FX-2操作手册.pdf - 第77页
操作手册Ⅱ 2-6-4 调整固定位置 2-6-4 - 1 外形基准调整法 外形基准调准法,是从外侧钳夹( Y 方向)固定基板的方法。 与销基准(详见后述)的基板固定方式不同, 外形基准法不受基板有无基准针孔、基准针 孔径的影响,均可固定基板。 本节着重讲解如何在生产画面进行 “外形基准” 的基板固定与调整的操作方法。 ( 『第 10 章 手动控制』讲述其他操作方法,可供参考) < 步骤 > 1. 启动生产。 2. 从菜单选择…
操作手册Ⅱ
2-6-3-3 自动调整基板(AWC,选购项)时
打开生产程序文件,在[自动调整基板宽度]画面中也可以调整。现在,对如何通过生产菜
单[生产支援]→[简易准备]→[传送]画面进行调整,说明如下。
未安装自动宽度调整(AWC,选装件)的装置,也可以在[自动调整基板宽度]画面中,对
中心传送带(只限中心传送带)的传送宽度进行调整。
调整方法.
1.
启动[生产]。
2.
从菜单选择[生产支援]→[简易准备] 。
3.
在简易准备画面中选择[传送]标签→[自动调整基板宽度]按钮。
4.
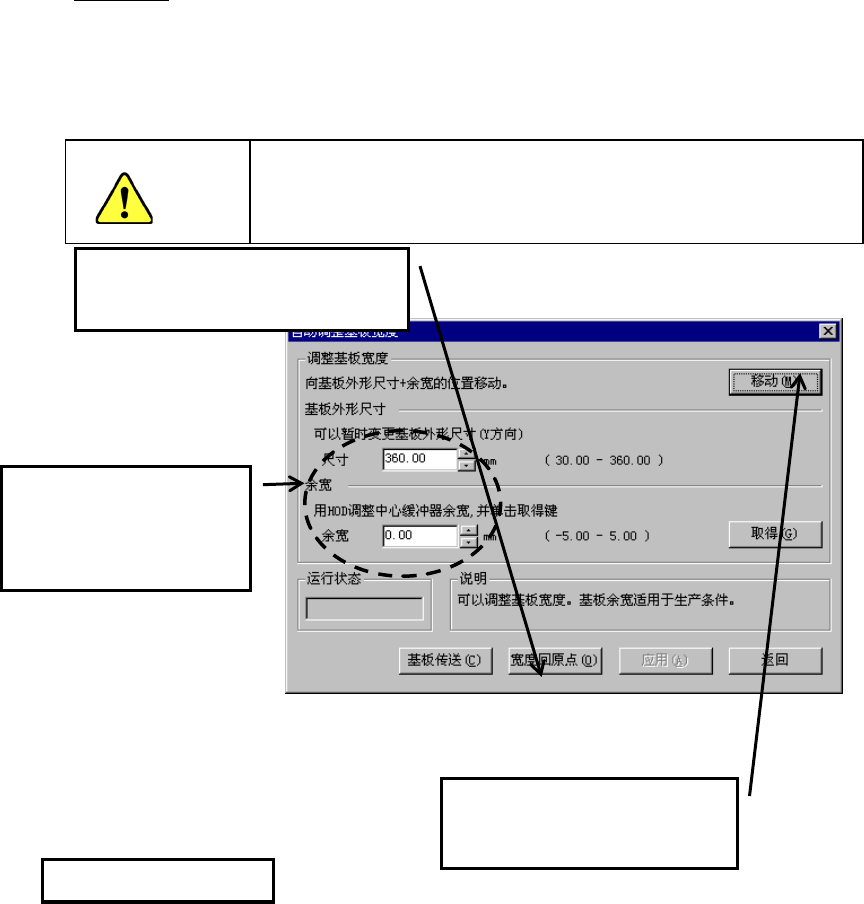
显示[自动调整基板宽度]对话框,按①至④步骤操作。
.
