00198168-02_Technical_Training_TX-Series_EN.pdf - 第55页
5 Placement Heads 5.1 CPP Head Technical Training SIPLACE TX-Series 10/2016 55 5.1.2.3 Vacuum CPP Holding Circuit 1. Input compressed air 4.5 bar 2. Frame with venturi nozzles 3. Screws to fix on the star frame 4. Two pa…
5 Placement Heads
5.1 CPP Head
54 Technical Training SIPLACE TX-Series 10/2016
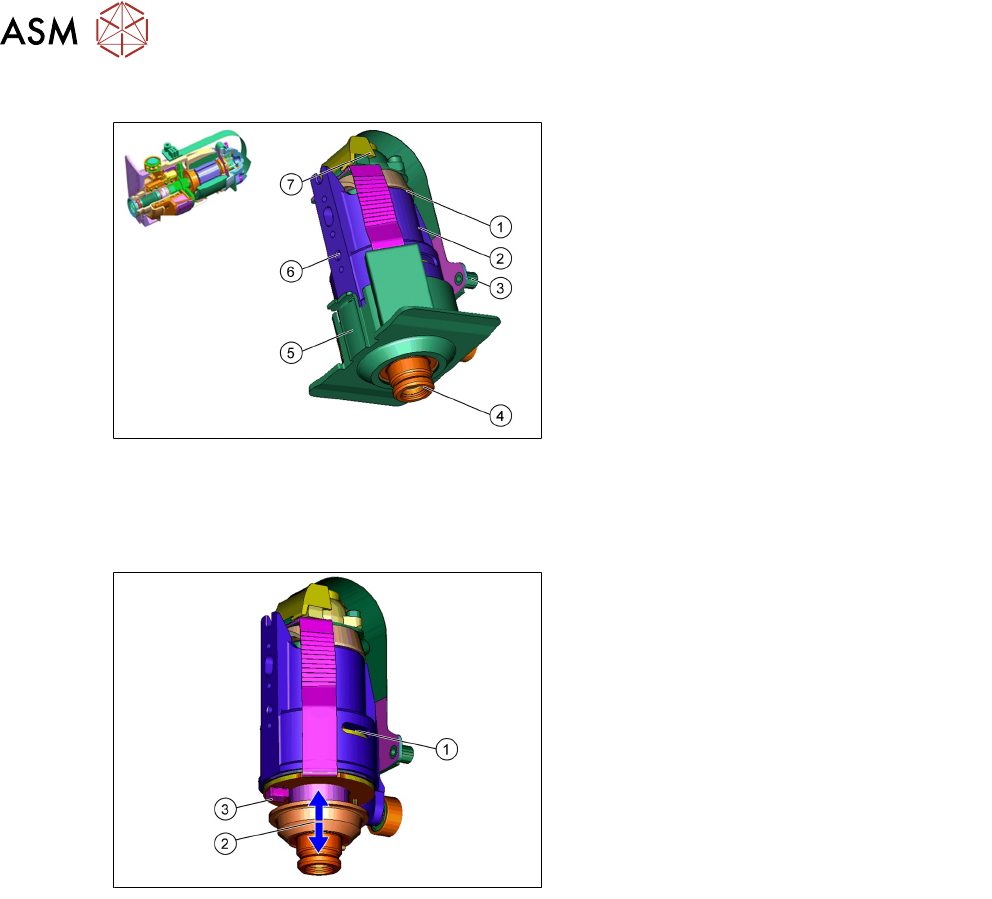
5.1.2.2 DP Drive
1. Vacuum / Air kiss connection
2. Motor
3. The connector screwed to the SCS control
unit
4. Nozzle interface
5. Camera background (black) for DP drive
6. Mounting surface for screwing the linear
guide
7. Measuring system
●
The DP drive is responsible for turning the nozzles into the correct pickup position and the
component into the correct placement angle.
●
Vacuum and air blast to the nozzle are provided via the motor shaft of the DP Axis.
●
The complete DP drive can be replaced during service work.
1. Measuring system
2. Cushioning path for operating the light
barrier down
3. Light barrier down
DP Drive function
●
The DP drives are controlled by the SCS board, in accordance with the counter pulse and
nominal value (pickup angle, placement angle and correction angle after Vision).
●
The feedback about the position of the DC motor is monitored by an incremental measuring
system.
Light barrier bottom
●
Each DP drive has its own light barrier down sensor. When the Z Axis springs into place, the
sensor sends a signal to the axis controller board (MHCU).
●
The "light barrier down" signal is directly linked to the measurement signal of the Z Axis
incremental encoder.
