SI-P850_使用说明书.pdf - 第99页
操作篇 10.系统设定 SI-P850 (CS) 1-71 Z 轴上升位置偏移量 基板上升位置的偏移量。 是 0 的时候基板和上面的钢网的高度变得同样。 刮刀偏移量 印刷时,刮刀 1 和刮刀 2 在 Y 方向的偏移量。 在机种情报中有相同的项目。 全部指定后,追加的值成为偏移值。 清洗后刮刀后退 钢网清洗后的第一次印刷时,为拨取剩余的锡膏,开始刮刀动作前使其后退的限制。 刮刀跳动速度 刮刀从印刷末端位置移动到印刷开始位置的速度。 基板等…
操作篇
10.系统设定
1-70 SI-P850 (CS)
10. 系统设定
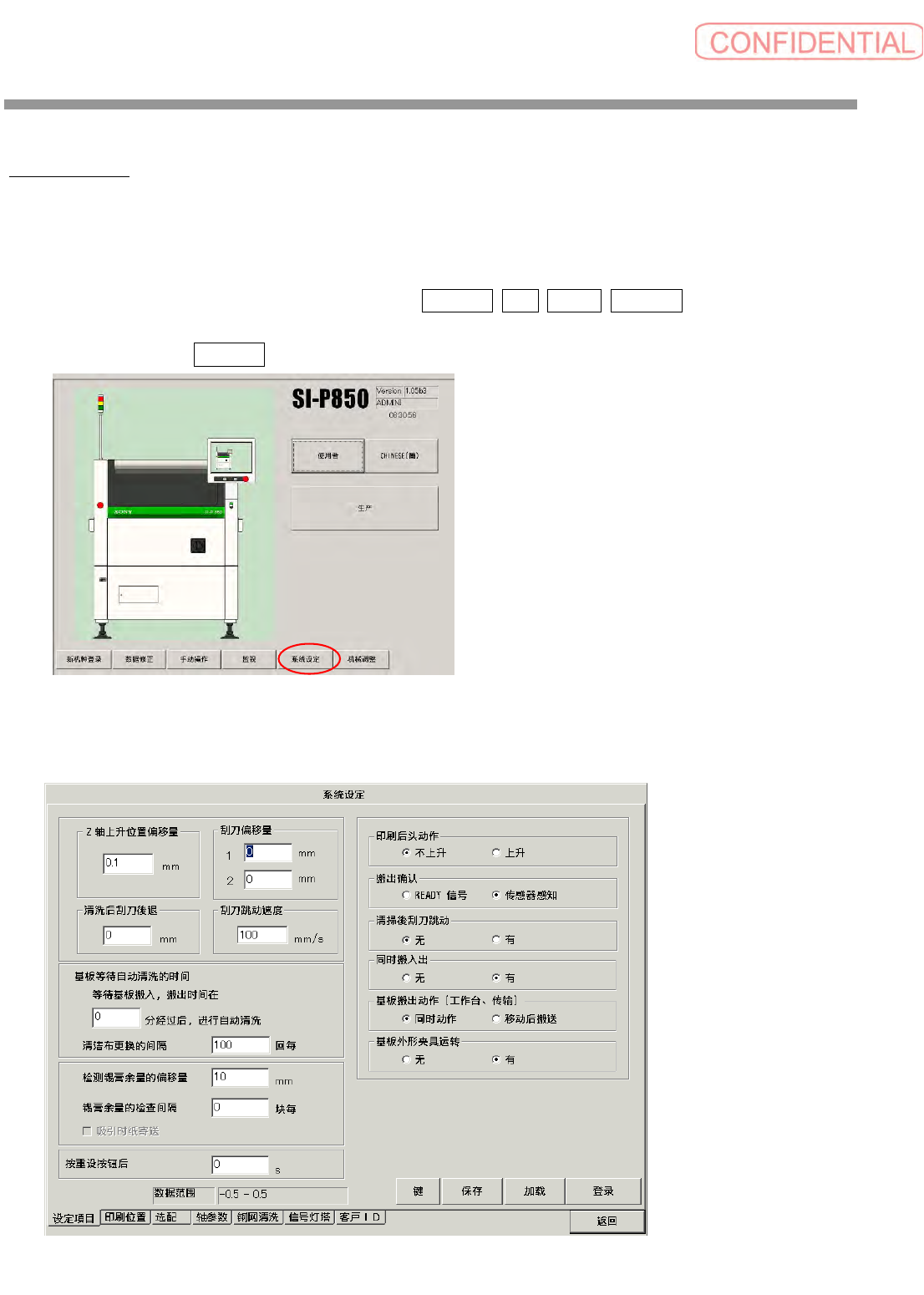
在系统设定中登录 SI-P850 的特定资料。
在初始安装时设定。
注意,如果内容变更,则设备可能无法正确操作。
如软盘驱动器中未含有关键字软盘,则无法变更 印刷位置 选配 轴参数 钢网清洗 项目。
按主菜单画面上的 系统设定 。
10-1. 设定项目

操作篇
10.系统设定
SI-P850 (CS) 1-71
Z 轴上升位置偏移量
基板上升位置的偏移量。