图 2-6-12 自动调整基板宽度(AWC,选购件)
④ 请确认传送畅通。
按下列说明单击[宽度回原点]或[移动]按钮后,装置会开始运行。
切勿把手伸入装置内部,脸和头也不要靠近。单击前,要确认传
送动作部分没有阻碍物体。
①单击[宽度回原点],使传送宽
度返回原点。
②输入[尺寸],[余宽]。
(余宽大约在
+0.5mm 到 1mm 之间。)
③单击[移动],调整宽度。
马达运转,调整宽度。
注意
2-24
操作手册Ⅱ
2-6-4 调整固定位置
2-6-4-1 外形基准调整法
外形基准调准法,是从外侧钳夹(Y 方向)固定基板的方法。
与销基准(详见后述)的基板固定方式不同,外形基准法不受基板有无基准针孔、基准针
孔径的影响,均可固定基板。
本节着重讲解如何在生产画面进行“外形基准”的基板固定与调整的操作方法。(『第 10 章
手动控制』讲述其他操作方法,可供参考)
<步骤>
1.
启动生产。
2.
从菜单选择[生产支援]→[简易准备]。
3.
在简易准备画面中选择[传送]→[个别控制]。
* 操作画面参见前述的『2-6-3 传送轨道宽度的调整』。
4.
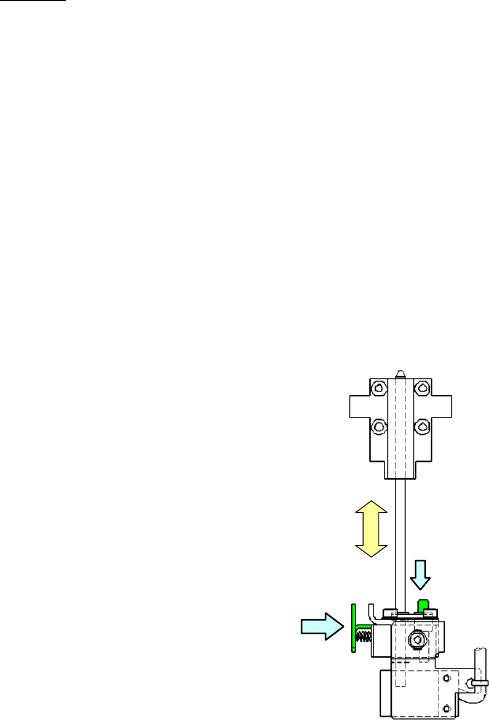
降下定心销⑫。
定心销⑫(基准针和从动针)固定在支撑台⑬上。在这个状态下支撑台⑬上升后,销会撞在基
板上。因此,使用外形基准时,要设置降下销,避免定心销撞在基板上。
<设置方法>
●
降下
定心销⑫时: ⇒向箭 头方向按下
A
。
●
上升
定心销⑫时: ⇒向箭 头方向按下
B
。
图 2-6-13 定心销
5.
