2OM-1321-005_w.pdf - 第197页
5 - 45 Tg 1298 -ID-OP 3.3.9 ステップ 9 こね動作確認 [1] [2] [3] [4] [5] Fig. 2E42 [1] [ ペーストこね動作 (1 サイクル )( 始動 )] 生産基板をダミー基板指定位置に置き実行すると、基板をテー ブルヘ搬送しチャック後、テーブルが印刷位置まで上昇し、指 定回数ペーストこね動作を実行します。 こね動作を途中でやめたい場合は [ 停止 ] ボタンを押してくだ さい。 [2…
5-44
Tg1298-ID-OP
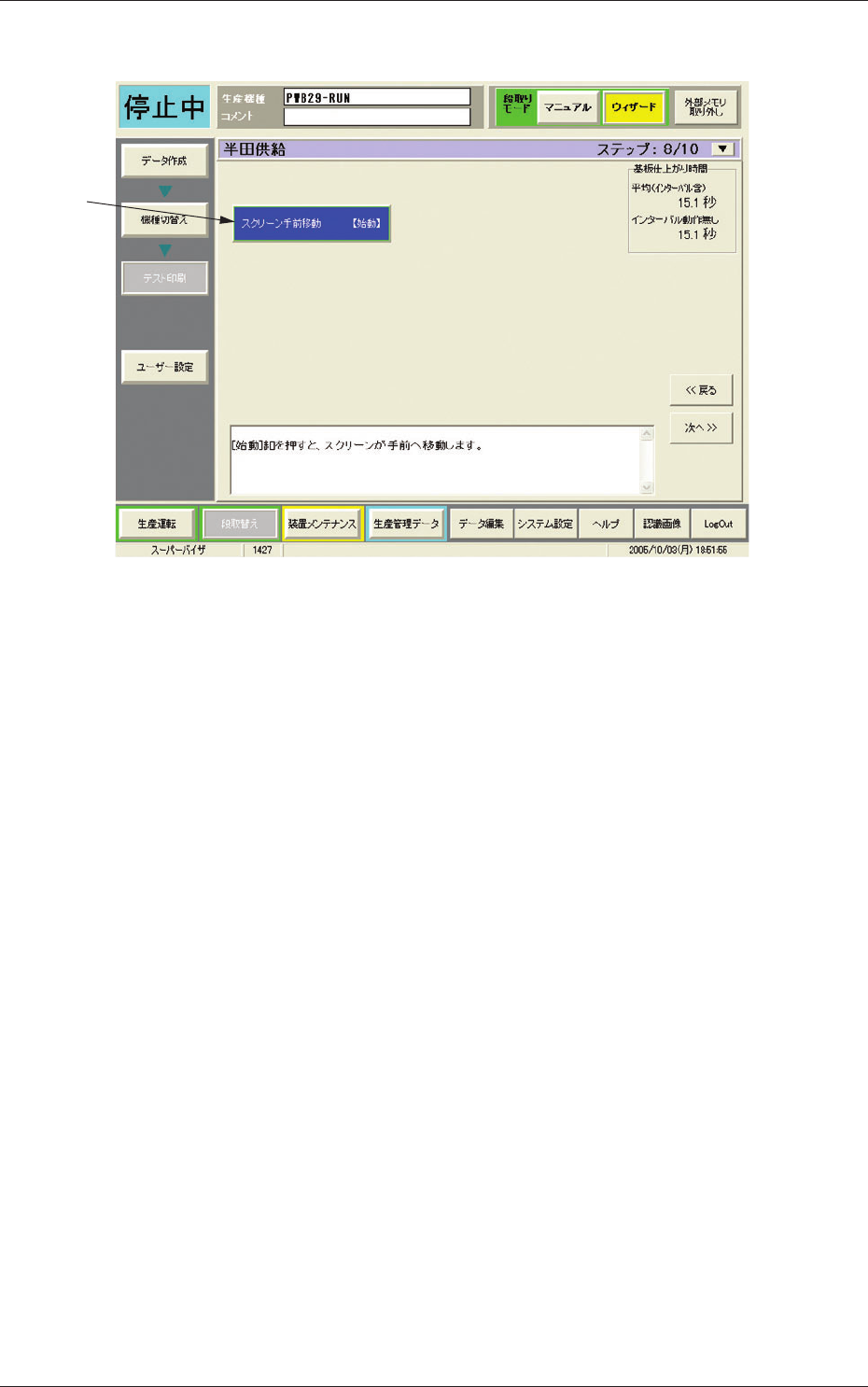
3.3.8 ステップ 8 半田供給
[1]
Fig. 2E41
[1] [ スクリーン手前移動 ]
実行すると、スクリーンが手前に移動します。
軸が停止したことを確認し、段取りキーを段取側にして開閉扉
を開け、ソルダペーストをスクリーン手前側に供給し、スキー
ジを取付けます。
3.3 “テスト印刷”サブメニュー
0602-001
5-45
Tg1298-ID-OP