是 0 的时候基板和上面的钢网的高度变得同样。
刮刀偏移量
印刷时,刮刀 1 和刮刀 2 在 Y 方向的偏移量。
在机种情报中有相同的项目。
全部指定后,追加的值成为偏移值。
清洗后刮刀后退
钢网清洗后的第一次印刷时,为拨取剩余的锡膏,开始刮刀动作前使其后退的限制。
刮刀跳动速度
刮刀从印刷末端位置移动到印刷开始位置的速度。
基板等待自动清洁的时间
如果基板搬入搬出等待超出一定时间,指定下次印刷前钢网清洗时间。
清洁布更换的间隔(仅适用于清洁布型)
每次实行了指定数目的清洁后,会显示一条更换清洁布的讯息。间隔指的是执行清洗的次数。
指定“0”时,显示更换清洁布的讯息。
检测锡膏余量的偏移量
刮刀停止位置到检测锡膏余量的起点的距离。
锡膏余量的检查间隔
在每次印刷完指定数量的基板后,检查锡膏余量。间隔请参阅指定的印刷块数。
指定“0”时,不检测锡膏余量。
选配
印刷后面头动作 选择印刷后刮刀结束移动时上升面头或在开始印刷下一块基板前上升。
搬出确认 基板搬出时,选择在接收后加工发出的 READY 信号后输入下一块基板还是
在入口处的感应器关闭时输入。
清掃後刮刀跳动 钢网清洗后的第一次印刷时,选择刮刀开始动作前,按以往使刮刀跳至
