SI-P850_使用说明书.pdf - 第41页
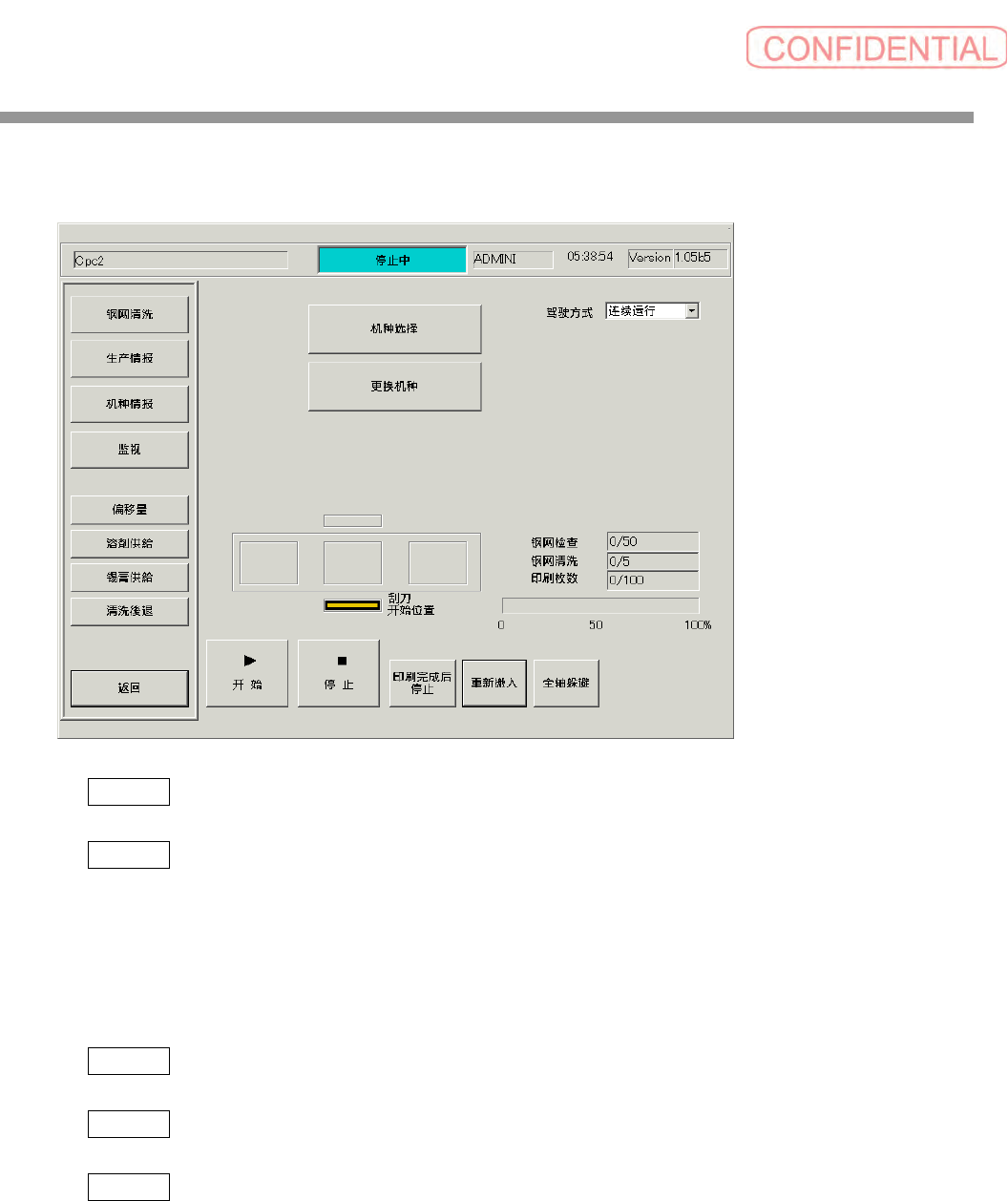
操作篇 3.生产 SI-P850 (CS) 1-13 3-3. 其它操作 也可以进行以下操作。 ① 机种选择 从登录的机种情报中选择要生产的机种。 ② 更换机种 为生产作准备: 设定钢网和刮刀 设定和检查识别基点 设定和检查对正印刷位置 设定印刷后检查 滚动锡膏 ③ 钢网清洗 根据机种情报中登录的频度,实行一个清洗循环。 ④ 生产情报 显示生产状态、操作履历和其它信息。 ⑤ 机种情报 显示当前选择的机种的尺寸和印刷条件。 ① ⑦ ⑨ ③…
操作篇
3.生产
1-12 SI-P850 (CS)
⑥ 方式 从 CONTINUOUS TRIAL PASS AGING CPK 之中选择一个方式。
CONTINUOUS 操作连续生产。
TRIAL 印刷一块后停止。
基板在登录的每个检验位置停止。
PASS 实行路径操作。
AGING 实行白本印刷操作。
CPK 实行CPK的测量。
⑦ 偏移量 显示实际印刷位置偏离系统设定中登录的印刷位置的数值。
偏移履历数据收集在 显示屏 中。
⑧ 钢网检查 1
/50
在机种情报中登录的清洗间隔
自最后一次手动清洗后操作的印刷数量。
