FX-3_InstructionManual_Rev06_C.pdf - 第186页
第1部 基本篇 第2章 生产 显示内容项目:变更管理信息的显示内容 No. 项目 内容 1 综合 显示综合管理信息。 2 贴片头 显示每 1 个贴片头的生产管理信息。 3 供应 显示每 1 个供应位置的生产管理信息。 4 吸取率 显示每 1 个供应位置的吸取率排序。 5 显示 内容 删除 删除生产管理信息。 生产开始到结束的阶段区分及主要定义如下: 运行时间 → A 中途停止时间 → C+D+E 维护保养时间 → B 故…
第1部 基本篇 第2章 生产
19 等待基板搬出时间
【入口站点】
释放基板时,在 JOINT 传感器 On 状态(JOINT 缓冲有基板)下,从
释放基板到 JOINT 传感器 Off 为止(JOINT 缓冲的基板被搬出为止)
的时间累计。
释放基板时 JOINT 缓冲没有基板时,则不算入搬出等待时间。
但最后一张基板时,不论 JOINT 传感器 On/Off 与否,从释放基板
倒搬出动作结束,均算入等待基板搬出时间。
搬出等待状态时的暂停时间,不算入等待基板搬出时间。
【出口站点】
释放基板时,Out 传感器 On 状态(Out 缓冲有基板)下,从释放基
板到 Out 传感器 Off 为止(Out 缓冲的基板被搬出为止)的时间累
计。
释放基板时 Out 缓冲没有基板时,则不算入搬出等待时间。
但最后一张基板时,不论 Out 缓冲 On/Off 与否,从释放基板倒搬
出动作结束,均算入等待基板搬出时间。
搬出等待状态时的暂停时间,不算入等待基板搬出时间。
20 等待基板传送时间
从基板传送动作开始到动作结束的时间总和。
但不包括传送动作中暂停的时间。
21 停止时间合计
从生产开始到生产结束,包括因发生暂停、紧急停止而无法进行生产
的时间总和。
【中途停止时间】=【故障停止时间】+【元件用尽停止时间】
22
维护时间
用户要求(停止开关)暂停所导致的机器停止的时间总和。因保护元
件而实施的暂停及循环停止也作为用户要求算入维护保养时间。
23 故障停止时间
因选中“操作选项”→“发生错误时暂停”而发生的暂停、在无法
继续生产的状态下(IC 回收带装满等)的暂停以及异步(台架下降
等)造成的暂停引起的机器停止时间的总和。但如果暂停的原因为
“元件用尽”,则应算入“无元件停止时间”中。
