SI-P850_使用说明书.pdf - 第129页
操作篇 13.选配功能 SI-P850 (CS) 1-101 13-3-2. 锡膏自动供给动作设定 1. 从主菜单按 数据修正 。 通过标签 锡膏供给 进行供给动作的设定。 ① 供给有无 指定是否进行锡膏自动供给。 ② 供给模式 进行锡膏供给时,是左右两边供给还是互相供给,仅可指定一种供给模式。 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫
操作篇
13.选配功能
1-100 SI-P850 (CS)
13-3-1. 锡膏自动供给条件设定
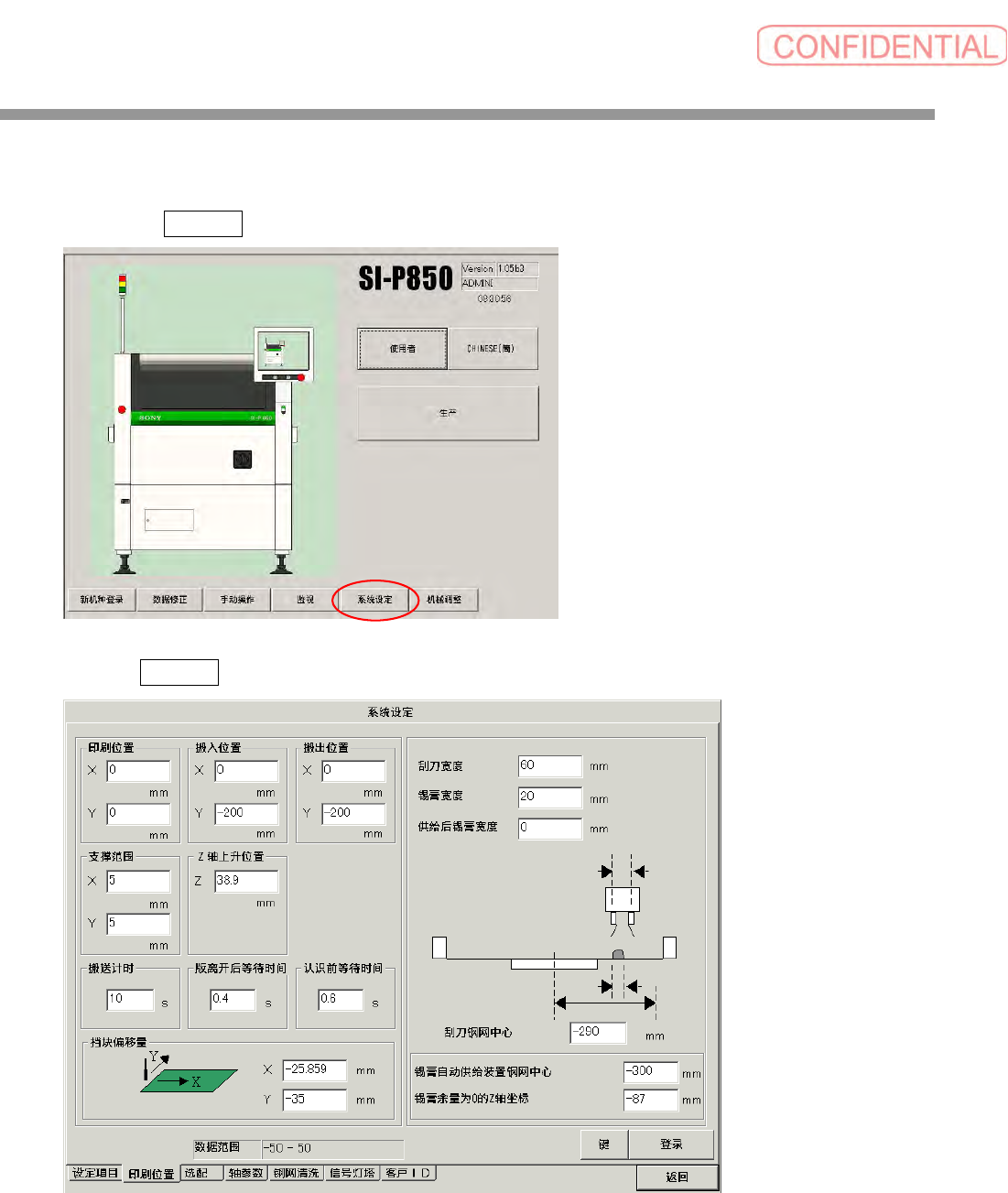
1. 从主菜单按系统设定。
通过标签印刷位置进行供给动作的条件设定。
① 锡膏自动供给装置钢网中心
指定锡膏自动供给装置来到钢网中心时的坐标。(设计值)
