SI-P850_使用说明书.pdf - 第136页
操作篇 13.选配功能 1-108 SI-P850 (CS) 13-3-5. 自动生产 ① 锡膏余量 显示容器的锡膏余量。 ② 锡膏容器准备信息 容器的锡膏份量,比通过机种数据的“容器准备”指定的 % 少时 “请准备接下来使用的锡膏容器” ⇒ 请从冷藏库取出准备接下来使用的锡膏。 容器的锡膏份量,比通过机种数据的“锡膏余量少”指定的 % 少时 “锡膏即将用完” ⇒ 请搅拌锡膏使之成为可立即使用的状态。 【自动生产时的动作】 执行自动生产…
操作篇
13.选配功能
SI-P850 (CS) 1-107
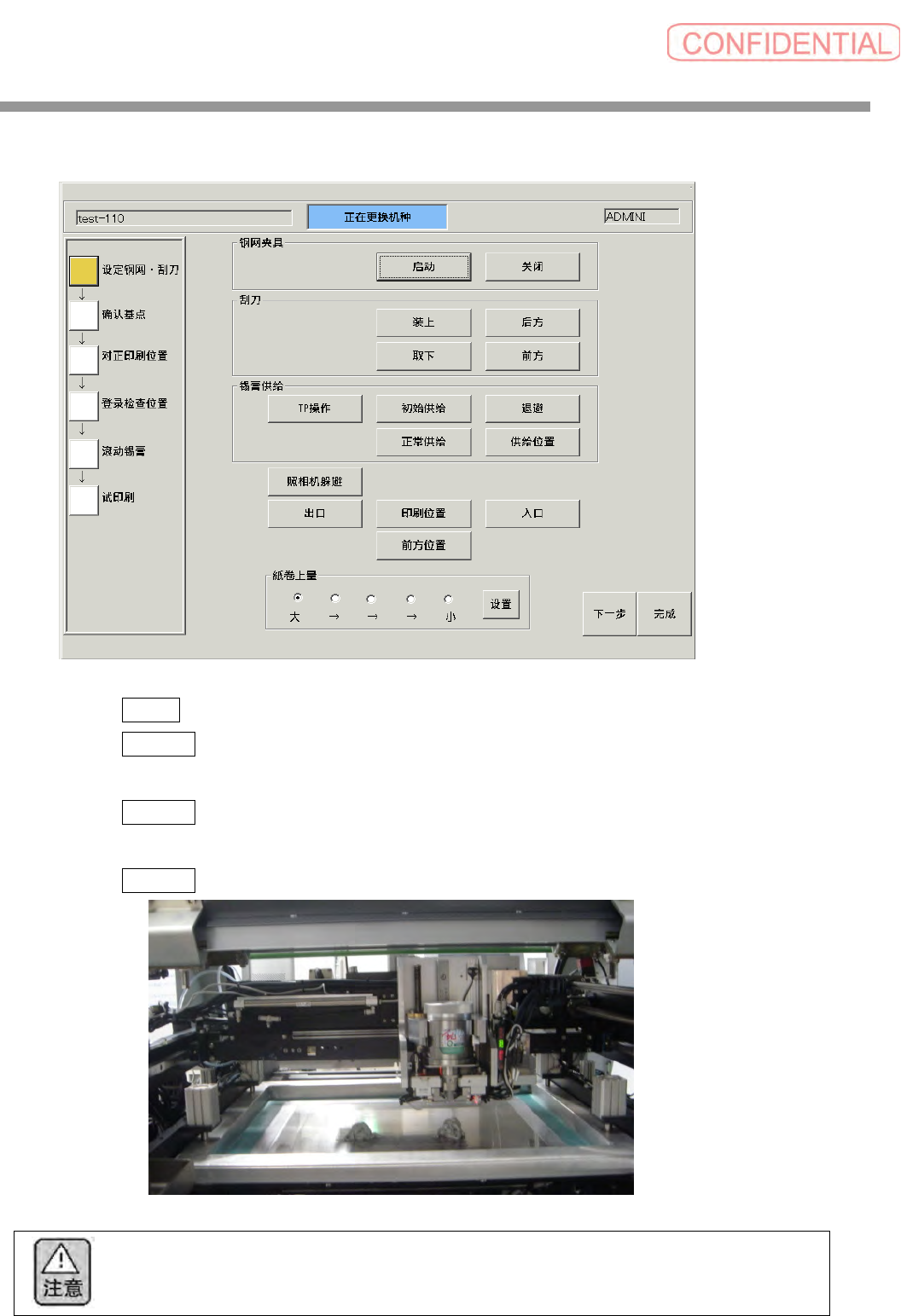
13-3-4. 正在更换机种
【设定的步骤】
① 按TP操作过渡到控制教导盒。
② 按取下容器按钮。
③ 打开后门(此时关闭联锁钥匙)安装新的锡膏容器。
④ 按装上容器按钮。
锡膏供给装置移动至供给位置,直到最初的锡膏吐出,容器下降。