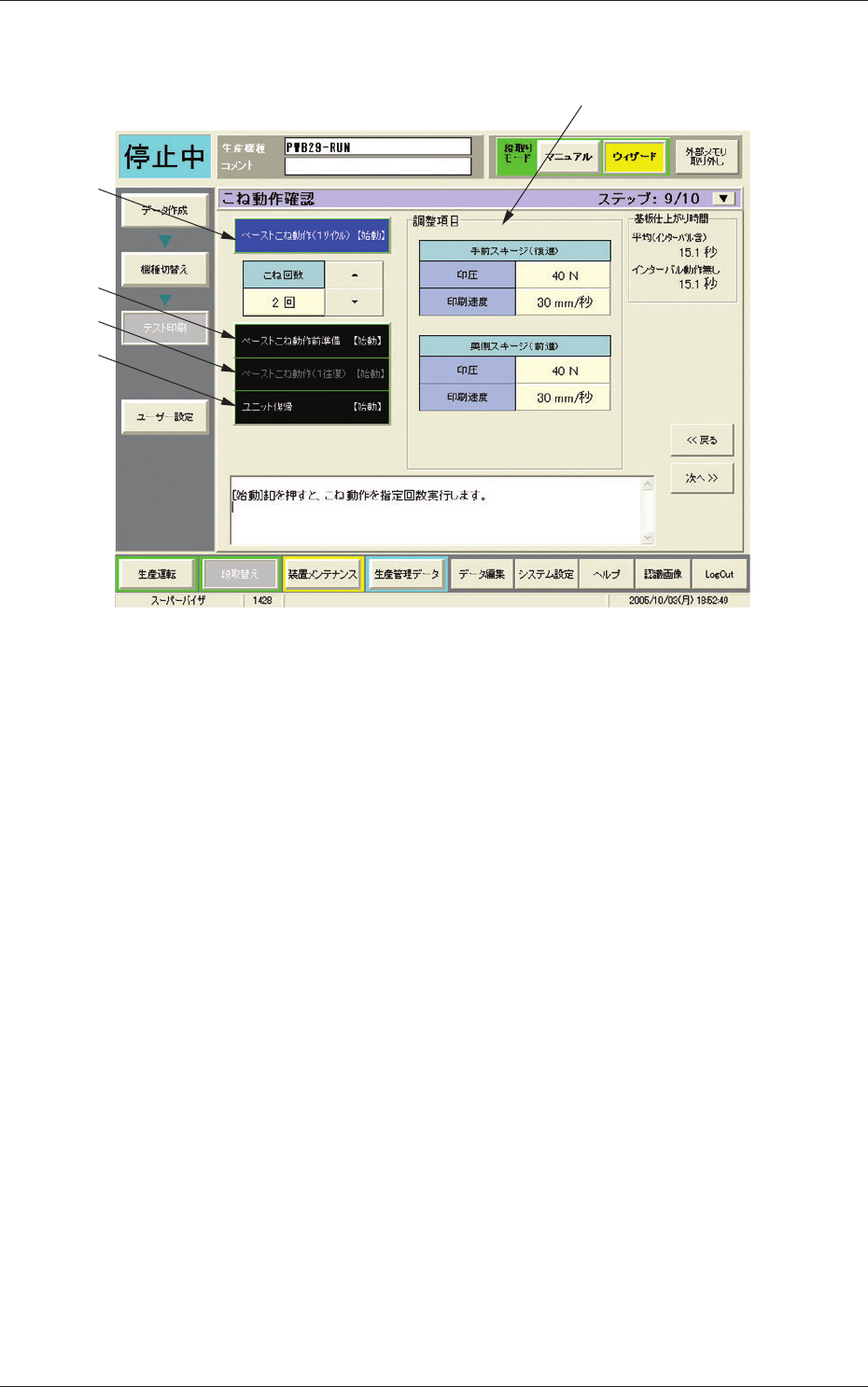
3.3.9 ステップ 9 こね動作確認
[1]
[2]
[3]
[4]
[5]
Fig. 2E42
[1] [ ペーストこね動作 (1 サイクル )( 始動 )]
生産基板をダミー基板指定位置に置き実行すると、基板をテー
ブルヘ搬送しチャック後、テーブルが印刷位置まで上昇し、指
定回数ペーストこね動作を実行します。
こね動作を途中でやめたい場合は [ 停止 ]
ボタンを押してくだ
さい。
[2] [ ペーストこね動作前準備 ( 始動 )]
生産基板をダミー基板指定位置に置き実行すると、基板テーブ
ルへ搬送しチャック後、テーブルが印刷位置まで上昇します。
[3] [ ペーストこね動作 (1 往復
)( 始動 )]
実行するとペーストこね動作を 1 往復行います。
[4] [
ユニット復帰 ( 始動 )]
実行すると、各ユニットが印刷待機位置に移動します。
[5] [ 調整項目 ]
現在のパターンプログラムの前進および後進時の印圧とスキー
ジ速度を変更します。
3.3 “テスト印刷”サブメニュー
0602-001
5-46
Tg1298-ID-OP