② 锡膏余量为 0 的 Z 轴坐标
判断 Z 轴来到此坐标时,容器内的锡膏为 0。
①
②
操作篇
13.选配功能
SI-P850 (CS) 1-101
13-3-2. 锡膏自动供给动作设定
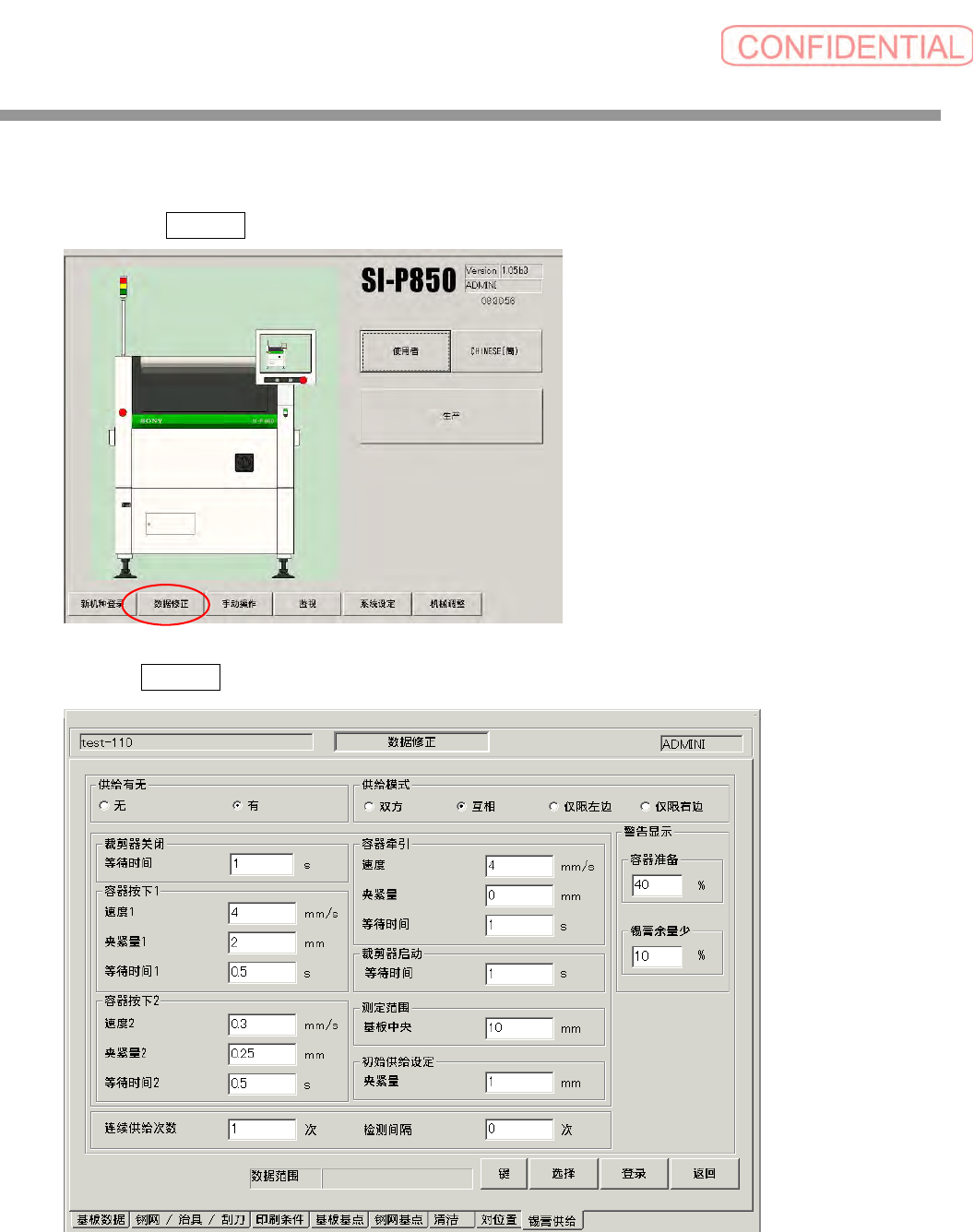
1. 从主菜单按数据修正。
通过标签锡膏供给进行供给动作的设定。
① 供给有无
指定是否进行锡膏自动供给。
② 供给模式
进行锡膏供给时,是左右两边供给还是互相供给,仅可指定一种供给模式。
① ②
③
④
⑤
⑥
⑦
⑧
⑨
⑩ ⑪
⑫
操作篇
13.选配功能
1-102 SI-P850 (CS)
③ 裁剪器关闭等待时间
裁剪器关闭后,指定到容器开始上下动作的等待时间。
④ 容器按下1
⑤ 容器按下2
⑥ 容器牵引
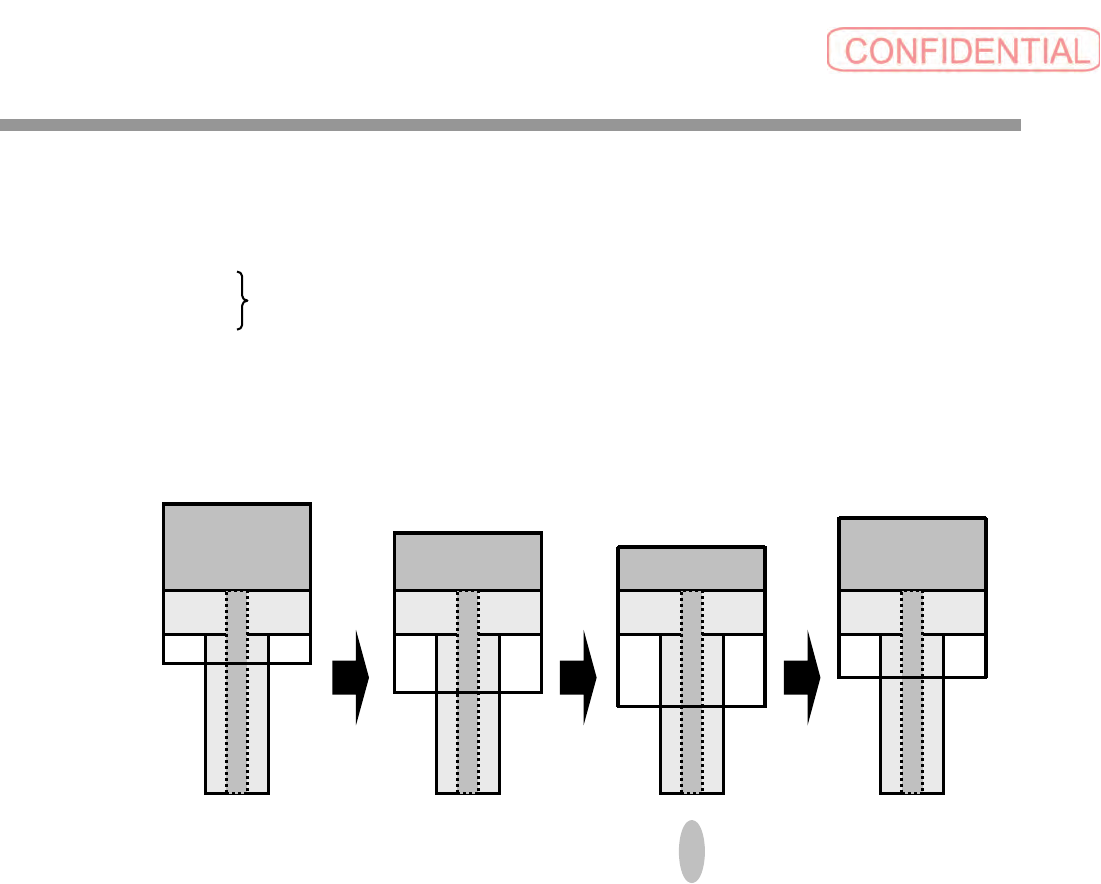
在锡膏供给中,为了挤出锡膏,固定活塞。
(1) 按压锡膏容器增加压力.......容器按下 1
(2) 想挤出的锡膏份量,慢慢地按压...容器按下 2
(3) 为了释放压力牵引容器.......容器牵引
对于以上内容,指定各个动作的速度、夹紧量、到下一次动作的等待时间。
①容器按下 1 ②容器按下 2 ③容器牵引
⑦ 裁剪器启动等待时间
裁剪器启动后,指定锡膏断开的等待时间。
⑧ 测定范围
通过激光传感器指定测定锡膏滚动直径的范围。
⑨ 初始供给设定
生产开始时,在钢网上没有锡膏的状态下为了供给比平常多的锡膏,指定代替容器按下 2 夹紧量
的夹紧量。
⑩ 连续供给次数
被查出锡膏滚动直径较小后,指定是否进行多次供给。
1 次的供给量较少时,指定 2 以上的数字。
⑪ 检测间隔
指定是否进行多次锡膏滚动直径的测量。
因为测量只能在刮刀从前方移动到后方时进行,为0时一次 2 块基板,为1时一次 4 块基板。