SI-P850_使用说明书.pdf - 第87页
操作篇 7. 生产管理情报 SI-P850 (CS) 1-59 ② 显示当前制造的机种名,为生产块数,合计履历。 总生产块数 当前生产的基板块数的总数。 这里所显示数值与 生产状况 的生产实绩 数值勤相同。 重新设置生产实绩后归零。 统计记录 当前所显示的图形总数。 重新设置生产实绩后归零。 键 显示键盘。 输出 图形所显示的生产时间履历输出为文件。 输出文件时需使用软盘。 ③ 显示所指定基板的生产时间的详细情况。 所显示时间履历为以下…
操作篇
7.生产管理情报
1-58 SI-P850 (CS)
7-6. 生产时间履历
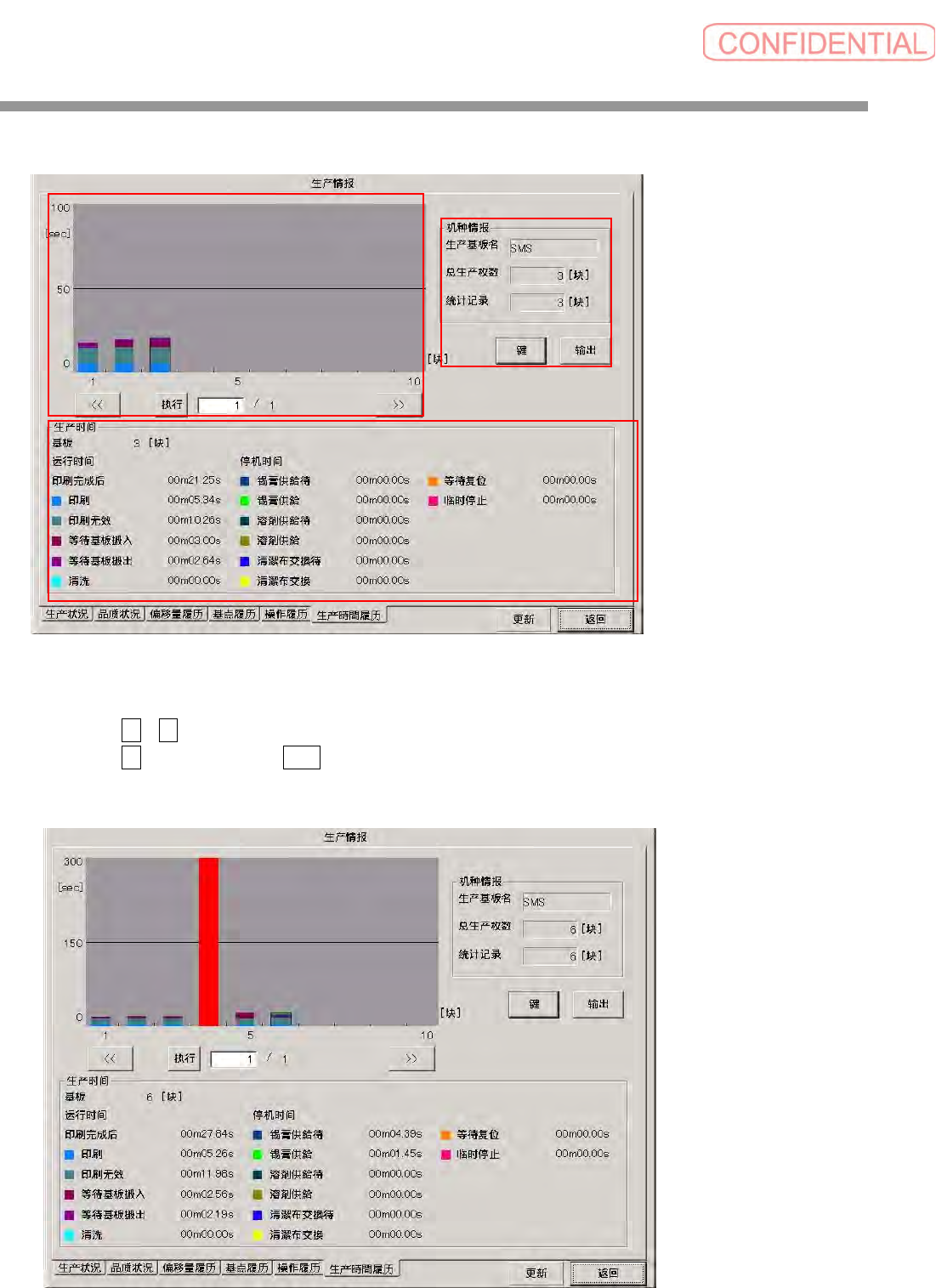
① 显示图形为生产 1 块基板的生产时间。
保存履历为最大 5000 个影像,显示图形为 1 页 10 个影像。
按 >>、<< 后切换图形页面。
按 键 在键盘输入,按 执行 后显示为输入页面。
另外,在合计时间超过 300[sec]情况下,基板图形显示为红色。
①
②
③
操作篇
7.生产管理情报
SI-P850 (CS) 1-59
② 显示当前制造的机种名,为生产块数,合计履历。
总生产块数
当前生产的基板块数的总数。
这里所显示数值与 生产状况 的生产实绩数值勤相同。
重新设置生产实绩后归零。
统计记录
当前所显示的图形总数。
重新设置生产实绩后归零。
键
显示键盘。
输出
图形所显示的生产时间履历输出为文件。
输出文件时需使用软盘。
③ 显示所指定基板的生产时间的详细情况。
所显示时间履历为以下各项。
印刷完成后 :从基板搬入开始到下一次基板搬入开始的时间。
印刷 :刮刀从开始印刷到离网的时间。
印刷无效 :不包含印刷操作的时间。
等待基板搬入 :从基板搬入准备完成到从前装置接收基板为止的时间。
等待基板搬出 :从基板搬出准备完成到基板传送到后装置为止的时间。
清洗 :清洗钢网里面的时间。
锡膏供给待 :从因锡膏不是导致机器停止到开始供给锡膏的时间。
按 STOP 后开始供给锡膏。按 确定 继续生产。
锡膏供给 :供给锡膏的时间。
按 确定 后完成供给锡膏。
溶剂供给待 :从因溶剂不足导致机器停止到开始供给溶剂的时间。
按 确定 后开始供给溶剂。
操作篇
7.生产管理情报
1-60 SI-P850 (CS)
溶剂供给 :供给溶剂的时间。
按 确定 后完成供给溶剂。
清洁布交换待 :因清洁纸缺付导致机器停止到开始更换清洁纸的时间。
按 确定 后开始更换清洁纸。
清洁布交换 :更换清洁纸的时间。
按 确定 后更换清洁纸完成。
等待更换清洁布 :因清洁布不足导致机器停止到开始更换清洁布的时间。
按 STOP 后开始更换清洁布。按 确定 继续生产。
更换清洁布 :更换清洁布的时间。
按 确定 后更换清洁布完成。
等待复位 :从包括紧急停止的错误到重新设置错误的时间。
临时停止 :从临时停止生产到恢复生产的时间。