MEC-CP842-1.0E.pdf - 第122页
Replacing Consumable Parts >> Vacuum Pump Internal Vane s and Bearings 6-14 MEC-CP842-1.0E Assembly 1 Insert the rotor into side plate "A". 2 Place the spacer and bearing in side pl ate "A", the…
Replacing Consumable Parts >> Vacuum Pump Internal Vanes and Bearings
MEC-CP842-1.0E 6-13
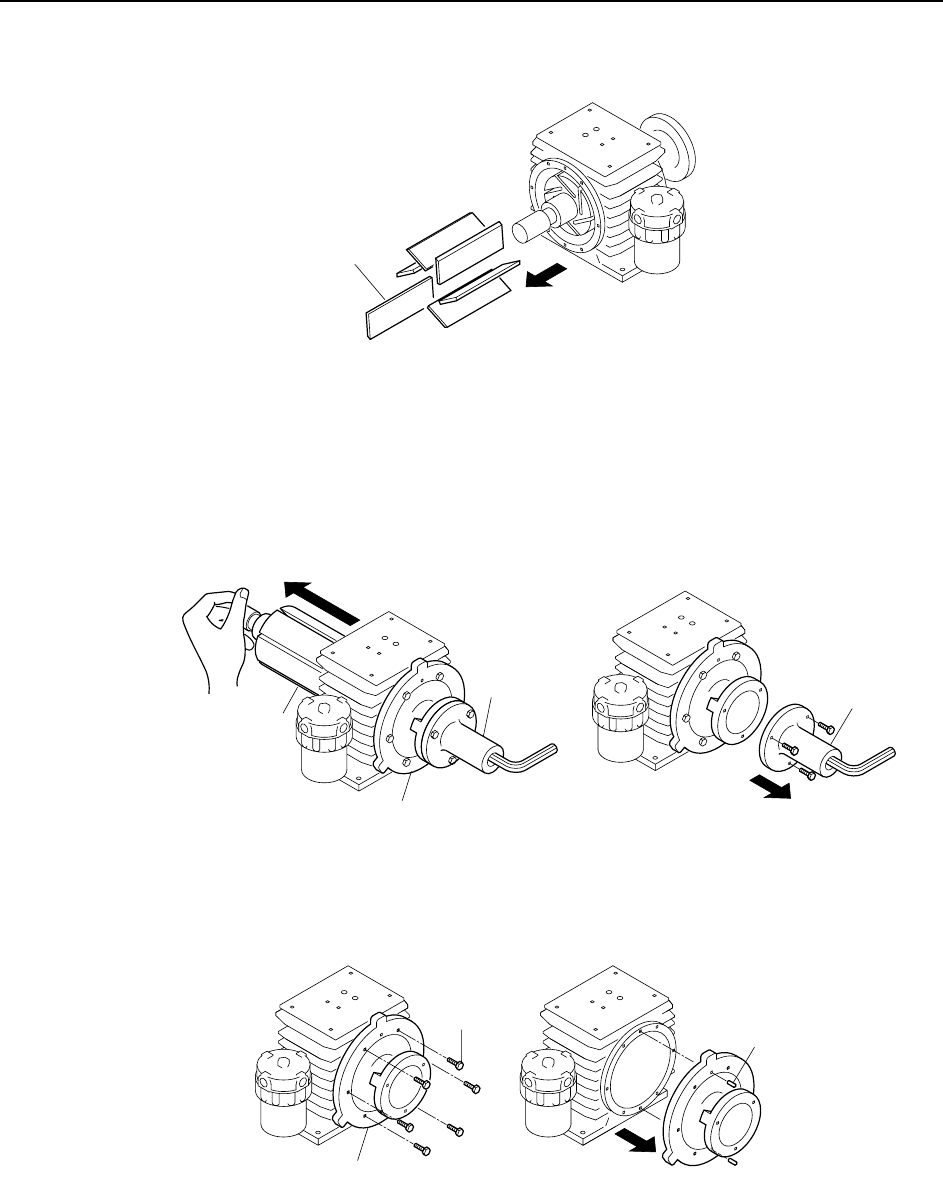
10 Remove the vanes.
Note
1. Be sure to note the orientation and positions of the vanes. The new vanes must be installed in
the same positions.