5 Placement Heads
5.1 CPP Head
Technical Training SIPLACE TX-Series 10/2016 55
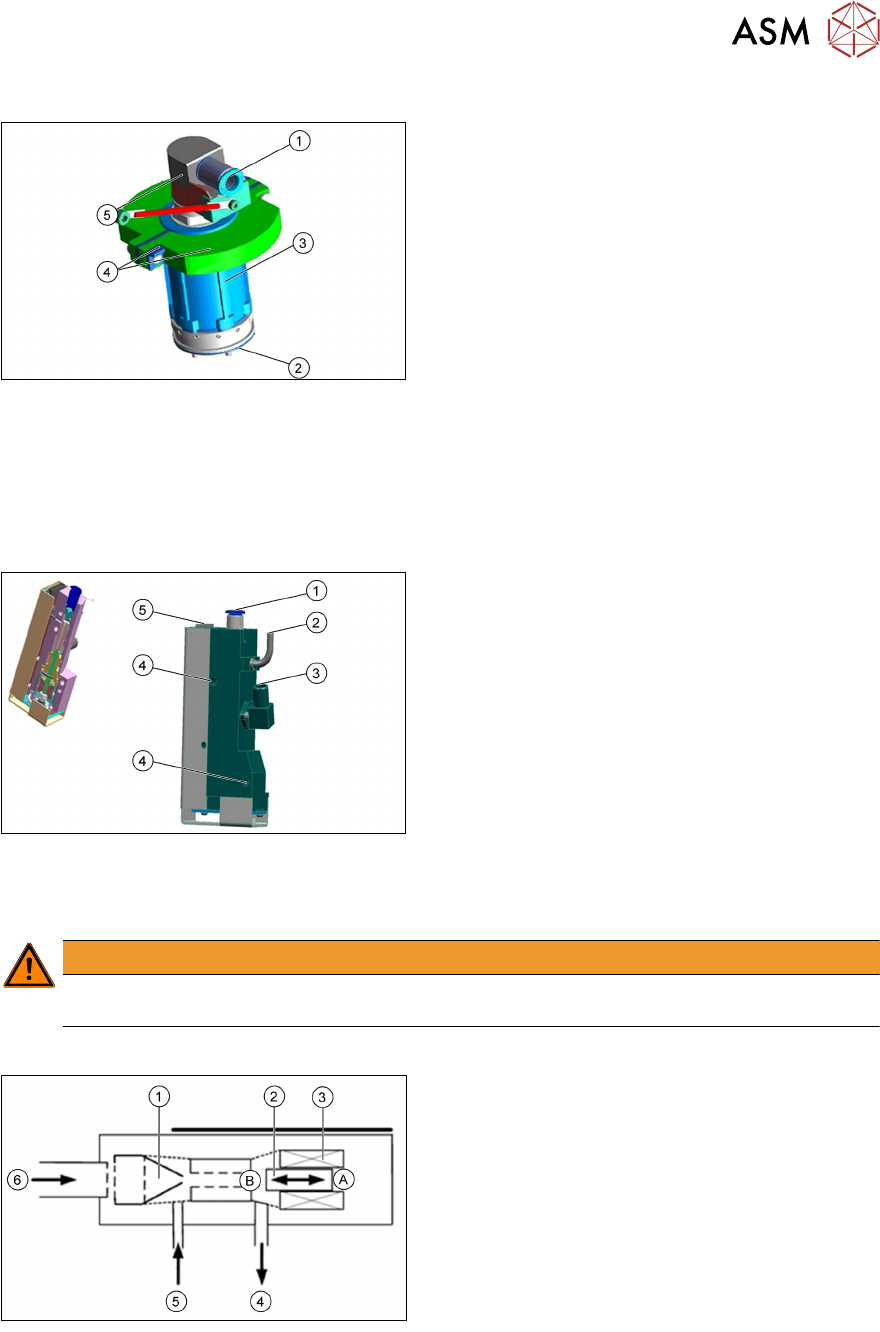
5.1.2.3 Vacuum CPP Holding Circuit
1. Input compressed air 4.5 bar
2. Frame with venturi nozzles
3. Screws to fix on the star frame
4. Two part silencer and mounting parts
5. Swivel joint with contact ring
●
The holding circuit consists of 12 small venturi nozzles.
●
Compressed air with a min pressure of 4.5 bar, each venturi nozzle supplies one segment
with vacuum.
●
If a segment is in the pickup/placement circuit, the hold circuit vacuum is increased (for
pickup) or eliminated via air kiss (for placement).
5.1.2.4 Pressure Regulator Valve (PRV)
1. Compressed air connection
2. Vacuum/air kiss for pickup/placement circuit
3. Discharged air, for cooling the X-linear motor
4. Mounting the vacuum generator on the front
plate
5. Energy and data supply
●
The pressure control valve supplies the pickup/placement circuit with vacuum/air kiss during
the pickup/placement process.
●
The PRV can be replaced during service work.
WARNING
Two screws M4x30 and M4x35 for fixing the pressure control valve. Interchange the screws
will destroy the SCS board.
Pressure Regulator Valve Functionality
1. Venturi nozzle
2. Plunger (iron core)/ piston
3. Plunger drive (inductor)/ driver circuit
4. Discharged air to silencer
5. Vacuum or air kiss output
6. Compressed air input
A - Piston in "open" position
B - Piston in "closed" position
●
During pickup, the piston is always in the "open" position; vacuum is produced and applied to
nozzle for pickup.