两个数相等时,手动清洗钢网。
⑨ 钢网清洗 0
/5
在机种情报中登录的清洗间隔
自最后一次自动清洗后操作的印刷数量。
两个数相等时,自动清洗钢网。
⑩ 印刷块数 0
/100
计划的生产数量,在生产信息画面上输入。
生产的基板的实际块数。
两个数量相等时,会显示计划的生产量完成的讯息。
按 OK 时,继续生产。
⑪ 刮刀开始位置 检查印刷时刮刀开始位置。
⑫ 全轴躲避 全部轴移至躲避位置。
操作篇
3.生产
SI-P850 (CS) 1-13
3-3. 其它操作
也可以进行以下操作。
① 机种选择 从登录的机种情报中选择要生产的机种。
② 更换机种 为生产作准备:
设定钢网和刮刀
设定和检查识别基点
设定和检查对正印刷位置
设定印刷后检查
滚动锡膏
③ 钢网清洗 根据机种情报中登录的频度,实行一个清洗循环。
④ 生产情报 显示生产状态、操作履历和其它信息。
⑤ 机种情报 显示当前选择的机种的尺寸和印刷条件。
①
⑦
⑨
③
④
⑤
⑥
②
⑧
⑩
操作篇
3.生产
1-14 SI-P850 (CS)
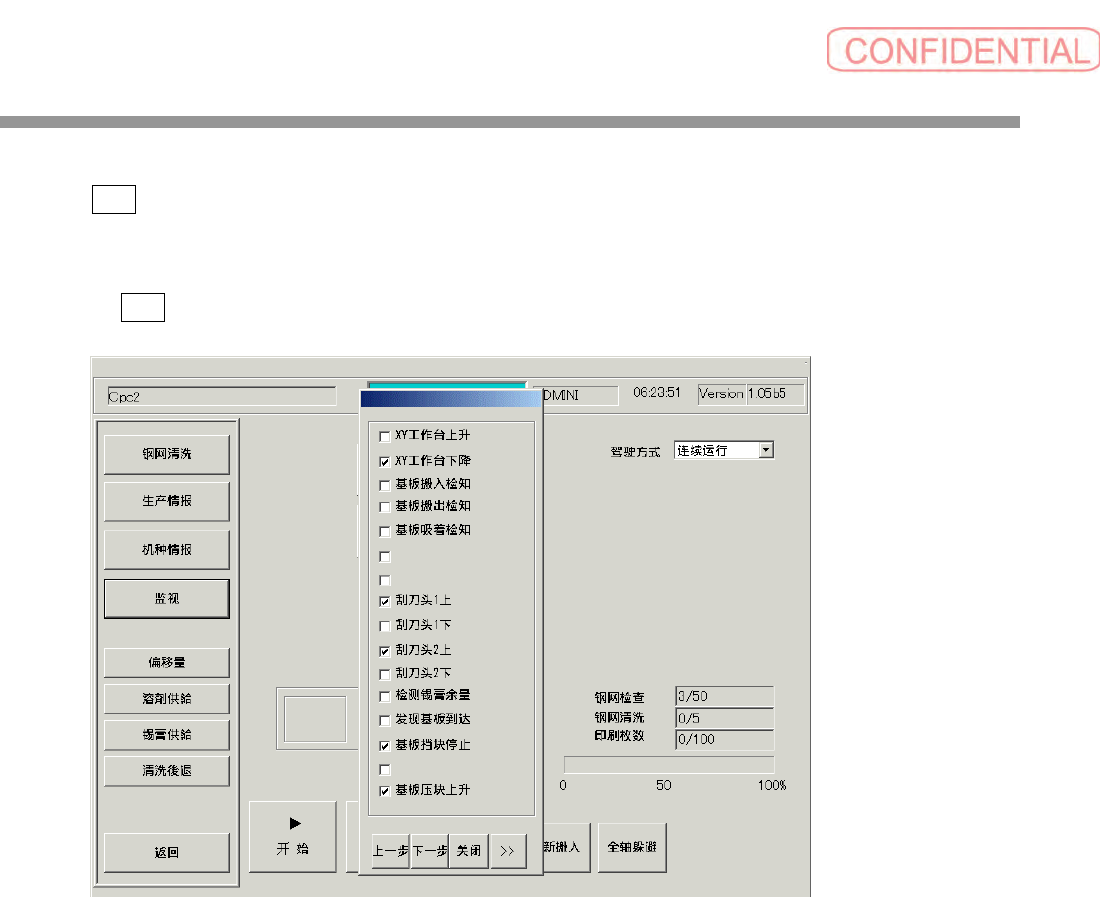
⑥ 监视 显示输入状态。
此画面与主菜单显示监视器时使用。
按 << ,输入监视画面以小窗口显示。