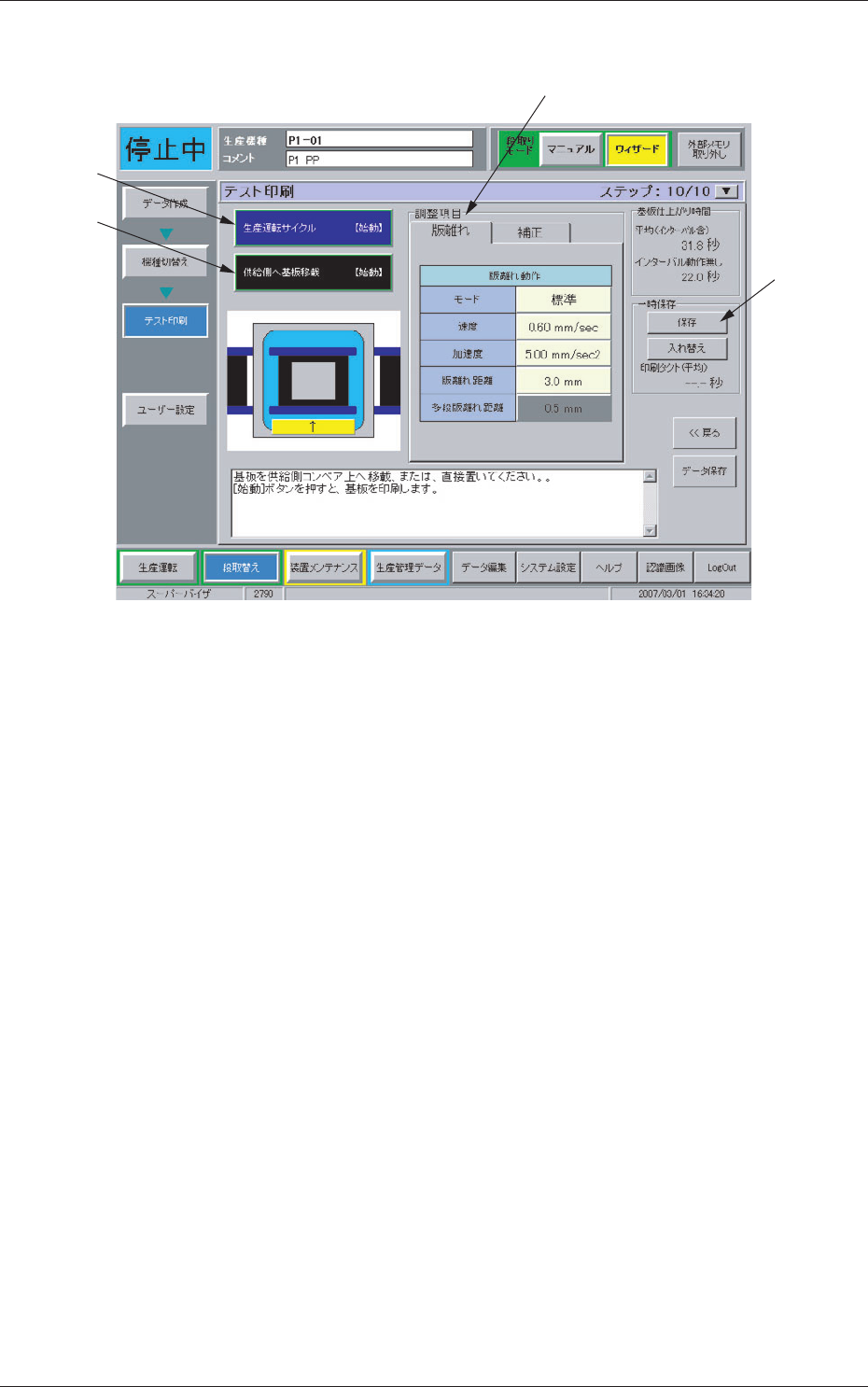
3.3.10 ステップ 10 テスト印刷
[1]
[4]
[2]
[3]
Fig. 2E43
[1] [ 生産運転サイクル ]
生産基板を供給コンベア置き実行すると、その基板を印刷し、
排出コンベアに搬送後停止します。
[2] [ 供給側へ基板移載 ]
実行すると、基板を供給コンベアに搬送します。
[3] [ 調整項目 ]
“版離れ”タブ
現在のパターンプログラムの版離れデータを変更できます。
“補正”タブ
現在のパターンプログラムの位置ずれ補正データを変更できま
す。
[4]
[ 一時保存 ]
現在テスト中のパターンプログラムを一時的にメモリに保存す
る機能です。
印刷条件による違いを比較したい場合などに使用します。
[ 保存 ] を押すことでメモリに保存され、印刷タクト
(平均) に
保存時の基板仕上がり時間 ( 平均 ) を表示します。
[ 入れ替え ] を押すと、一時保存したパターンプログラムとテス
ト中のパターンプログラムを入替えます。
3.3 “テスト印刷”サブメニュー
0703-002