●
During placement, the piston is in the "close" position, air kiss is produced and applied to
nozzle for placement.
●
In the placement cycle the time to switch between maximum vacuum (-850 mbar) to maximum
air kiss (+400 mbar) is < 12ms.
5 Placement Heads
5.1 CPP Head
56 Technical Training SIPLACE TX-Series 10/2016
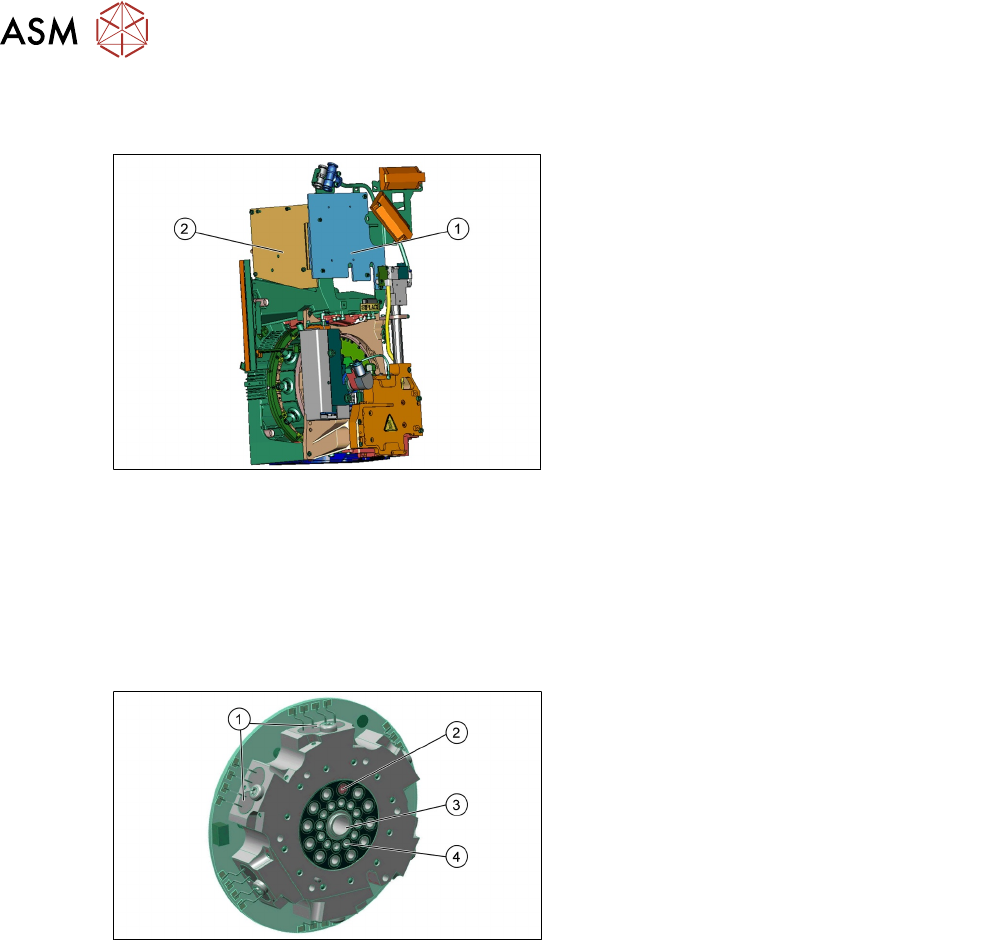
5.1.2.5 Intermediate Distributor
The intermediate distributor consists of two boards:
1. Intermediate distributor 1 is fitted to the
front of the head
2. Intermediate distributor 2 is fitted to the left
side of the head. For contactless energy
transmission an additional board is
plugged onto the intermediate distributor
●
LEDs show the operating voltages at the head and the state of the sensors.
●
Test connector for the track signals and test pins for analog signals.
●
Controlled power supply for incremental encoder from Z and star drive.
●
Interface for component sensor, vacuum unit, holding circuit vacuum sensor and EEPROM.
●
Startup control for the return cylinder.
5.1.2.6 Vacuum Valve Board
Valve Board details
1. Control valve for each segment
2. Vacuum or air kiss outer channels
3. Holding circuit input
4. The holding circuit measuring position
●
The valve board consists of twelve solenoid control valves (1), one for each segment.
●
The compressed air from holding circuit input (2) will be distributed into twelve segments.
●
In each channel there is a valve (1) which can open and close the compressed air of each
segment independently (3), after a placement the valve will switch OFF the compressed air for
this segment. Before pick up the valve will switch ON the compressed air and generate
vacuum.
●
Via the outer channels (4) we can measure the open and closed vacuum of the holding circuit.
●
In the 6 o`clock position the pick up and placement circuit is supplied with vacuum or air kiss
from the vacuum generator.