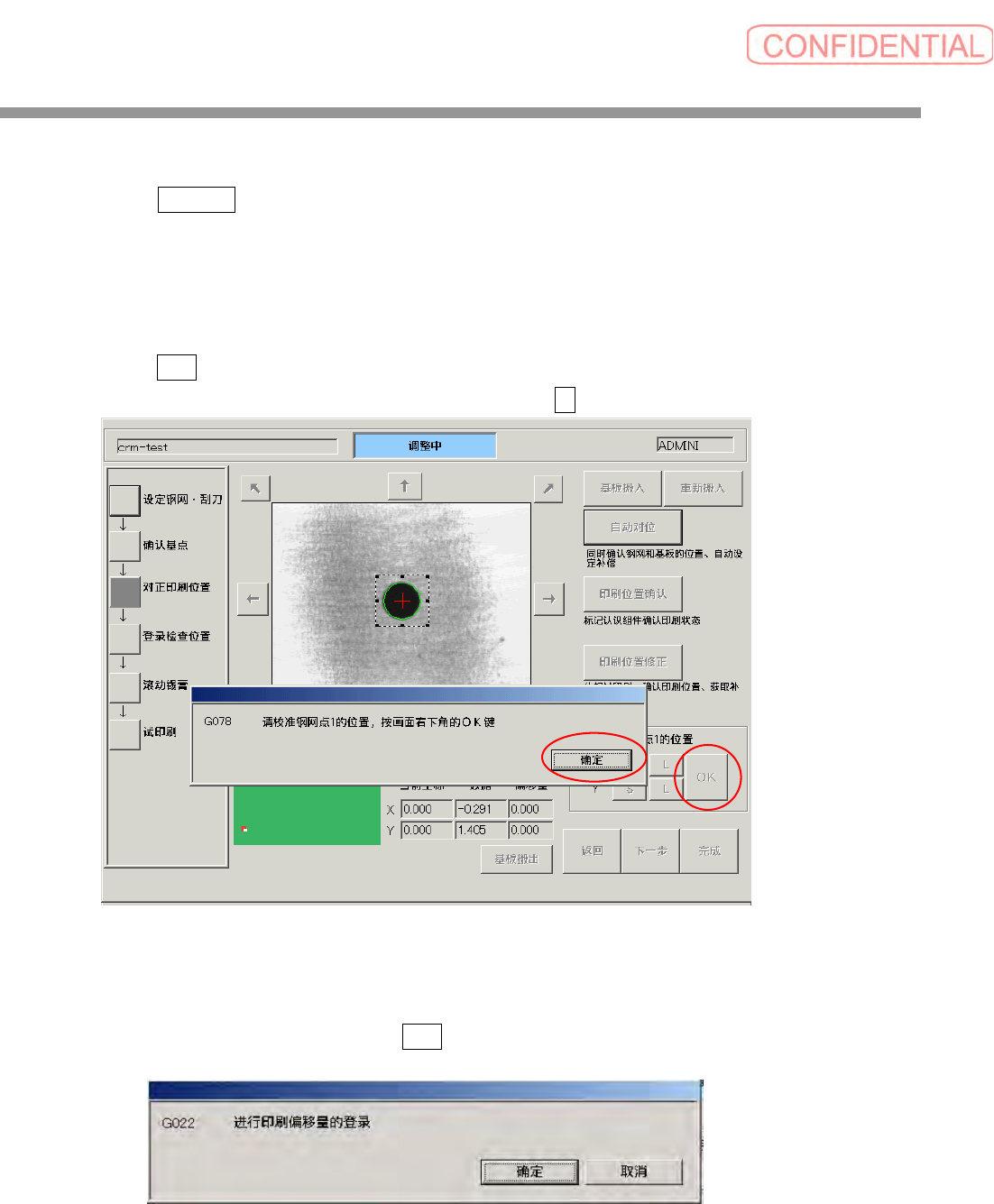
(1) 自动对位
执行 自动对位 时,设备将:
1) 自动识别钢网的基点;
2) 移动到钢网边的对正点;
3) 执行自动认识,并移动到中心点。
显示以下讯息。
按① 确定 键。检查并确保显示的位置在中心,且钢网的点应对正。如果已经对正,则无需其它操
作,否则,按动箭头调整没有对正的情况,然后按② OK 键。
对两点执行上述操作。
然后,照相机移动到基板的对正点。以同样的方式,将基板的点调整到中心。
完成调整后,会显示以下讯息。按 确定 ,在机种情报中登录印刷偏移量。
①
②
操作篇
4.新机种生产
SI-P850 (CS) 1-27
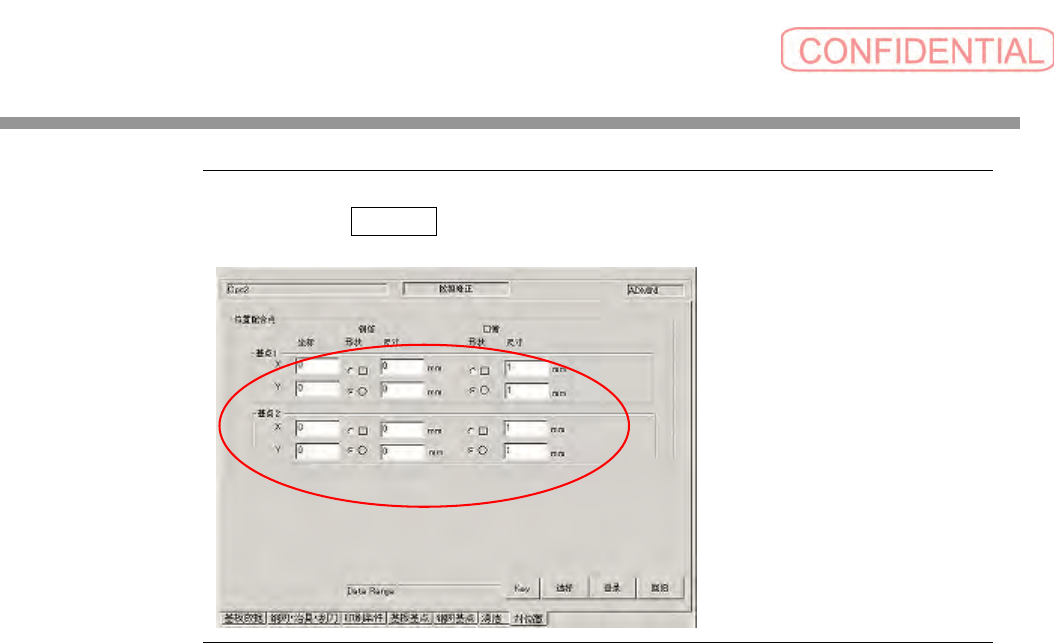
注意:
对正点应当在 数据修正 画面上登录到机种情报中。
如果没有登录,钢网的基点用作对正点。