2. If a vane was broken, then clean any fragments from the pump interior with compressed air.
11 Mount the special tool on side plate "A", then push out the rotor. Support the
shaft area with your hand to avoid dropping the rotor. After removing the rotor,
remove the special tool.
Note: When pushing out the rotor, avoid scratching the rotor shaft and the cylinder.
12 Remove the side plate "A" mounting bolts, and use a plastic hammer to knock
the pin off, and then remove side plate "A".
13 After disassembling to this point, clean each component using a soft cloth
soaked in an organic solvent (chlorine or fluorine based solvent such as Daiflon
S3, by Showa Chemical).
C746M4022
Vane
C746M4023
Special tool
Rotor
Side plate A
Special tool
C746M4024
Bolt
Knock-pin
Side plate A
Replacing Consumable Parts >> Vacuum Pump Internal Vanes and Bearings
6-14 MEC-CP842-1.0E
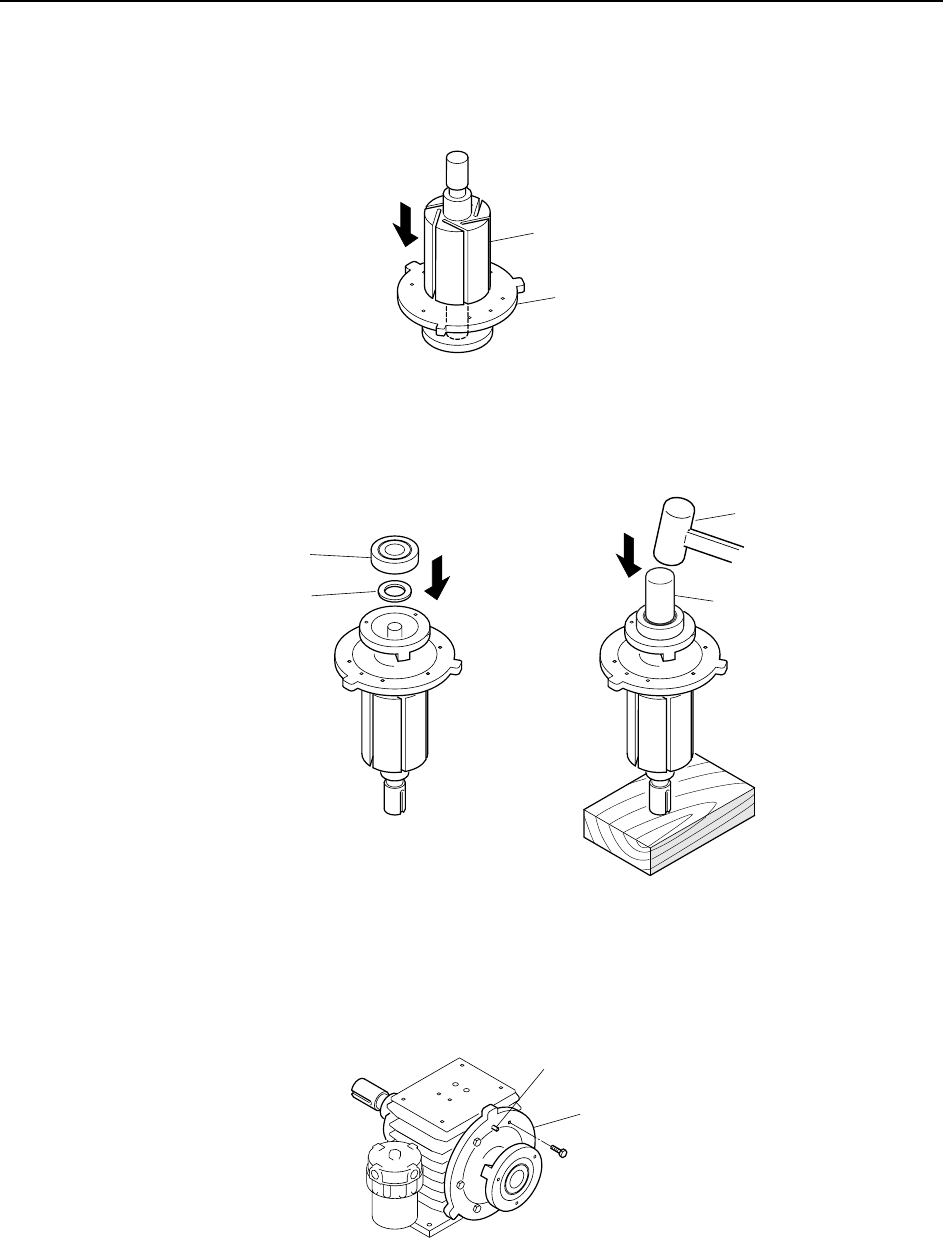
Assembly
1 Insert the rotor into side plate "A".
2 Place the spacer and bearing in side plate "A", then use a bearing punch and