⑤ 按初始供给,在钢网上吐出足够量的锡膏。
⑥ 将锡膏摆开为基板的宽度。
吐出的锡膏份量较少时,自动生产开始后通过传感器感知并使之供给适当的份量,但是因
为份量较少时安装的刮刀将被抬起,所以请供给最初的份量。
① ①
操作篇
13.选配功能
1-108 SI-P850 (CS)
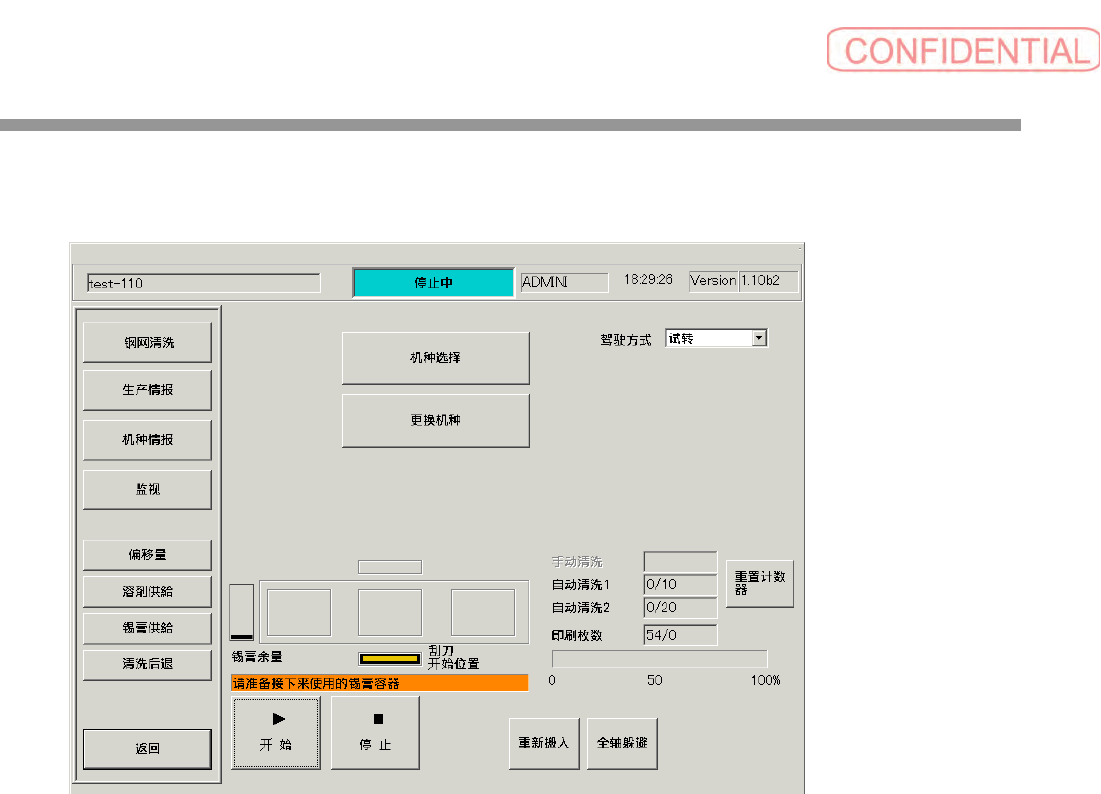
13-3-5. 自动生产
① 锡膏余量 显示容器的锡膏余量。
② 锡膏容器准备信息
容器的锡膏份量,比通过机种数据的“容器准备”指定的%少时
“请准备接下来使用的锡膏容器”
⇒ 请从冷藏库取出准备接下来使用的锡膏。
容器的锡膏份量,比通过机种数据的“锡膏余量少”指定的%少时
“锡膏即将用完”
⇒ 请搅拌锡膏使之成为可立即使用的状态。
【自动生产时的动作】
执行自动生产时,进行如下所示的锡膏余量检测、供给。
(1) 通过印刷动作,刮刀从前方移动到后方时,根据在基板中央附近的激光传感器测量锡膏的滚动直径。