24 无元件停止时间 元件用尽暂停与重试列表暂停所导致的机器停止的时间总和。
25
停机时间 维护保养时间、故障停止时间、元件用尽停止时间的总计。
2-73
第1部 基本篇 第2章 生产
显示内容项目:变更管理信息的显示内容
No. 项目 内容
1 综合 显示综合管理信息。
2 贴片头 显示每 1 个贴片头的生产管理信息。
3 供应 显示每 1 个供应位置的生产管理信息。
4 吸取率 显示每 1 个供应位置的吸取率排序。
5
显示
内容
删除 删除生产管理信息。
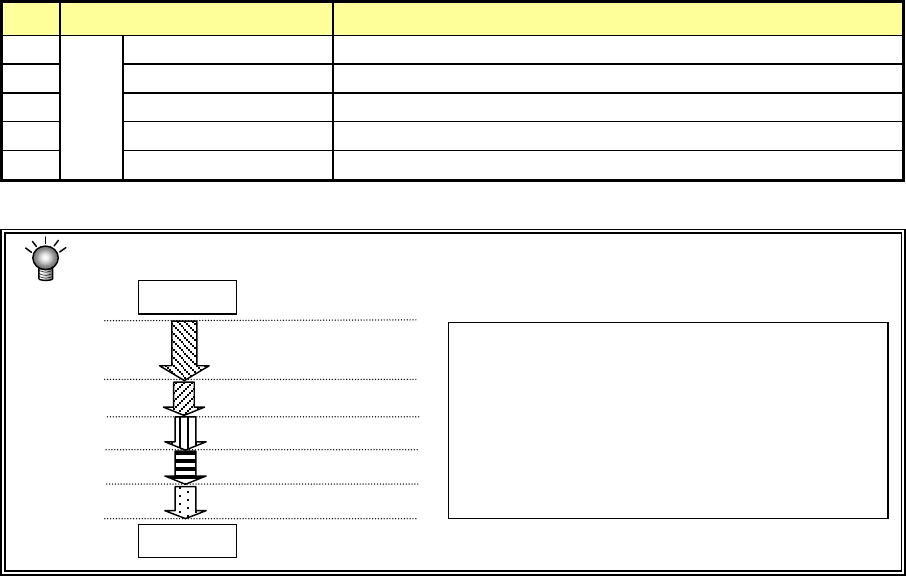
生产开始到结束的阶段区分及主要定义如下:
运行时间 → A
中途停止时间 → C+D+E
维护保养时间 → B
故障停止时间 → C+D
元件用尽停止时间 → E
停止时间 → B+C+D+E
A 生产(含传送时间)
生产开始
退出生产
B 临时停止按钮 ON
C
异常停止按钮 ON
D 发生错误 (识别错误等)
E
元件用尽
2-74
第1部 基本篇 第2章 生产
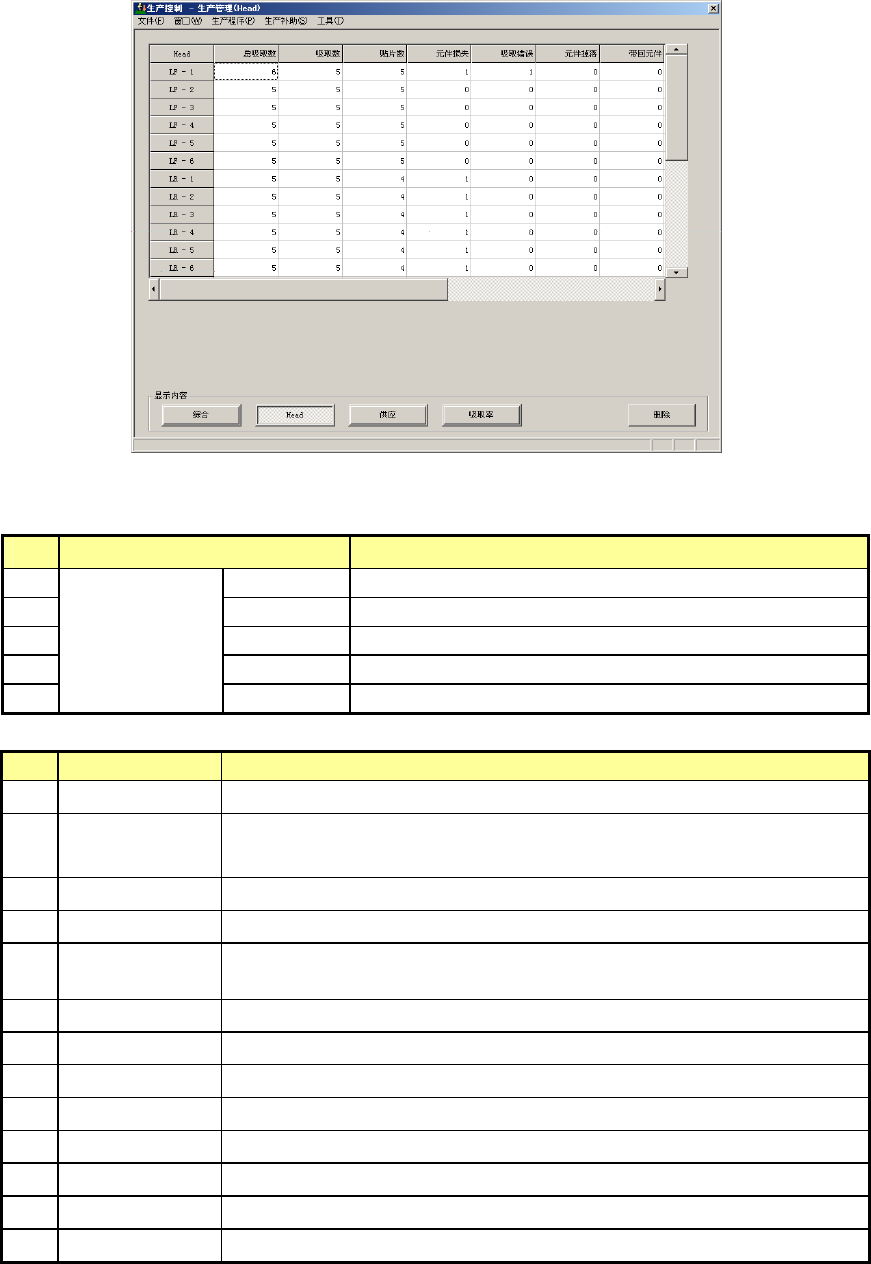
2)生产管理信息(贴片头)
显示每个贴片头的生产管理信息。
图 2-9-1-3 生产管理信息(贴片头)
显示内容项目:变更管理信息显示的内容。
No. 项目 内容
1 综合 显示综合管理信息。
2 贴片头 显示每 1 个贴片头的生产管理信息。
3 供应 显示每 1 个供应位置的生产管理信息。
4 吸取率 显示每 1 个供应位置的吸取率排序。
5
显示内容
删除 删除生产管理信息。
No 项目 内容
1 贴片头 显示该贴片头的号码。
2
总吸取数
使用该贴片头吸取的次数。
(吸取数 + 吸取错误)
3
吸取数
该贴片头吸取成功的元件数。
4
贴片数
该贴片头吸取贴片的元件数。
5
元件损失
该贴片头损失的元件数。
(吸取总次数-贴片数)
6
吸取错误 该贴片头吸取失败的次数。
7 元件掉落 显示吸取元件后到贴片之间元件脱落的次数。
8 带回元件 显示该贴片头移动到吸取位置后直到吸取为止的累计等待时间。
9 激光识别 使用该贴片头发生激光识别重试超次错误的次数。
10 异元件 检出异元件的次数。
11 芯片站立 该贴片头吸取的元件被判定为芯片站立的次数。
12 元件姿势 发生元件姿势错误的次数。
13 激光角度异常 发生激光角度异常的次数。
2-75