放松定心销⑫(基准针/从动针)的导向块。
B
A
2-25
操作手册Ⅱ
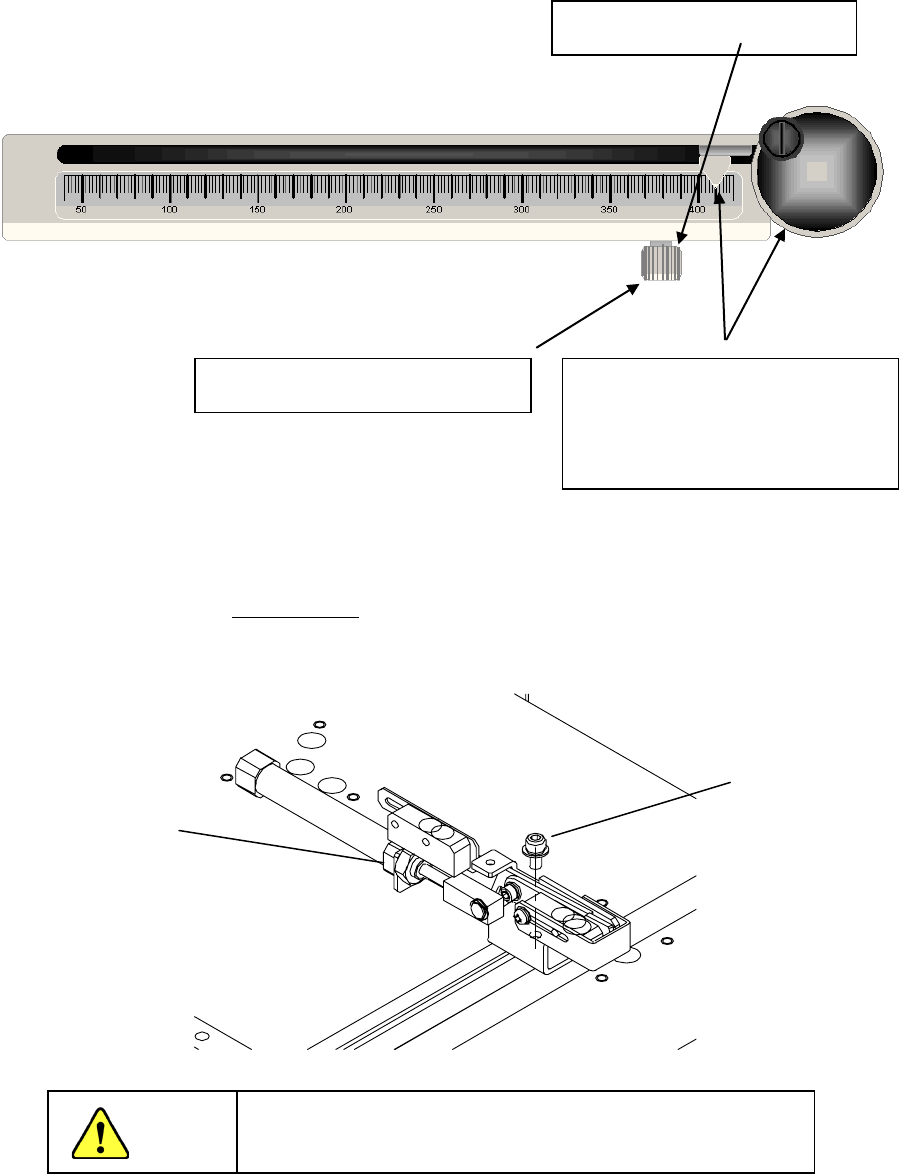
6.
对准生产基板的外形 X方向尺寸,调整挡块⑪位置。
.
图 2-6-14 调整停止挡块位置向导
7.
把定心销⑫(基准针/从动针)导向块拧紧。
8.
[关闭](OFF)[基板察觉档销] 。
9.
[打开](ON)[停止挡块] 。
10.
用生产基板顶住停止挡块⑪。
拧松停止挡块根部的(1 根)螺丝,用手把基板与停止挡块接触部位在 Y 方向移动稍许,
使之大体上位于生产基板 Y 向的中央,调整后把它固定好。如中央位置上有缺口等而不稳
定时,要调整到稳定位置。
为避免造成故障,请勿调整传感器电位。
11.
配置支撑销⑯。
根据生产基板的要求配置支撑台⑬上的支撑销⑯。对于贴片精度要求高的 QFP 等元件,需要
在元件下面配置支撑销⑯,以便提高精度。
①拧松调整停止挡块 ⑲
。
② 旋转调整柄⑱进行调整,使生
产基板的外形X方向尺寸与上图
的刻度一致。
③ 拧紧调整停止挡块⑲。
⑪停止挡块
螺丝
注意
2-26