(2) 这个滚动直径比设定值小时,进行了刮刀从后方移动到前方的印刷动作之后,后方的锡膏供给装置
移动到前方执行锡膏的供给。
印刷动作和锡膏供给并行执行。
①
②
操作篇
13.选配功能
SI-P850 (CS) 1-109
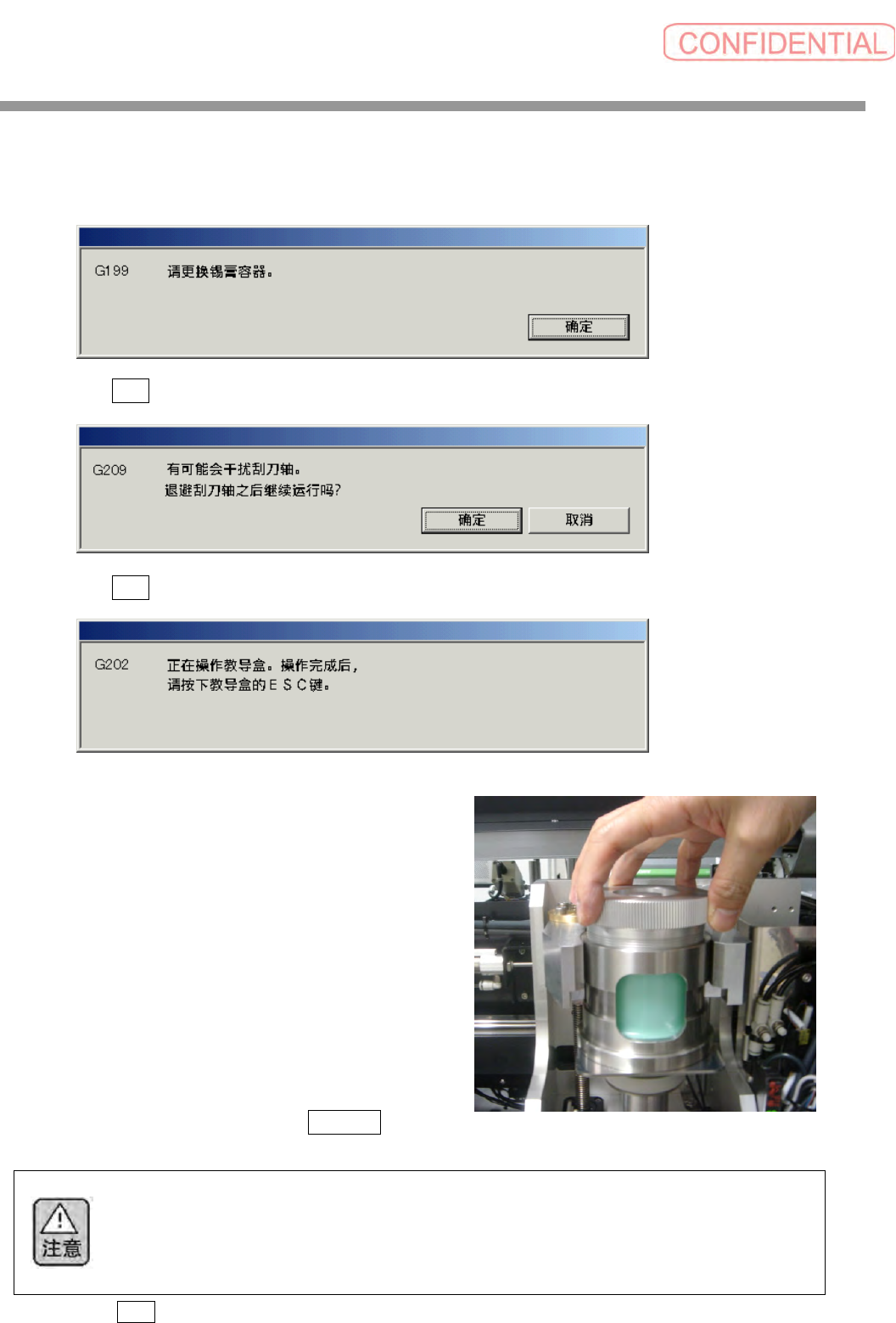
【容器更换】
如果容器的锡膏没有了则出现以下信息。
如果按确定 ,在锡膏供给装置的干扰领域中有刮刀时,将出现以下信息。
如果按确定 ,出现以下信息,控制过渡到教导盒。
到此,所有的伺服将关闭,门锁被解除。
请打开后门更换锡膏容器。
请打开盖子取出容器并装上新的容器。
然后,关闭门之后请按教导盒的安装容器按钮。
直到门被锁上,锡膏供给装置移动到供给位置,吐出最初的锡膏后容器下降。
进行容器更换后,可能有空气进入空间。
此时,请通过以下步骤排出空气。
① 通过“锡膏供给”吐出之前有的锡膏。
② 再次通过“安装容器”吐出空间进入空气后的锡膏使容器下降。
按 ESC 返回控制触摸屏,重新开始自动生产。