锡膏位置,或从刮刀停止位置开始。
无(从停止位置开始)在刮刀拨取垂落的锡膏时使用。
同时搬入搬出 同时进行基板的搬入搬出。
此选配为缩短工时而使用。
使用时,要将搬入位置与搬出位置设定相同。
基板搬出动作 选择向工作台的搬出位置移动和基板的搬送同时进行,或工作台移动后进
行基板的搬送。
基板外形夹具运转 只在有基板外形夹具选项的情况下才显示。
指定是否使用外形夹具。
操作篇
10.系统设定
1-72 SI-P850 (CS)
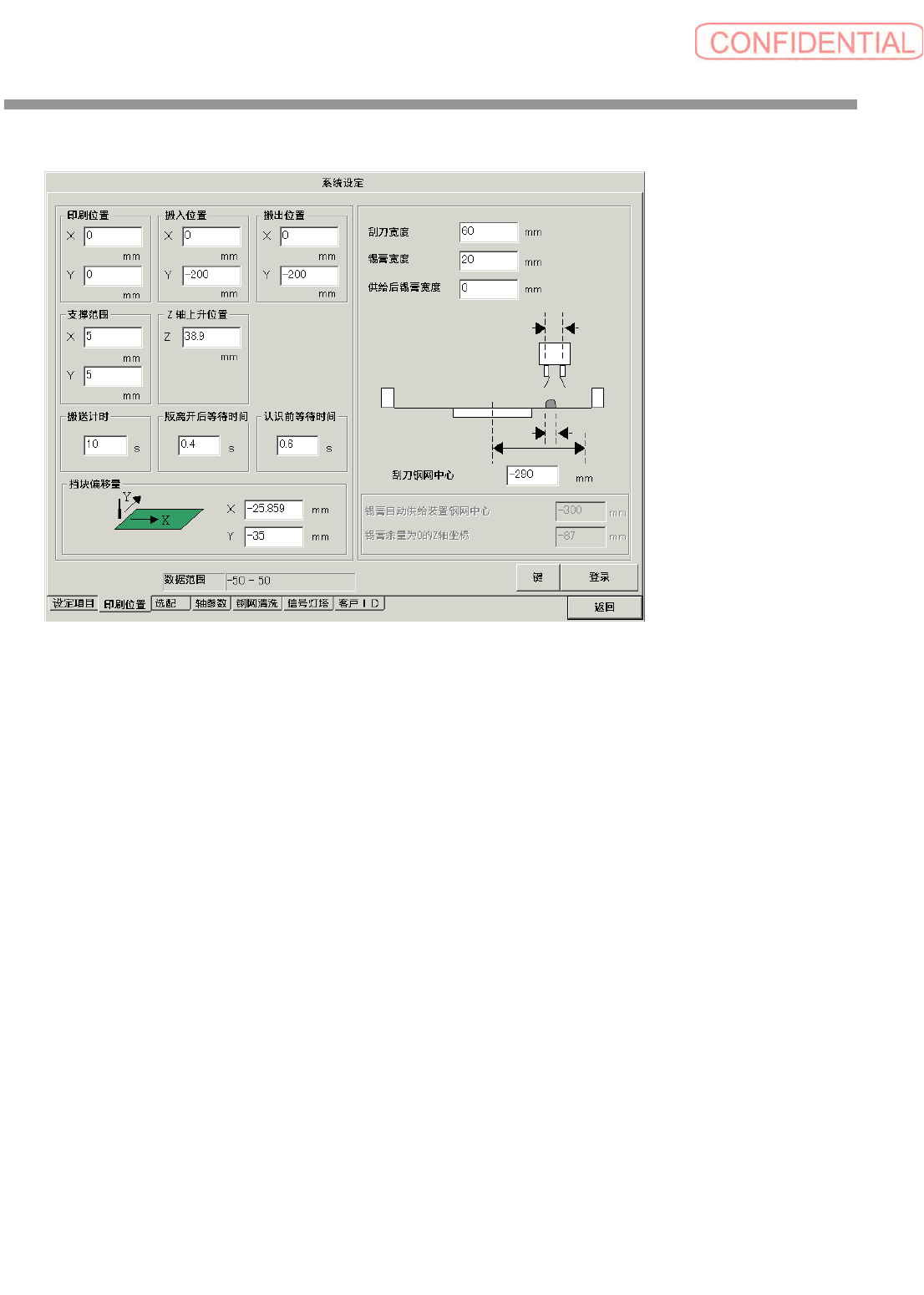
10-2. 印刷位置
印刷位置、搬入位置、搬出位置
XY 工作台在每个方向上的位置。
支撑范围
偏离印刷位置的量,一般用于 XY 工作台的支撑升高。
Z 轴上升位置
基板上表面 Z 轴的位置与上面的钢网在一个水平。
搬送计时
开始输送后,等待感应器在下一点开启的时间。
版离开后等待时间
版离开后,XY 工作台降低前的待机时间。
认识前等待时间
照相机移动到基板的基点认识位置后,拍摄认识图像前的待机时间。
挡块偏移量
设定挡块位置的偏移量,从而基板能够移动到 XY 工作台的中心。
修正设定 X,相位 2。