hammer to pound the bearing in.
Note: Place a wood block beneath the shaft to prevent it from being scratched.
3 Mount side plate "A" on the cylinder. After using the knock-pin to position side
plate "A", secure it with the bolts.
C746M4025
Side plate A
Rotor
C746M4026
Bearing punch
Spacer
Bearing
Hammer
C746M4027
Knock-pin
Side plate A
Replacing Consumable Parts >> Vacuum Pump Internal Vanes and Bearings
MEC-CP842-1.0E 6-15
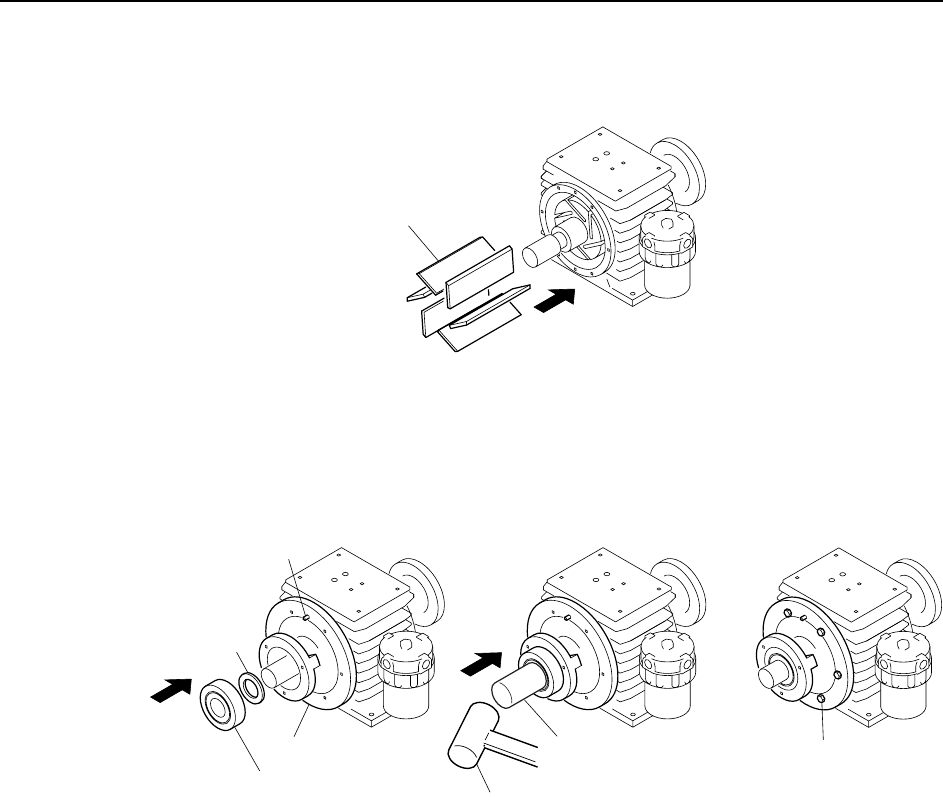
4 Mount the vanes on the rotor. Be sure the vane positions and orientations are
the same as when disassembled.
5 Mount side plate "B" on the cylinder. After using the knock-pin to position side
plate "B", place the spacer and bearing in position, then use a hammer and
bearing punch to pound the bearing in. After the bearing is in, secure the side
plate "B" mounting bolts.
6 Use the bearing punch and hammer again to pound in the bearings at side
plates "A" and "B".
C746M4028
Vane
C746M4029
Mounting bolt
Side plate B
Knock-pin
Spacer
Bearing
Bearing punch
Hammer